浅谈提高糖厂甘蔗预处理能力的措施
2021-03-08谭延新韦秉鸿张继清
庞 里,陈 汉,谭延新,韦秉鸿,谢 兴,张继清
(广西糖业集团西江制糖有限公司,广西 贵港 537104)
0 背景
在甘蔗糖厂中,压榨工序的根本任务是将甘蔗所含的糖分最大限度地压榨抽出。为了提高压榨的抽出率,制糖人采取了多种多样的措施,其中的一种主要措施是提高蔗料的破碎度。而在不更换先进压榨设备的前提下,提高蔗料破碎度的主要手段则是加强甘蔗预处理数据的设计取值及检修安装质量。而甘蔗预处理设计数据的涉及面非常广,本文以广西糖业集团A糖厂2019/2020年和2020/2021年两个榨季的数据为依据,结合糖厂技术人员多年积累的经验,用生产实践中的例子论证说明预处理设备动力的配置、撕解机蔗刀刀型的设计选择和撕解机排刀方法对提高甘蔗预处理能力的影响。
该A糖厂建厂时榨量为1000 t/d,压榨车间现有单列5座压榨机,榨机型号为TSG710×1370。在预处理方面,采用的是1370型输蔗机,蔗带上安装一台顺转式预砍理平机和两台逆转式撕解机。2019/2020年榨季预砍理平机和两座撕解机的配用电机功率,见表1。

表1 2019/2020年榨季预砍理平机和两座撕解机的配用电机功率
经过逐年的小改小革,在整体没有大改造的情况下,2019/2020年榨季榨量达到2900t/d,但在生产过程中1#撕解机电机经常会出现电流不稳定,动力不足,蔗料入刀困难,甚至塞刀等不利于均衡生产的情况,压榨预处理工序效能大打折扣。2020年检修期,经过相关技术人员研究决定,对预处理设备动力的配置、撕解机蔗刀刀型的设计选择和撕解机排刀方法这三个方面进行改进,在2020/2021年榨季投入使用后,效果明显。
1 预处理设备动力的配置
1.1 撕解机动力配置的理论数据
经过多年的挖潜改造,压榨能力得到提升,但是1#撕解机会出现打滑和堵塞、电流不稳定以及启动频繁等问题,这与配用电机功率有一定关系。
关于撕解机的配用电机功率问题,查阅了许多不同时期的资料,由于撕解机消耗的功率与甘蔗品种、各厂对破碎度的要求、撕解机的类型、刀的类型、撕解机的参数以及蔗刀的安装与排列有很大的关系,并不能用某一公式计算出来,在参考经验公式时,最终数据也要根据实际情况而定。在上世纪七八十年代,有关资料表明撕解机消耗功率与榨蔗量的关系,第一座为1.8~2.0kW/(h·t蔗),第二座为1.5~1.8kW/(h·t蔗)。随着时代的发展这些数据有了较大的变化。甘蔗破碎机的类型主要有切蔗机、撕裂机、切撕机和撕解机等。根据一些糖厂的查定资料介绍各种破碎机械组合的破碎效能与功率消耗情况,见表2。

表2 各种破碎机械组合的破碎效能与功率消耗情况
1.2 动力配置的实际选择情况
从各厂查定的数据以及走访多家糖厂得出的结果判断,各厂的实际装机功率远大于理论计算的数值,这主要是因为切蔗机功率消耗的影响因数有很多,有些因素难以用计算公式表达,通常因各地区甘蔗纤维特性不同而取经验数值。近年来,为了提高甘蔗破碎度,很多糖厂采取提高了转速、逆转、密刀和深斩等一系列措施。A糖厂只有一台预砍理平机和两台撕解机,如果破碎度要达到80%以上,1#撕解机采用配用功率4.0 kW/(h·t蔗),2#撕解机配用功率3.0 kW/(h·t蔗)较为合适。根据计算1#撕解机消耗功率为150t/h×4.0=600 kW/h,2#撕解机消耗功率为150 t/h×3.0=450 kW/h,但考虑到工作效率的问题,所以选择1#撕解机为630 kW,2#撕解机电机保持不变为450 kW,把原1#撕解机的电机装到预砍理平机,以提高持蔗能力。2020/2021年榨季预砍理平机和两座撕解机的配用电机功率具体见表3。

表3 2020/2021年榨季预砍理平机和两座撕解机的配用电机功率
2 蔗刀的选择
2.1 选择蔗刀的依据
在选择撕解机蔗刀的时候要考虑的因素很多,主要有两方面,一方面是其实用性,实用性要考虑蔗刀的厚度、形状、夹角和长度等;另一方面是经济性,经济性是除了考虑技术层面之外还要对经济效益进行分析,在很多文献中很少提及这个问题,在市场经济为主导的背景下,企业还应考虑项目和技术的经济性。
2019/2020 年榨季A糖厂1#撕解机使用的是某公司的自主研发的镶嵌合金刀头的蔗刀;2020/2021年榨季开始使用经过堆焊耐磨材料的蔗刀,两种刀型对比具体见图1。
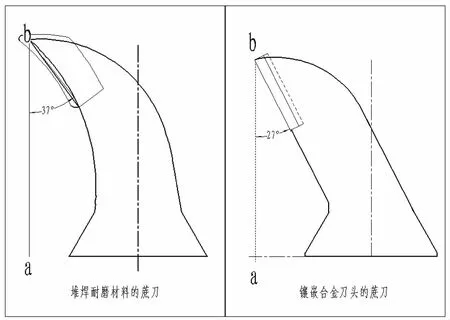
图1 镶嵌合金刀头的蔗刀与堆焊耐磨材料的蔗刀对比图
2.2 镶嵌合金蔗刀的特点
蔗刀与垂直线ab的夹角较小,为27°,镶嵌的特殊合金比较锋利,在甘蔗夹带杂物很少的情况下一般可用15~20天,有较好的效果,但容易崩裂,特别在打到跟随甘蔗进入的铁器、砂、石等杂物时,部分合金刀头会崩断缺失,造成整个刀鼓重量的失衡,导致轴承振动大,处理能力下降,经常出现塞刀现象,蔗刀的寿命会大打折扣,严重影响了榨量。但是合金刀的成本昂贵,市场价约480元/把,且合金刀头崩裂后难以修复,需要停机更换。
2.3 堆焊耐磨材料蔗刀的特点
蔗刀与垂直线ab的夹角较大,为37°。在锋利程度上比硬质合金刀稍差一点,但其韧性较好,抗冲击性好,在打到铁器和砂、石等杂物后较少出现崩裂和缺失耐磨材料的情况,有较好的稳定性,一般可正常使用15天左右,而且这种蔗刀的价格较低,约为120元/把,更换后可以继续堆焊循环利用,降低了使用成本。
2.4 蔗刀的最终选择
对比以上两种刀具的特点和实践经验,一方面在蔗刀与垂直线ab夹角的选择时,一般可选用范围25°~40°,建议不超过38°,根据A糖厂压榨车间现有榨量已经超过两台撕解机标准榨量的情况下,蔗层较厚,为了顺利入刀和取得较好的蔗丝状态,需要取较大的夹角,所以堆焊耐磨材料蔗刀的刀型的夹角更符合使用要求。再结合进厂原料蔗的特性和实际情况,因采用机械收割和装车等因素,原料蔗夹带的砂、石、杂物较多。综上所述,采用夹角较大,有利于蔗料顺利入刀,耐磨性、抗击性、稳定性和经济性都较好的堆焊耐磨材料的蔗刀。经过一个榨季的实践和使用,效果较好。
3 蔗刀的排列
蔗刀的排列也就是排刀方法,排列方法有多种,如十字型、V字型、螺旋型和之字型等。蔗刀排列的形式不同,对蔗层的分布、蔗料的形态影响很大。若是排刀不当,则会出现电动机负荷不均匀,蔗层分布中部高或两边厚薄不匀的情况,而现阶段很多制糖企业均采用了左、右V型双螺旋的排刀方法,此法能有效地克服了这些不足。A糖厂1370型生产线同样是采用了这种排刀方法。
在排刀过程中除了科学、优良的排刀方法外还有一个非常关键的数据需要注意,那就是排刀比。所谓排刀比即蔗刀的厚度和刀鼓长度的比例。通常是以刀鼓上所有蔗刀的总厚度与刀鼓长度的比例表达。
3.1 排刀比的取值
在长期的生产实践中许多研究人员认为,刀的总厚度应取刀鼓长度的1.3~2.0倍,一般不超过2.2倍。取值低于1.3则破碎效果不好,影响抽出率;取值过高时,一是消耗过多的动力,二是蔗料过刀不顺,从而影响榨蔗量。而在实际生产中应根据生产线的实际情况而定,生产中普遍存在以下两种情况。
第一种,现阶段大多数制糖公司压榨生产线安装了一座预砍理平机和三台撕解机。这种情况下三座撕解机的排刀比可取值为1#撕解机取1.3~1.6,2#撕解机取1.6~1.8,3#撕解机取1.8~2.2。
第二种,广西仍有少数糖厂榨量较小,设备较落后,生产线上只安装了两台撕解机和五座压榨机。在这种情况下想要取得较好的破碎度和抽出率,如何排刀就显得极其重要。在这样的情况下就不能简单取一些理论值,而是要综合多方因素如动力消耗、经济性和生产指标等。经过几个榨季的摸索,A糖厂在逆转、密刀、深斩的技术思想指导下,不断尝试优化排刀,2020/2021年榨季取得了较大进步,最终积累得出的排刀比为1#撕解机取1.8~2.2,2#撕解机取2.2~2.5,总的排刀比不超过4.5为宜。
3.2 蔗刀厚度如何准确取值
刀厚如何准确取值很多书籍和资料中较少提到,也是被许多技术人员忽略的细节问题。唯有更好地解决和处理细节问题,才能最大限度地发挥设备的作用。在排刀计算中刀厚的取值一般是取制作刀的钢板的厚度。但实际上这种方法并不适合于刀头厚度和刀身厚度不相符的情况。下文以A糖厂1#撕解机在2019/2020年和2020/2021年两个榨季的排刀情况为例说明。这两种刀的排刀图,如图2所示。
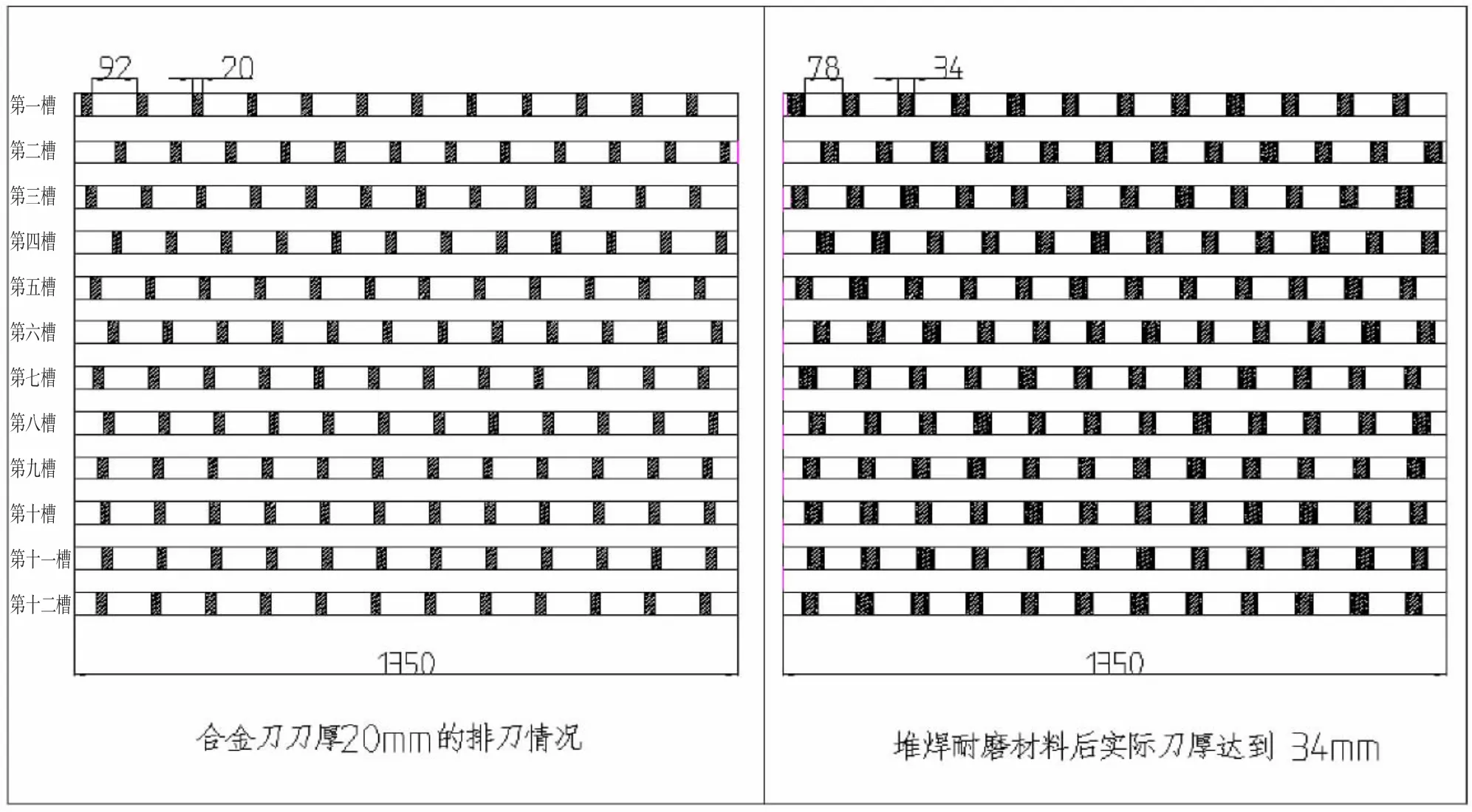
图2 合金刀刀厚20mm与堆焊耐磨材料刀刀厚34mm的排刀图
A糖厂2019/2020年榨季使用镶嵌合金刀头的蔗刀,刀鼓长度为1350 mm,共排有144把刀,刀身钢板和所镶嵌的合金刀头的厚度都是20 mm,在计算过程中刀厚取20 mm。那么1#撕解机的排刀比为20×144/1350=2.13倍,符合只配置了两台撕解机情况下,1#撕解机排刀比的经验取值1.8~2.2倍的要求。
2020/2021 年榨季前期更换1#撕解机蔗刀为堆焊耐磨材料的蔗刀,刀身钢板厚度同样为20 mm,但经过堆焊耐磨材料后,刀头的厚度可达30~34 mm,实际生产中,由于堆焊水平的不同,堆焊后的蔗刀厚度值误差很难控制在1 mm的范围内,计算时刀头厚度取30~34 mm范围的中间值32 mm。仍然以总排刀数144把计算,排刀比为32×144/1350=3.41倍,远大于经验值1.8~2.2倍。排刀比过大导致蔗料在1#撕解机刀口处打滑、堵塞、入料不顺畅等情况。根据以上理论和经验作为依据,该厂调整排刀数据,从原来排刀数144把调整为108把,排刀比为32×108/1350=2.56倍,稍大于经验值1.8~2.2倍的上限值。在实际生产中,通过调整,蔗料入刀情况有了极大的改善,极少出现打滑、堵塞等现象。
4 应用效果
广西糖业集团A糖厂2020年检修期经过对预处理设备动力的配置、撕解机蔗刀刀型的设计选择和撕解机排刀方法这三方面进行改进,在2020/2021年榨季投入使用后,榨蔗均衡平稳,平均日榨量同比2019/2020年榨季提高153吨,蔗渣转光度、蔗渣水分同比降低,对提高锅炉燃烧热效率、节能降耗起到很大的作用;抽出率96.99%,同比上榨季提高0.11%,效果明显,2019/2020年和2020/2021年榨季指标对比具体数据见表4。

表4 2019/2020年和2020/2021年榨季主要指标对比
5 结束语
综上所述,广西糖业集团A糖厂在压榨车间现有的设备即两座撕解机和五座压榨机的情况下,日榨3300~3500吨,对于榨机已经达到标准榨量,而撕解机已经超过了标准榨量。在这样的超负荷运行情况下,只有通过技术手段最大限度地挖掘设备的潜能才能够更好地完成生产的各项指标。而A糖厂则是通过增加撕解机动力,选择更为合理的刀型和优化排刀数据,经过2020/2021年榨季的实践,通过与往年榨季的数据对比,对预处理设备动力的配置、撕解机蔗刀刀型的设计选择和撕解机排刀方法这三方面的调整,在压榨抽出率稍有提升、蔗渣水分和蔗渣转光度都稍有降低的情况下,平均日榨量有了很大的提升。这充分证明了采取的措施对提高预处理效能和提高压榨效能有很大的帮助。