Effect of plastic deformation on microstructure and thermoelectric properties of Mg2Sn alloys
2021-03-10RameshkumarVarmaSitaramaKadaMatthewBarnett
Rameshkumar Varma,Sitarama Kada,Matthew Barnett
Institute for Frontier Materials,Deakin University,Geelong,Victoria,Australia
Received 19 May 2020;received in revised form 10 August 2020;accepted 6 September 2020
Available online 24 September 2020
Abstract In the present work,the effect of deformation on microstructure and thermoelectric properties of Mg2Sn alloys having excess magnesium concentrations is examined.The cast alloys were prepared using radio-frequency(RF)induction melting under an argon atmosphere.These alloys were thermo-mechanically processed via compression at different temperatures to various true strains.At room temperature,the alloys failed at a true strain of~13%.However,at elevated temperatures,the alloys were observed to be highly plastic.For alloys compressed at 673K to a true strain of 1,a prominent substructure formed.The subgrain size was~3–5μm.It is believed that the substructure arose from the action of dynamic recovery.Following deformation,the thermoelectric performance of alloy prepared with 6.7wt.% excess Mg was improved compared to the as cast condition.This can be ascribed to a reduction in the thermal conductivity due to phonon scattering at grain boundaries.
Keywords:Magnesium;Thermoelectric;Deformation;Grain size.∗Corresponding author.
1.Introduction
Thermoelectrics(TE)are of interest due to their capability to directly convert waste heat to electricity[1–3].The thermoelectric figure of merit,ZT,is defined as S2σT/λ,where S is the Seebeck coefficient,σis the electrical conductivity,T is the temperature andλis the thermal conductivity.The term S2σin the equation is often referred to as the power factor.Magnesium containing thermoelectric alloys based on Mg2Si and Mg2Sn are attractive because of their nontoxic,cost-effective and environment-friendly nature compared to commercial Lead(Pb)and Tellurium(Te)based alloys.However,achieving adequate figures of merit is a challenge[4–10].
One issue is the presence of excess magnesium.Recently,microstructural and thermoelectric properties of cast Mg2Sn alloys were studied as a function of excess Mg concentration.For near stoichiometric alloys,reasonable TE properties were achieved.However,the TE performance deteriorated rapidly with increase in excess Mg concentration.This was due to an increase in thermal conductivity and decrease in Seebeck coefficient driven by the presence of a high magnesium phase fraction and a coarse as-cast grain structure with grain sizes on the order a millimeter[11,12].
However,it is known that plastic deformation can decrease thermal conductivity by increasing the density of phonon scattering sites[13–17].The thermoelectric figure of merit can thereby be raised.Commercial TE alloys have been plastically deformed using hot deformation[13,15],hot pressing[18,19],hot forging[14,20],extrusion[21,16],compression[22,23],high pressure torsion(HPT)[24],and equal channel angular extrusion(ECAE)[25].In general,these thermomechanical processes improve TE performance[26–33]and this has good theoretical justification[34–36].Nonetheless,no literature is available exploring deformability and its effect on microstructural and thermoelectric properties of Mg2Sn alloys.
The aim of current paper is to evaluate the effect of deformation on microstructure and thermoelectric properties of Mg2Sn alloys.The cast alloys are deformed by performing compressive deformation.The microstructure and thermoelectric properties of deformed products are analyzed and comparison is made with the respective cast alloy.
2.Experimental procedure
The Mg2Sn cast alloys were produced according to the radio-frequency(RF)induction casting procedure as mentioned in our previous research[12].In the nomenclature,xMg,x denotes excess Mg added above the Mg2Sn stoichiometry(Mg-71wt.%Sn).Selected alloys are deformed in compression using an Instron mechanical testing machine equipped with 30 and 100kN load cells.Prior to compression,the sample was placed between pre-heated modules,heated up to the processing temperature for approximately 15 min to ensure the homogeneity of temperature.The compression tests were carried out at room temperature(RT),473K,573K,and 673K.At the end of the compression test,the samples were air-cooled to room temperature.The first trial of experiments were done on billets of 5×5×5mm3for processing parameter optimization[11].The second set of compression tests were performed on billets 20×20×20mm3in size to obtain samples necessary for thermoelectric properties measurements.No significant impact of billet size on substructure was detected.
The sub-grain structure of the alloys was revealed using crystal orientation and atomic contrast provided by Annular Selective Backscatter(ASB)imaging in a Zeiss Supra 55VP field emission SEM.The subgrain size is quantified by image processing using ImageJ software.The misorientation distribution of the substructures is studied using Electron Backscatter Diffraction(EBSD)technique in a ZEISS LEO FEG SEM operating at 20kV coupled with AZTEC data collection software.The EBSD maps were post processed using HKL channel 5 software.The grain and subgrain sizes were calculated using the linear intercept method[37].The thermal conductivity(λ)of the disk(thickness of 2.5mm and diameter of 12.7mm)shaped samples was measured using a Laser Flash Apparatus 457(NETZSCH)equipped with a laser flash system.The electrical conductivity(σ)and Seebeck coefficient(S)were measured using ZEM-3 unit(ULVAC RIKO).The typical dimension of samples were 12×2.5×2.5mm,where the sample length is 12mm.
3.Results
Stoichiometric Mg2Sn compounds are brittle in nature.It is expected that the alloys with excess magnesium will enhance the deformability.Fig.1a shows the typical true stress-strain curves of the 10.8 Mg alloy(i.e.a sample with 10.8wt.%Mg additions to Mg2Sn over and above stoichiometry)during room temperature(RT)and elevated compression deformation at 473,573 and 673K.The final compressed samples are shown in insets.Clearly,the sample deformed at roomtemperature exhibited failure after a strain of 0.13,after attaining a maximum stress of 345MPa.As the temperature of deformation increased,the maximum compression stress decreased.Fewer cracks were observed following deformation at 573K.The deformed sample quality increased with increase in temperature.The compression stress and strain from different tests are summarised in Table 1.The maximum compression stress decreased with an increase in excess magnesium concentration for a particular temperature and strain condition.This can be simply understood in terms of the increase in the fraction of soft Mg phase.

Table 1List of the processing parameters with true strain and true stress.
Fig.1b shows the quality of the as-cast and deformed samples(20mm3).Relatively large cracks were observed in the alloys with near-stoichiometric compositions(2Mg).These cracks were also reported in the case of alloys produced by Bridgman casting method[38],where slow cooling rates were employed.However,excess magnesium concentrations of 6.7wt.% Mg showed relatively less cracking in the starting material.Following compression deformation to a true strain of 1 at 673K,the cracks in the near stoichiometric samples were further enhanced causing the compressed billet to break into pieces.Because of this,measurements of thermoelectric properties on these samples were not possible.For 6.7wt.%Mg sample,fewer cracks were seen near the edges.Further characterization was performed from the center region of the samples.
Fig.2 shows the microstructures of the as-cast alloy(Fig.2a,d),and deformed microstructures obtained from the sample centers(Fig.2b,e)and edge(Fig.2c,f)regions of 2Mg(5mm3)and 6.7Mg(20mm3)alloys.The compression direction is along the y-axis.The magnesium phase in the microstructures appears dark due to the image contrast settings.These settings were selected to reveal the crystallographic orientation contrast in the substructure of the Mg2Sn phase.The white phases formed in Mg grains corresponds to the eutectic Mg2Sn phase.Clearly,no substructure is observed in the cast alloy.Whereas,after deformation,the orientation contrast in the dendritic grains of Mg2Sn shows the formation of subgrain boundaries.Near the center of the compressed samples,the average subgrain size was refined to~4μm in both the alloys.Near the edges,the average subgrain size increased to~8μm.The coarser grain sizes at the edges are evidently due to lower strain levels due to barrelling.However,a well-developed subgrain structure is observed across the whole sample,with grain size increasing with a decrease in strain from center to edge region irrespective of the initial cast sample size.
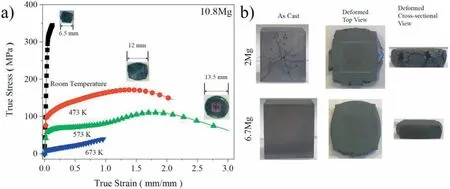
Fig.1.a)Stress-strain curves of 10.8Mg alloy with respective macroscopic images and b)photographs of as cast and deformed 2Mg and 6.7Mg alloys(20mm3).

Fig.2.Microstructures of 2Mg and 6.7Mg alloys in a,d)as cast and b-c,e-f)deformed at 673K to the true strain of 1 respectively.
The orientations of the substructures are evaluated by performing EBSD measurements at the center regions of the 2Mg,10.8Mg(5 mm3)and 6.7Mg(20mm3)alloys(Fig.3).All the microstructures correspond to the samples deformed at 673K to the true strain of~1.There might be some micro cracks in the as-cast product which propagated and thickened during the compression test.The Mg2Sn and Mg phases are colored pink and green respectively.The sub-grain boundary misorientations up to 2° and 5° are shown as red and blue and the high angle grain boundaries(>15°)are represented by black lines..A completely developed substructure is seen with well-connected grain boundary network in the Mg2Sn phase.Whereas,no evident mis-orientation changes were realized in the Mg phase.The grains,as well as the sub-grains,are elongated perpendicular to compression direction.The subgrain size in dendritic Mg2Sn grains greater than 20μm is calculated using mean linear intercept method.
Fig.3d shows the variation of grain and subgrain size for maps shown in Fig.3a-c.The unfilled and filled bars represent measurements taken in parallel and perpendicular to the compression direction respectively.The observed average grain and subgrain size for these alloys are~10–16μm and~3–5μm respectively.The elongated grains due to compression resulted in producing a higher grain and subgrain sizes in the perpendicular direction compared to the parallel direction.This difference also increases with a decrease in excess Mg concentration due to the differences in the strain partitioning between Mg and Mg2Sn phases.It is expected that the Mg phase would have deformed more compared to Mg2Sn phase due to increased plasticity of Mg phase at elevated temperature.This leads to less local strain in the Mg2Sn phase in the compositions having higher magnesium concentration compared to lower Mg concentration.
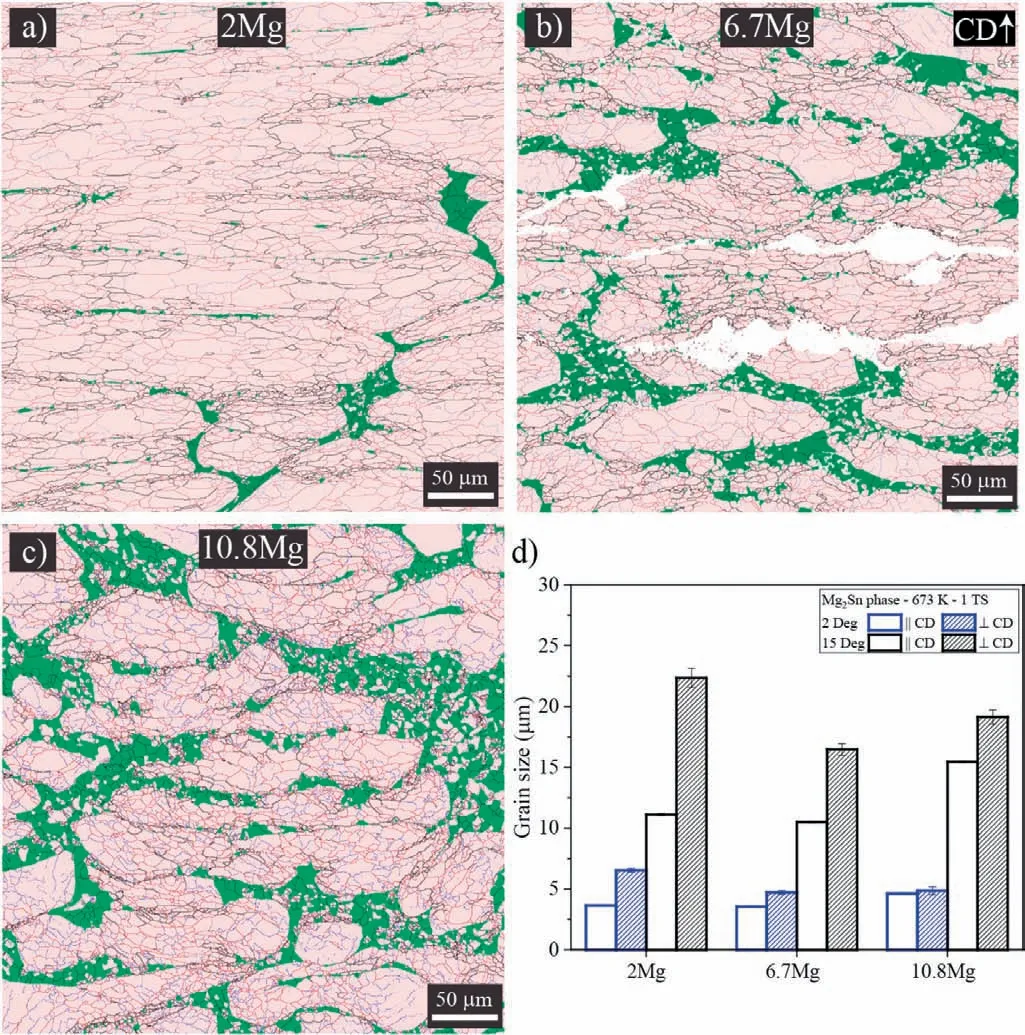
Fig.3.EBSD phase maps of a)2Mg,b)6.7Mg and c)10.8Mg alloys compressed at 673K to the true strain of 1.d)Grain size of Mg2Sn phase measured along and perpendicular to compression directions.
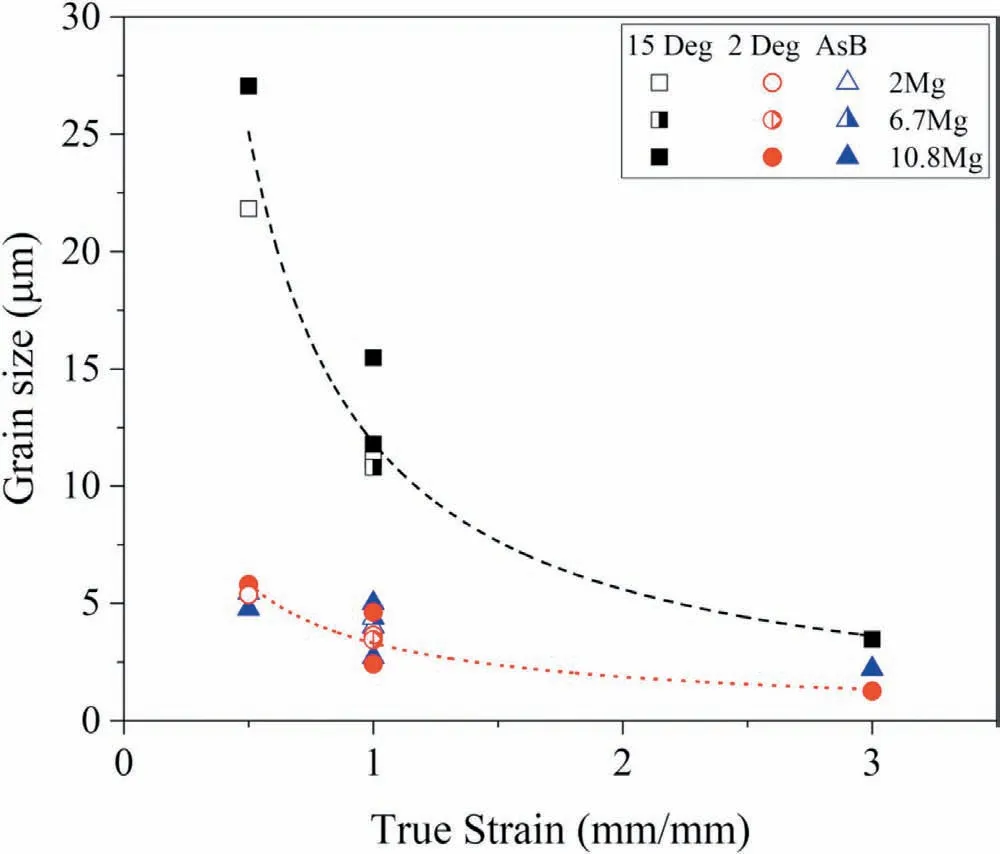
Fig.4.Change in grain size as a function of true strain for Mg2Sn alloys.
Fig.4 compares grain and subgrain size of Mg2Sn phase calculated using EBSD phase maps and ASB images as a function of true strain.A systemic decrease in the grain and subgrain sizes was observed in the Mg2Sn phase with an increase in the true strain from 0.5 to 3.It can also be seen that the subgrain sizes calculated using ASB images are in very close agreement with the subgrain size obtained with 2˚ misorientation cut off angle of EBSD analysis.This is a useful practical finding since the acquisition time for the EBSD maps was~12–14 h whereas for AsB image,it is 10–12 min.
Fig.5 shows change in the thermoelectric properties,power factor and ZT as a function of temperature for hot compressed 6.7Mg alloy.The repeatability of these properties was verified via performing 2nd temperature cycle.Additionally,these properties are also compared with the respective as cast alloy.The open and closed symbols correspond to the heating and cooling curves respectively.The irreversibility observed in the thermoelectric properties of as cast alloys is due to non-equilibrium solute levels in as-cast microstructures[12].The irreversibility upon cooling was not observed in the deformed alloy due to near equilibrium solute levels at the start of testing.
Fig.5a shows the change in thermal conductivity as a function of temperature.As seen in the figure,the thermal conductivity of the deformed alloy at 323K is 6.2 Wm−1K−1.The observed value is approximately 2.5 times lower than the thermal conductivity of the as-cast alloys(~15.5 Wm−1K−1).It can also be seen that the measurement of thermal conductivity was repeatable for the second temperature cycle.Fig.5b and c show change in the electrical conductivity and Seebeck coefficient as a function of temperature.A decrease in the electrical conductivity is observed in the deformed alloy compared to the as cast alloy.The electrical conductivity decreased from 8.7×105Ω−1m−1for the as cast alloy to 5.1×105Ω−1m−1for the deformed alloy at 323K.The behavior of thermal and electrical conductivity as a function of temperature for the deformed alloy is similar to the cast alloy.On the other hand,an increase in the absolute values of the Seebeck coefficient is observed in the deformed alloy compared to the cast alloy above 473K.For the cast alloy,a positive Seebeck coefficient was observed till 473K and then it changed to negative above 473K.However,for the deformed alloy,the Seebeck coefficient is negative in the whole temperature range.The uncertainty in the Seebeck coefficient at lower temperatures is due to respective grain orientations and coarser grain size of Mg2Sn and Mg phases as well as presence of high magnesium phase fraction in 6.7Mg alloy[12].Upon deformation,a decrease in the uncertainty is observed due to reduction in the grain/subgrain size.
Fig.5d and e show change in the power factor and ZT as a function of temperature.The uncertainty in the power factor and ZT at lower temperatures was evident in the cast alloy.Interestingly,at higher temperatures,an increase in the power factor and ZT is observed in the deformed alloy compared to the as cast alloy.At 723K,1.3 times increase in the power factor and 3 times increase in the ZT is observed for the deformed alloy compared to the cast alloy.
4.Discussion
The deformability and its effect on the thermoelectric performance of Mg2Sn based alloys were presented in this paper.From the analysis of results,following points are worthy of discussion.Following compression at elevated temperatures,a substructure development was observed in the Mg2Sn phase.The thermal conductivity of as cast 6.7Mg(0.3Ag)alloy decreased following the compressive deformation.In the alloys prepared with excess Mg,owing to the differences in the strain partitioning between Mg2Sn and Mg phases,a higher degree of deformation is expected in the Mg phase compared to Mg2Sn phase.This is because of the increased plasticity of soft Mg phase at elevated temperature.An interesting findingof the present study is that the Mg2Sn phase also displays high degrees of plasticity at elevated temperature.This facilitates shape change and substructure development.It is generally accepted that the dislocation substructure forms a cellular or polygonized configuration with relatively strain-free cells or subgrains separated by dislocation walls or sub-boundaries during elevated temperature deformation when recovery is occurring[39].The EBSD microstructures showed significant amount of low angle boundaries(2-5° and 5–15°),which is a clear indication of polygonization,a characteristic of dynamic recovery.In this case,the mean subgrain size(d)is found to be strongly dependent on the deformation stress and only weakly dependent on temperature.From the works of Takeuchi & Argon[40]and Sherby & Burke[41],a dimensionless relation with the stress normalized by the materials shear modulus(μ)and the subgrain diameter by its burgers vector(b)was recognized.Fig.6 shows data of these parameters for listed materials.It includes Aluminium[42–44],Iron[45,46],Halite[47],NaNo3[48],Magnesia[49],Calcite[50],lithium fluoride[51]having different crystal structure and interatomic bonding.
The data from current work is also overlaid in the figure.In this case,the microstructure consists of Mg2Sn and Mg phases.For the plot,the processing parameters were obtained from Table 1.For pure magnesium,flow stress at high temperature was obtained from literature[52].Then,a law of mixture[53]was used to estimate the stress in the Mg2Sn phase.The shear modulus of the Mg2Sn phase is 32.4GPa[54]and b is equal towhere‘a’is the lattice parameter of the Mg2Sn phase[55].It is distinctive from the plot that irrespective of the crystal structure,all the materials follow a remarkable narrow band indicating a universal trend for thesubgrain evolution.It is interesting to note that the alloys under current study fall within the universal trend.Therefore,it is believed that the substructure evolution in the current alloys was due to dynamic recovery.It also further shows that the steady state sub-grain size is the product of a dynamic process of dislocation accumulation and annihilation[56,47].
Additionally,the thermal conductivity of as cast alloys decreased 2.5 times following compressive deformation.The observed grain size of the as cast alloy was~500μm to few mm[12].The average grain and subgrain size obtained after deformation at 673K to true strain of 1 are~10–16 and~3–5μm respectively(Fig.4).Due to the smaller grain size,there are high numbers of grain/subgrain boundaries in the deformed alloy compared to the cast alloy.The grain boundaries scatter the charge carriers and heat-carrying phonons[57-59].Thus,the increased number of grain boundaries led to a decrease in thermal conductivity.

Fig.7.Change in electronic and lattice components of thermal conductivity as a function of temperature for as cast and deformed 6.7Mg alloy.
Further,the thermal conductivity(λ)is the sum of electronic(λε)and lattice(λl)thermal conductivities[55].The electronic component of thermal conductivity was calculated using equationλε=σLT whereσis the electrical conductivity taken from[12],L is the Lorenz number and T is the temperature.Then,lattice component(λl)was calculated by subtracting electronic contribution from total thermal conductivity.Fig.7 shows electronic and lattice components of thermal conductivity for as cast and deformed 6.7Mg alloy.In the as cast alloy at 323K,the contribution from lattice is higher compared to electronic contribution.Above this temperature,the electronic contribution increased with a simultaneous decrease in lattice contribution.On the other hand,for the deformed alloy,the electronic contribution is observed to be twice the lattice contribution at 323K.A systematic decrease in the lattice contribution is observed with increase in the temperature.At high temperatures,the contribution from lattice is very low compared to electronic contribution.
Following deformation,a significant decrement in the lattice contribution is observed compared to the electric contribution.This suggests that the reduced grain/subgrain size affects generally the lattice thermal conductivity of the alloy.On the other hand,the high electronic thermal conductivity in both as cast and deformed alloys is due to the large fraction of Mg phase present in the alloy.
5.Summary and conclusions
Mg2Sn alloys were fabricated using RF induction melting process and plastically deformed via compression.The following conclusions were drawn.
1.A decrease in the compressive strength was observed with an increase in the processing temperature for Mg2Sn alloys signifying an increase in the plastic deformability at elevated temperatures.
2.The substructure evolution in the Mg2Sn phase was due to dynamic recovery.
3.A refinement in the grain size was observed from~500μm in the as cast alloy to~10-16μm following deformation.
4.The deformation has successfully shown improvement in the thermoelectric performance of Mg2Sn based alloys.
Declaration of Competing Interests
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Acknowledgments
The alloys used in the current study were cast in the casting facility in CSIRO,Clayton,Australia.The authors are thankful to Michael Kellam and Daniel Liang for their support during the casting.
杂志排行

Journal of Magnesium and Alloys的其它文章
- Recent developments and applications on high-performance cast magnesium rare-earth alloys
- Surface characterization and corrosion behavior of calcium phosphate(Ca-P)base composite layer on Mg and its alloys using plasma electrolytic oxidation(PEO):A review
- Towards developing Mg alloys with simultaneously improved strength and corrosion resistance via RE alloying
- Magnesium matrix composite reinforced by nanoparticles–A review
- The design of Co3S4@MXene heterostructure as sulfur host to promote the electrochemical kinetics for reversible magnesium-sulfur batteries
- A new die-cast magnesium alloy for applications at higher elevated temperatures of 200–300°C