无人值守自动加药系统在浮选生产中的应用
2021-03-07张宏松王云鹏戴长官
张宏松 王云鹏 戴长官
(兖煤菏泽能化有限公司赵楼煤矿选煤中心)
赵楼煤矿选煤厂浮选系统原加药方式为人工加药,药剂使用量靠人工观测浮选泡沫和尾矿进行调节,主要存在以下问题:①对操作人员要求高,药剂调整完全靠操作人员经验,操作人员水平的高低直接影响浮选系统的正常生产;②操作步骤繁琐,无法根据生产工况的变化进行实时调整。原加药方式需要人工用量筒法测量加药,操作人员定时观测泡沫和尾矿,然后根据现场工况手动调整加药阀门,药剂调整具有不连续性,特别是当浮选入料的浓度和灰分发生变化时,药剂调整往往不能及时进行调整,进而影响浮选精煤产率;③人工加药精确度低,不能对浮选生产工况进行数字化表述,对浮选泡沫和尾矿的观测凭个人经验进行判断,对同一工况不同的人得出的结论往往具有偏差,另外在加药的具体操作过程中,由于是人工手动调节会造成一定的误差;④不利于浮选生产操作的积累和分析。因此,上述问题成为制约浮选生产的瓶颈。
1 研究方向
该研究以浮选生产工艺流程为对象,以浮选精煤、尾矿灰分和精矿泡沫图像特征作为系统的主要被控量,以在生产过程中添加的浮选药剂量作为系统的控制量,并对精煤、尾矿灰分以及浮选泡沫图像进行实时监测与调整。分析数据建立确切的数学模型,探索可靠的控制算法,编写控制程序逐步调试,并在生产关键环节增加高精度的测量仪表、执行器,确保系统的可靠性和精确性[1-5],其控制框图见图1。
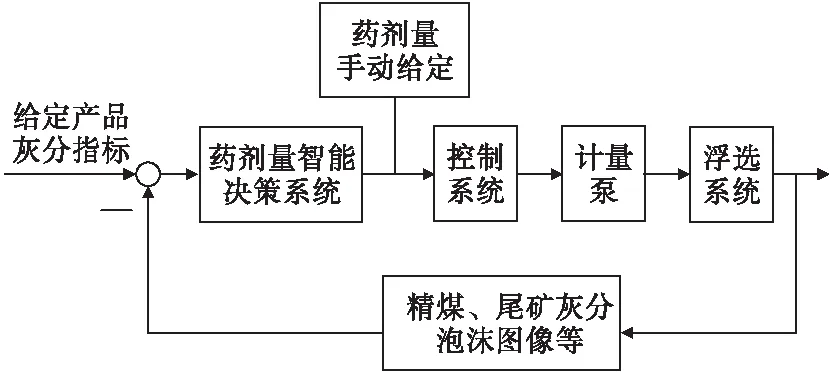
图1 赵楼煤矿浮选系统自动加药控制框图
2 研究内容
2.1 电气控制系统
浮选生产过程中入料的变化主要是入料的浓度、流量及浮选入料的灰分,且这些变量是实时变化的,需要对这些变量进行实时检测,同时在药剂添加执行机构中要求能及时反馈药剂添加量的大小变化,针对浮选过程物料的特性选择硬件设备,从而构建稳定可靠的浮选过程控制系统是必不可少的重要环节。
2.2 PLC控制系统
自动加药系统和浮选机配套,为其提供加药功能。浮选机正常工作时,通过现场传感器采集浮选入料煤泥水的流量、浓度、灰分等实时数据,由PLC将所采集数据经过处理,再将处理后数据传送到触摸屏和工控机上。触摸屏用于实施现场监控,工控机用来实现浮选工艺指标软测量功能。自动加药系统通过对采集数据分析后,计算出符合当前生产情况的加药量,并驱动现场的加药计量泵实施药剂添加与调整,从而实现自动加药功能。因PLC不能进行复杂的软测量运算,所以在工控机上通过相关软件实现软测量的计算与显示,并开发了工业级浮选精煤灰分、产率软测量系统平台。该平台主要设备和仪器由流量传感器、浓度传感器、变频器、加药计量泵、可编程逻辑控制器(PLC)、触摸屏、工控机7部分组成。
2.3 浮选加药系统的智能控制算法技术研究
浮选自动加药控制系统的主控制画面实时显示,包括自动运行和手动运行两种状态,通过轻触现场触摸屏上的标识3 s可实现自动与手动两种工作状态的切换,需要注意的是,所谓的手动状态和自动状态均指在该系统自动运行的前提下。为充分发挥自动加药系统的功能,提高加药的准确性和及时性,系统主要通过自动运行状态进行控制,手动状态适用于开机、停机、事故等异常情况。系统正常运行时,要及时切换到自动模式,运行专家系统控制。人机界面分为手动设置界面,专家规则界面和历史曲线界面,可通过设置按钮进行各画面间的切换。
2.4 浮选加药系统的工艺状态识别技术研究
在矿物浮选中,成像环境恶劣、光照条件复杂多变,线路传输信号受多种现场电子设备干扰,所采集出的泡沫图像往往存在噪声大、色偏、像素畸变等图像失真问题。这些失真极大的加剧了泡沫视觉特征提取的难度、减小了视觉检测精度,会造成浮选工况的误判,影响浮选生产的优化控制。因此,研究高质量的矿物浮选泡沫图像视觉信号采集方法,开发专用的高速图像采集与处理平台,获取高质量的泡沫视觉图像尤为重要。为浮选加药系统的工艺状态识别创造条件的图像处理系统硬件组成主要由计算机、图像采集卡、工业CCD相机、防护罩、稳压电源、高频光源、光纤集线器、光纤和IEEE1394b共9个部分构成。通过这些硬件系统完成现场图像采集、数据转化、数据传输、信号解码、数据再转化等程序后读入计算机,然后由浮选过程监控系统软件接管。在系统功能的设计过程中,充分考虑了浮选现场的操作环境以及浮选工人的专业能力等各方面因素,因此煤泥浮选泡沫图像监控系统可以通过数据积累,逐步提高加药的精准度,具备初步的“学习”能力。
3 系统的应用效果
针对浮选泡沫的表面视觉特征统计分布特点,研究高质量的浮选泡沫视觉采集方法、探讨与浮选工况和工艺指标密切相关的浮选泡沫关键视觉特征参量获取及其表征方法、研究这些视觉特征的现场提取途径和基于浮选泡沫视觉特征信息的生产过程建模、提出基于泡沫视觉信息的浮选过程随机控制方法与浮选生产指标综合优化控制策略,实现整个浮选生产流程的稳定、最优化运行,提高选厂生产效率,从而降低浮选药剂的消耗,达到浮选效果最优化。该系统投用后,赵楼煤矿选煤厂浮选系统减少岗位人员1人/班,浮选综合药剂消耗降低了0.19 kg/t干煤泥,浮选精煤产率提高了0.8个百分点,以入选360万t/a原煤计算,每年可多产出精煤2.88万t,为矿井创造了巨大的经济效益。
4 结 语
赵楼选煤厂浮选自动加药系统实现了浮选加药智能控制,可跟踪浮选入料浓度,随浓度的变化自动调整加药量,减少了人工调整带来的滞后、波动、偏差和错误,且加药准确合理,稳定产品质量,提高了精煤的回收率,同时减少了药剂浪费,降低了生产成本;不仅能够避免因产品超灰、产品质量过剩等情况引起的经济损失,为职工创造了良好的工作环境,经济效益和社会效益显著。
