高空作业平台轴承装配工艺优化与应用
2021-03-10杨猛陈明刚徐健
杨猛 陈明刚 徐健

摘 要:针对当前高空作业平台臂架结构形式多样、轴承数量多等产品特点,用普通的装配工具安装效率低,且存在安全隐患,无法满足大批量的产能需求,通过对轴承压装工艺的研究解决了轴承装配效率低下的难题,新工艺能够完成多个轴承同步压装,在保证臂架装配质量的同时也保证了臂架分装线的生产节拍,提高产能。
关键词:压装机构;轴承装配;效率提升;分装线
中图分类号:TH211.6
Abstract: In view of the product characteristics of the current aerial work platform, such as the diversified structure of the boom and the large number of bearings, the installation efficiency of ordinary assembly tools is low and there are security risks, which cannot meet the production demand of large quantities. Through the study of bearing pressing technology, the problem of low efficiency of bearing assembly is solved. The new technology can complete synchronous pressing of multiple bearings, ensure the assembly quality of the arm frame, but also ensure the production rhythm of the arm frame assembly line and improve production capacity.
Key Words: Pressing mechanism; Bearing assembly; Efficiency improvement; Sub-assembly line
高空作业平台臂架复杂,包括伸缩式、曲臂式和剪叉式,尤其是剪叉式的高空作业平台,每台产品臂架的轴承数量上百个,通过手动逐个敲击的方式进行轴承装配,轴承装配无法满足当前的生产效率,通过深入研究产品结构形式和生产节奏,设计出安全、高效的轴承压装装置。
1轴承装配在当前工程机械行业内的现状
目前,在行业内的轴承装配方式主要包括以下几种装配方式。
1.1冷冻装配
经过液氮冷却以采用导向套砸装,砸装易损坏轴承和轴孔之间的配合精度,且存在安全隐患和噪音污染,导向套通用性低,需频繁更换,降低关键部件分装和组装效率[1]。
1.2普通压装工装
普通轴承装配工装可提高装配安全系数,降低了劳动强度,对于小批量产品比较适用,装配成本低、省力、便捷,但是对于单日40~60台产能、且臂架结构形复杂的剪叉车而言,单个轴承安装的优势无法体现。根据产品臂架结构形式,平均每个工位需要同时安装轴承8个[2]。
2高空作业平台轴承装配工艺介绍
剪叉式高空作业平台(以下通称剪叉车)的整车及臂架的外形结构如图1、图2所示。
剪叉车整体臂架外形为剪刀撑形式,臂架形式为多连杆结构,通过销轴、轴承连接装配,产品长度越大、连杆数量越多、结构越复杂,根据各连杆的结构形式,复合轴承的安装方向和数量是不同的。
剪叉车臂架的结构形式大致分为以下3种:
(1)“U”型臂,只有一端需要安装复合轴承,如图3所示;
(2)“日”型臂,外侧压装复合轴承,如图4所示;
(3)“口”型臂,两端、中间均需要压装复合轴承,两端外侧压装,中间轴承需要从内侧外压,如图5所示。
3剪叉车轴承压装技术分析
3.1 方案分析
剪叉车臂架轴承安装主要包括3种形式,根据臂架轴承安装形式,压装工艺需要同时覆盖以上3种臂架轴承的安装工况。
3.1.1轴承压装过程需要解决的问题
(1)轴向与纵向可調节:需满足不同臂架结构形式和规格尺寸,完成对应产品臂架轴承的轴向压装。
(2)压装顺序:为了保证压装结构对各臂型轴承的压装成功率,根据臂架结构压装的先后顺序确定三类臂架结构在输送线上的摆放规律。
(3)臂架结构的对中及定位:为了减少压装油缸的轴承压装误差,提高轴承的轴向压装精度,应保证纵向输送线由运行状态转变成停止状态、臂架结构的纵向固定与轴向对中。
3.1.2根据以上几项技术要求,压装设备需要具备以下结构形式和动力机构
(1)压装机构:根据臂型结构确定不同的压装方式,需要设计3个压装轴,分别用于压装“U”型(单轴外压)、“日”型(三轴外压)和“口”型(三轴外压+中间轴内压)臂架结构的复合轴承。
(2)横向行走机构:提供水平横向移动,根据不同产品臂架结构调节压装轴横向位置。
(3)纵向行走机构:提供垂直纵向移动,根据不同产品臂架结构调整压装轴纵向位置。
(4)对中机构:安装于输送线两侧,通过对定位油缸调整臂架横向位置,通过气缸实现臂架夹紧,保证臂架中心线与夹具中心线平行。
(5)定位机构:用于控制输送线停止。
(6)主框架:作为承载水平移动机构、导轨和压装机构的承载结构[3]。
3.2 压装原理
根据每款产品和每组臂架及轴承、隔套的安装数量和安装方向,设计一款可以同步完成多轴承、隔套安装形式的臂架轴承压装方案[4]。
图6为轴承压装线[5]结构图,包括输送线和压装机,压装机主要由主框架、操作台、压装机构、对中机构、定位机构组成,其中压装机构包括横向行走机构、纵向行走机构、浮动机构、压头。
3.3 核心技术
(1)根据各节臂架的结构形式需要根据各类臂型的臂架摆放顺序提前将对应臂型的压装命令输入至控制系统,需保证臂架摆放的规律。
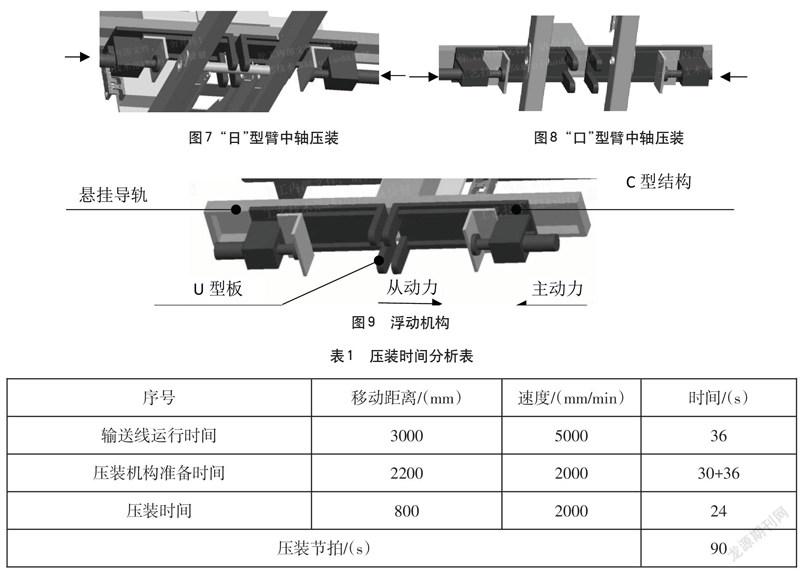
(2)因“口”型臂结构轴承安装工序包括内侧轴承的压装,为了保证内外部轴承同步压装,在中间压装机构上增加C型结构。安装“日”型臂时,通过横向微调,C型结构两U型板之间空档卡入臂架结构中间的轴承处,三轴的压装油缸压入复合轴承,如图7所示;安装“口”型臂时,C型结构工作,通过横向微调,C型结构的U型板对准内侧轴承,在中间压装机构的轴向浮动力作用下,将内部轴承同步压入轴孔内,如图8所示,外侧三轴的压入过程同“日”型臂。
3.4 浮动机构
外部轴承压入的主动力带动C型结构上侧的导轨滑动,U型板产生反向从动力。图9为浮动机构
4轴承压装工艺在高空作业平台产品上的应用
4.1作业流程
通过对剪叉车轴承装配线的试运行,剪叉车各节臂轴承压装工艺流程及操作方式如下:
(1)臂架结构从涂装单元通过积放链配送至剪叉车臂架线前输送线,员工将复合轴承预装至臂架结构的轴孔内;
(2)根据臂架摆放顺序,选择对应的压装程序,一次可选择多个压装程序;
(3)程序选择完毕后,按下启动按钮,输送线运行,轴套压装机开始工作;
(4)臂架结构通过线前输送线至轴承压装线定位机构处,板链停止运行;
(5)臂架运行至定位机构处,定位油缸对臂架进行定位调整,夹紧气缸将臂架夹紧;
(6)横向压装机构自动运行至压装位置,纵向压装机构下降至压装位置;
(7)压頭同时开始压装。
(8)压装完成后,压装机构复位、夹紧气缸复位、定位油缸复位、定位机构抬起,输送线运行,工件移动出压装区;
(9)工件移动出压装区后定位机构下降至工作位,等待下一待压工件。
(10)重复步骤(4)-(9),直至压装完毕。
4.2压装效率分析
剪叉车总装线产能约60台/d,其中自制臂架产量约40台/d,根据产品型谱,以最大的剪叉车14m为例,产品臂架12节,合计60个轴承(隔套),按照产品单日产能,需要明确轴承预装配时间、线前输送线运行速度、压装机构的准备时间、压装时间及压装质量等压装重要参数,这些参数是决定轴承压装线压装效率的最关键因素[6]。
4.2.1输送线运行速度
臂架长2.6m,安全距离为0.4m,每次传送距离为3m,输送线输送速度3~8m/min,按5m/min算,臂架换模需36s。
4.2.2压装机构准备时间
每次夹具移动距离在2.2m,包括以下内容:压装机构上下位移、压装机构的复位,累计行程。
4.2.3压装时间
最大臂架与最小臂架宽度差为962-674=298mm,压装机构的油缸长度行程为400mm,油缸速度1000mm/min,压装完成需要24s,复位需要12s,合计需要36s。表1为轴承压装线运行节拍分析表。
4.2.4压装质量
压装质量取决于定位机构和对中机构对臂架结构调整的准确度,在轴承压装前起到了对臂架结构水平度和垂直度的检测作用[7]。臂架结构在定位机构的作用下保持纵向调正、输送线停止运行、对中机构对臂架结构进行横向调整。轴承压装线通过以上机构对臂架的压装质量进行控制,避免结构件的损伤与变形。压装时间分析如表1所示。
6 结语
本文通过对剪叉车轴承的装配时间、装配方式和臂架分装线的装配节拍进行综合分析,研究适合剪叉车臂架结构轴承的专用压装工艺,通过对轴承压装工序的拆分和细化,设计与分装线节拍相吻合的压装时间,优化压装流程,以提高压装效率和压装质量。
参考文献
[1]虞华,王绪光,廖友辉.冷装工法在港口机械复合轴套装配中的应用[J].起重运输机械,2018(5):154-156.
[2]李宁宁,林博.某型机匣轴承衬套装配工艺的研究[J].科技创新与应用,2018(3):61-62.
[3]宋泽方.新能源汽车轴承及挡圈压装技术研究[D].武汉轻工大学,2019.
[4]杨倩,李倩,张尉,等.一种提高装配效率的工艺流程优化设计[J].新技术新工艺,2020(7):7-9.
[5]李旭.汽车发动机装配线规划设计[J].科技创新导报,2020,17(3):76,78.
[6]王明萌,韩树涛,孙志鹏.高速动车组轮对轴承压装工艺优化与应用[J].中国新技术新产品,2019(9):64-65.
[7]倪晨飞.带环槽自润滑关节轴承装配工艺研究[D].南京航空航天大学,2019.
3141500338214
