基于数控机床加工的金属材料自由曲面测量新方法研究
2021-03-09孙永超
孙永超
(齐重数控装备股份有限公司,黑龙江 齐齐哈尔 161005)
制造业对生产产品的材料要求越来越高,因此,金属材料自由曲面的测量方法的精度至关重要[1]。金属材料的自由曲面与其他材料一样,其构成的主要数据分别从设计、制造与测试过程中得出,以几何与属性数据居多[2]。现阶段,我国自由曲面测量方法通常为扫描测量的方法,通过测量工具扫描空间内的自由曲面,获取自由曲面的形状与尺寸[3]。大多数的测量装置以测头等传感器为主,通过不断地扫描,完成自由曲面的测量工作[4]。传统的接触式测量方法,要求材料的运动保持连续性,与测头的运行方向一致[5]。非接触式的测量方法通过光学原理,对得到的图像进行三维检测,分割图像,图像变为相互交替的多个区域[6]。虽然科技功能发展得越来越强大,但是目前金属材料自由曲面的测量技术仍然存在一定的缺陷,测量结果的精度较低。
在生产制造过程中,三坐标测量机因其测量精度和智能化程度较高,而广泛应用于制造业的产品检测和质量控制。如果自由曲面的尺寸较大或制造单位不具备大规格三坐标测量仪,导致自由曲面的测量、制造困难。自由曲面测量方法利用普通数控机床和绘图软件,实现对较大自由曲面的三维测量,为不具备大规格三坐标测量仪和未安装测量探头的企业提供测量自由曲面的新方法。
因此,针对以上问题,本文提出基于数控机床加工的金属材料自由曲面测量方法设计,以期解决该问题,提高测量的精度。
1 金属材料自由曲面测量方法设计
测量强反射金属表面时,漫反射光在金属表面反射光附近分布较强,其它方向分布较弱。用一般的光学非接触测头进行测量时,由于反射光的光强较大,当金属表面反射光被接收器件接收时,出现饱和现象。金属材料自由曲面测量方法的构成如下,
数控机床+测量装置+金属材料工件+绘图软件+测量方法=大规格自由曲面高精度测量结果
金属材料的自由曲面测量是加工工件的重要组成部分,本文设计的自由曲面测量方法的流程图,如图1所示。
根据图1的流程,金属材料自由曲面测量方法设计的具体步骤如下。

图1 自由曲面测量方法流程图
1.1 构建数控机床加工的金属材料自由曲面数学模型
构建数控机床加工的金属材料自由曲面数学模型,首先,建立自由曲面数学模型的坐标系。法矢量为依据,选取旋转轴作为坐标轴,设置若干个特征点,与坐标系的点一一对应。设置L为坐标系的平移向量;R为旋转矩阵的最大系数;Pi为特征点数据的第i个点;qi为模型中的最近点;N为模型中布设的点数。
对模型中的目标进行极小化计算,重复测点Pi的旋转操作,得出最近点qi,直到计算满足模型的最终设计标准。校准本文构建的数学模型与传统的CAD模型之间各个对应点的误差,基于最小二乘法,计算得出旋转与平移后,坐标的目标函数。根据六点定位的标准,在坐标系中选取若干个特征点,采用分散取点的方式,尽量选取加工精度较高位置的点。沿X轴、Y轴的方向平移,使模型中的测量点之间的距离平方和最小化。
测量自由曲面的理论坐标点,满足模型的变换要求,使围绕Y轴的转动角度与沿着X轴、Y轴平移量保持相对稳定。本文构建的数学模型采用的三平面法,有效减少测点基准对齐问题产生的误差,为后续的测量提供依据。
1.2 设置测点自适应分布
基于上述构建的自由曲面数学模型,获取坐标系中测点的理论坐标点,根据理论坐标点之间距离的差异性,设置测点的自适应分布。基于数控机床加工的金属材料自由曲面具有一定的特征,在物理学角度上,对测点数进行定义[7]。
采用测量仪器测量时,测点的数量多于最少点数,通过数量的差异得到金属材料表面的几何误差。同时,在设置测点时,要在金属材料表面均匀分布,不采取等距的测点,将测点的数据输入到测量设备,通过计算得出测点的大小以及理论点偏差。为了计算结果更加准确,具有代表性,测点的设置充分反映被测特征,设置不恰当会导致结果出现偏差。本文设计的金属自由曲面测点参数,如表1所示。

表1 金属材料自由曲面测点参数
根据表1可知,不同几何元素对应的自由曲面测点参数存在一定差异,对于测点数的要求不同。针对自由曲面检测点的确定进行分析,为了更好地完成测点的设置过程,根据输入法原则确定测点数,输入值作为测点自适应分布的点数。
1.3 计算自由曲面最近点度量
完成测点的自适应分布设置后,计算金属材料自由曲面的最近点度量。对于计算自由曲面最近点度量,需要多次对测量点与曲面的最近点之间的距离进行重复计算,采用曲面法投影的方式,求解与金属材料自由曲面的交点,进而得出最近点的度量。在保证计算结果精度的情况下,简化计算过程,并且考虑测量进刀方式不同,测量误差量不同,并且误差的大小与进刀方向和测量点法面线的夹角有关。当进刀方向和测量点法面线的夹角越小时,测量的误差越小,反之误差越大。
本文采取近似法,将自由曲面离散成密度较高的网格,将曲面测量数据点沿着网格所在方向投影,寻找测量点到曲面之间的近似点。根据网格在数学模型中的坐标位置,求得所在平面的矢 量,测点沿 自 由曲面所 在 平 面 投 影的直线方程为:
根据上述平面投影的直线方程计算最近点的度量值。
2 实验分析
2.1 实验准备
验证本文提出的基于数控机床加工的金属材料自由曲面测量方法的有效性,进行如下的实验。本实验选取的测量机为某实验平台的活动桥式测量机,型号为GLOBAL STATUS596,测量允许的最大误差为MPEE=2.85+3.5L/1000μm。测量机工作运行的环境参数,如表2所示。
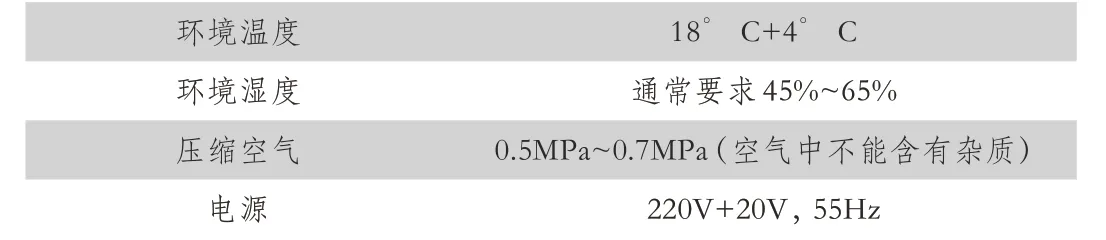
表2 测量机运行环境参数
根据表2可知本实验设置的测量机运行环境参数条件,严格按照参数布设实验环境。测量机的测头为机械式测头,三维空间运动速度约为515mm/s,移动的加速度约为1972mm/s²。测量机自身具备测量软件,可以自主处理数据,对测量数据进行参数设置以及统计测量数据。将测量机的测头布设在数控机床加工的金属材料自由曲面位置,启动测量机,定期校验测头。金属材料复杂的自由曲面,应用接触式测量,加大测头半径的操作。连续扫描自由曲面,选定边界点测量区域,保证自由曲面的曲率变化保持在较小的范围内。扫描测量的过程是连续的过程,设定自由曲面的测量轨迹,通过插补运算控制测量机的轨迹运动,对高精度的位移进行测量。当测头位移的方向为接触点的法线方向时,计算出金属材料自由曲面的最近点度量以及直线方程关系。
2.2 结果分析
将本文方法测得的最近点度量误差率设置为实验组,将传统的条纹偏折测量方法测得的误差率设置为对照组,应用两种测量方法进行测量,测得结果如表3所示。

表3 两种测量方法最近点度量误差率对比
根据表3可知,本文提出的自由曲面测量方法与传统的测量方法相比,最近点度量值之间存在较大的差距,本文方法的度量值较低,更加清楚地测得自由曲面曲率的变化情况,且本文测得结果的误差率为2.51%,远远低于传统测量方法的误差率11.29%,提高了测量的精度,有效将测量中产生的干扰降到最低。
3 结语
随着数控机床的普及,很多企业已经具备自由曲面的加工能力,为了保证产品的质量,自由曲面的测量将是一个必要的过程。由于传统的金属材料自由曲面测量方法的测量结果精度较差,误差率较高,对加工工件产生影响。利用普通数控机床和绘图软件对自由曲面的测量方法切实可行,为不具备大规格三坐标测量仪的企业提供了一种自由曲面测量的新方法,其具有一定的借鉴作用。因此,本文提出了基于数控机床加工的金属材料自由曲面测量方法,通过实验,证明本文提出的方法能够有效地降低测量结果的误差率,其较传统测量方法相比,测量结果的精度更高。
