激光焊机焊缝质量离线评价方法分析
2021-03-11
中冶南方工程技术有限公司,湖北 武汉 430223
激光焊机是冷轧连续生产线的核心设备,激光焊机的焊接质量必须满足生产工艺要求[1]。焊后带钢在线运行时,需要经过多次S形反复弯曲变形,并承受一定的运行张力,需要焊缝具有足够的强度和韧性。在连续轧制生产线中,带钢过轧机被压延,焊缝韧性需满足轧机轧制要求。发现焊缝质量不合格必须立即重新焊接,否则焊缝在运行过程中易断带。由于发生断带事故后将直接导致机组停机,使作业率下降,因此必须找到有效评价带钢焊缝质量的方法,以保证冷轧机组的连续运行。
评价带钢焊缝质量应根据冷轧机组工艺所需焊缝性能要求进行相应的检测,主要的测试方法包括拉伸、弯曲及杯突测试等。文章根据冷轧机组生产经验,分析常用的3种焊缝力学性能测试方法及其适用性。
1 拉伸试验
拉伸试验标准参照《焊接接头拉伸试验方法》(GB/T 2651—2008),一般在万能材料力学试验机上进行,按照国家标准取样[2-3]。将试样夹紧,然后进行拉伸,直到试样断裂,如图1所示。焊缝拉伸试验需要专用试验设备,对操作者的能力要求较高,由于机组生产过程中不具备试验条件,因此一般在修改焊接参数后或开发新钢种焊接工艺时,焊缝拉伸试验在焊接工艺试验阶段进行。
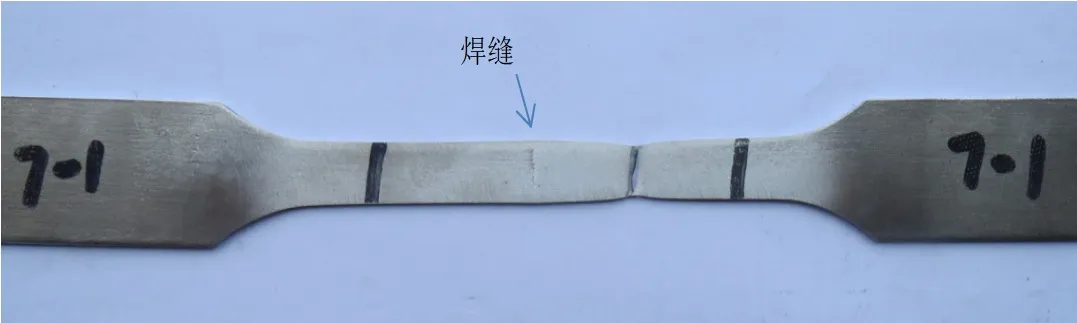
图1 带焊缝不锈钢拉伸试样
焊缝拉伸试验可以测定焊缝的弹性、塑性、强度等性能指标,是评定焊缝承受机组张力大小的重要检测手段,适用于大张力连续机组,如不锈钢连轧机组。该机组轧机段张力大且带钢被压延,焊缝需具有足够的抗拉强度才能不被拉断。生产实践中是用焊缝强度相对于母材的抗拉强度比作为考核标准,一般强度百分比≥85%的焊缝可轧。某不锈钢连轧机组焊缝抗拉强度测试数据如表1所示,分别取母材试样和带焊缝试样作拉伸测试,记录拉断时最大力、抗拉强度、延伸率,将带焊缝试样抗拉强度与母材抗拉强度对比即得到焊缝相对母材的强度百分比。
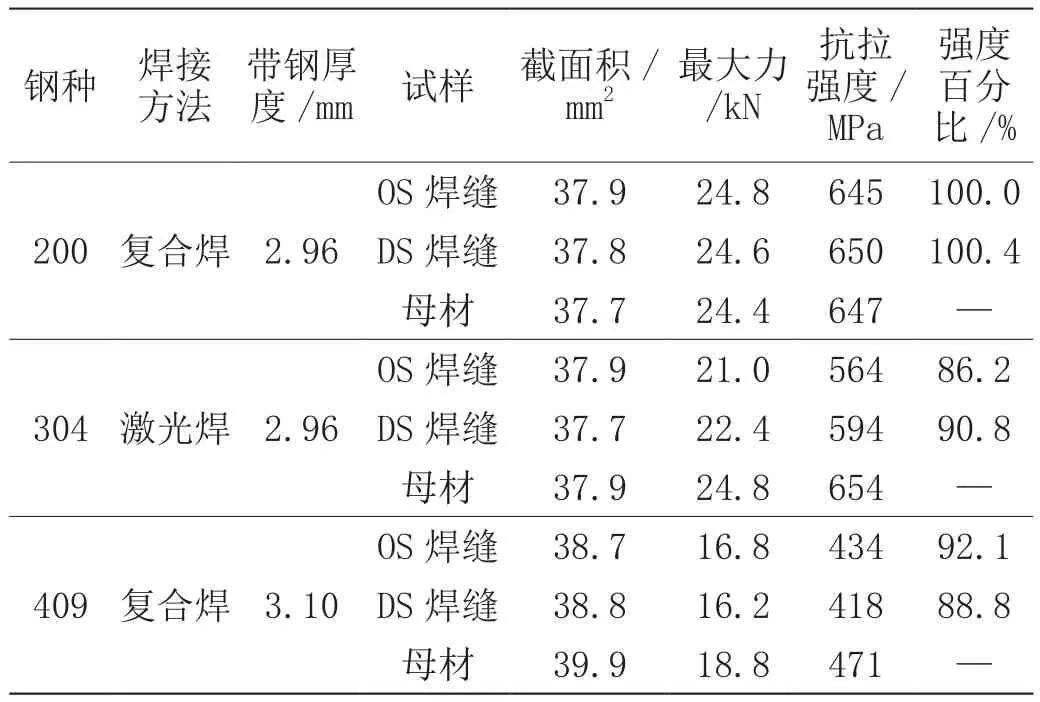
表1 某厂不锈钢焊缝抗拉强度测试值
2 弯曲试验
焊缝的断裂韧性指标可以较好地反映焊缝抗断裂能力、塑性变形能力和内部缺陷情况,但是估算断裂韧性值的测量较为困难,试件加工复杂,对试验设备和费用的要求高,不便于在工程实践中应用[4]。
焊缝弯曲次数与焊缝的估算断裂韧性值有对应关系,生产中常使用弯曲试验来评估带钢焊缝抗断裂能力。常用的弯曲试验是以月牙剪废料作为试样,如图2所示。月牙剪废料焊缝比带钢中部的焊缝质量差,能最大限度地保证检测结果的可靠性。

图2 不锈钢月牙弯曲试样
将带有焊缝试样的月牙夹持并调整好位置,使焊缝处受到90°弯曲,根据反复的次数来判断焊缝的抗弯曲能力[5]。弯曲试验可在线操作,适用于中高牌号硅钢、马氏体不锈钢生产线。中高牌号硅钢是含硅量在2%~5%的超低碳钢,其中的Si元素对α-Fe具有强烈的固溶强化作用,使硅钢的焊缝硬度、强度增加,塑性、韧性下降。马氏体不锈钢进行焊接时,存在脆性、低温韧性恶化的问题,延展性伴随硬化的产生而下降,焊接热影响区的组织通常又硬又脆。鉴于高牌号硅钢、马氏体不锈钢焊缝强度高、韧性低的特点,反复弯折易断带,一般反复弯曲1次不断裂即判定焊缝合格。
3 杯突试验
杯突试验标准为ISO 20482:2013(E),主要用来测定金属板材的强度和变形性能,若冲压出现裂纹,其压入深度即为金属板材的强度[6]。杯突试验是应用最广泛的焊缝力学检测方法,适用于各种连续生产线激光焊机。
生产实践中为便于操作,常采用简易杯突试验机进行试验。杯突试验取样宽度应为150~200mm,焊缝位于试样中心,如图3所示。试验时,将试样固定在杯突试验机的固定环与冲模之间,冲头对准焊缝中心,冲头逐渐上升直至试样被冲裂。如顺着焊缝出现裂缝,表明焊缝不合格;如顺着母材出现裂缝,表明焊缝是合格的。
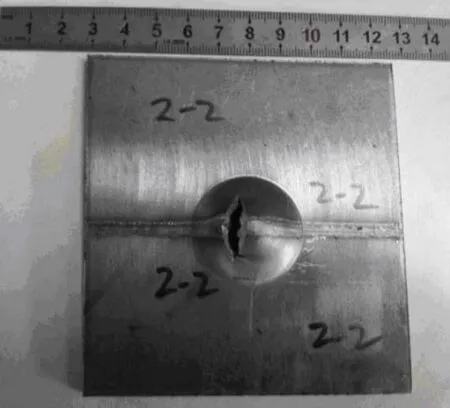
图3 杯突试验试样
4 结论
文章分析了冷轧连续生产线激光焊机焊缝力学检测的3种方式及其适用性,得出拉伸试验适用于大张力机组,尤其是不锈钢冷连轧机组;弯曲试验适用于中高牌号硅钢及马氏体不锈钢生产线;杯突试验适用于各种机组。同时,在总结现场焊接经验后,推荐了合适的焊缝质量检测试样。
