凹山选矿厂高压辊磨机驱动典型故障分析
2021-03-07张锦鹏桂志海王传龙王合兵
张锦鹏 桂志海 王传龙 王合兵
(安徽马钢矿业资源集团南山矿业有限公司)
当前高压辊磨机在金属矿山运用已经很普遍,南山矿业公司超细碎系统于2005年底建成投产,是国内矿山最先采用高压辊磨机工艺的矿山。南山矿自动控制系统以高压辊磨机为中心,采用西门子S7-300PLC、WinCC监控构成,基于工业以太网技术[1]和PROFIBUS-DP现场总线的分布式控制系统,在中控室可对超细碎全流程设备启停、调速等实现自动化控制。但使用了十多年的中压变频器进入故障高发期,针对现况总结近年来产生的几例典型故障案例的处理过程和方法,以供参考。
1 高压辊磨机驱动系统概况
高压辊磨机动、定辊驱动系统主要由西门子3AH5115型高压断路器、泰开WXH-55T型所用变综合保护测控装置、三绕组ZTS-2200/6型整流变压器、西门子SIMOVERT MV(6SE8020-1AA01-Z)空冷中压变频器、西门子IPQ4.504-4CV00-Z 型中压电动机构成。中压变频器SS52通讯模块连接外部I/O接口ET200S,作为主控S7-300PLC的主站下的一个从站,依靠ET200S接口模块IM151和输入、输出模块进行主从站数据交换;对动、定辊电机进行调速控制和功能保护。
2 典型案例
2.1 故障代码NO.103电机超速
针对故障通过查看手册,说明电机速度实际值已超过超速阈值。其可能的原因:①电机由负载拖着转动并且不能维持其自身很低的蕴藏的发电功率;②运行在空载状态下的传动系统的直流母线电压高于Vdmax 调节器的干涉点。
案例分析处理:该故障报警跳停频率较高,大都发生在高压辊磨机正常作业过程中,高压辊的压力正常,电机端和水端一般都在190 bar左右,辊间隙差值较小(小于10 mm),两辊功率相近,速度设定值稳定运行,且无频繁调整。从电机角度仔细分析原因,应是由于电机速度设定值和实际值相差较大,激发了变频器超速阈值而进行保护性跳停。结合生产实际总结分析得出:①物料品质变化。采场工作面改变导致上道工序送来的碎矿性质发生变化,高黏土含量多,硬度变软,在辊磨机工作条件不变的情况下导致该故障发生。②矿石潮湿且分布不均。雨季矿石潮湿,容易黏在承斗和重力给料器侧壁上,偶尔会造成两辊料柱空穴,导致超速跳停。③承斗给料皮带下清扫器产生的湿料推入。④操作不精心,承斗料位过低。⑤滑动给料闸板门开度操作不当。当压力上升到设定值时(180 bar),闸板门如果开度过大容易跳停。
2.2 故障代码NO.234直流母线低电压
经整流后的直流部分是由电容器组、放电晶闸管和预充电装置基本元件组成[2](图1)。预充电装置是在变频器停止且高压断路器分闸后才能进行预充电。当直流部分发生过电压时,在直流母线上的元件触发放电晶闸管(无来自闭环控制系统的触发命令)进行保护。
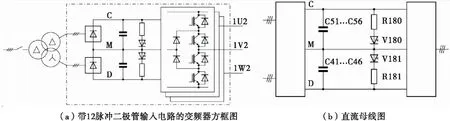
图1 变频器基本电路方框图
中压变频器电源由41#总降压6 KVⅡ段4120#柜向超细碎49#高配室的4910#Ⅱ段受电柜供电,经4912#、4913#柜给定、动辊中压变频器三绕组变压器供电。近年来,经统计每年约有十多次因电网晃电造成变频器报234故障——直流母线电压低而跳停,直流母线电压低于P553中设定的限值(工厂设定=0.8,相应于直流母线额定电压的80%)。造成该故障的根源在于供电质量。41#总降压6 KVⅡ段上有高村铁矿采场、主厂房、牵引所等用户及家属区生活用电,电网晃电主要原因在于电铲、牙轮钻采掘设备高压电缆易放炮,球磨机同步电机易放炮。41#总降压配电系统为中性点不接地系统,因其他原因其零序保护未投入,所以母线段一个用户发生接地短路就会影响其他用户,而中压变频器的直流母线电压检测很灵敏,一旦低于设定阈值,立即保护跳停。解决方案:一是修改P553设定值。该系统2005年投产使用,西门子早已不提供技术支持,没有相应软件和修改参数途径无法实施;二是从供电方着手,将粗放式用户、易发生高压接地短路用户、家属区用户调换到41#总降压6 KVⅠ段,同时恢复零序保护功能,并设定为立即跳闸,及时切除故障用户。经选厂与动力车间协调后,该类型故障发生率显著降低。
2.3 故障代码NO.144 IGBT或IGBT触发回路故障
高压辊磨机手册指导说明:至少1个IGBT或1个IGBT 触发回路已发出故障状态信号,变频器故障停机且准备好信号无效。故障原因:① IGBT 触发回路损坏[3];②光纤电缆损坏[4];③IGBT 损坏。
(1)该类故障第1次发生在2018年4月,因中压变频器控制回路电源变压器过流跳闸导致高压辊磨机跳停。送电后启动高压辊磨机即跳停,动辊变频器报144故障。报该故障根据手册分析,是由IGBT器件、触发板、光纤电缆3部分引起。通过OP7面板查看直流母线电流为零,测量直流监测点无电压后打开功率柜门,钻到功率柜内初步查看IGBT触发板绿色LED指示灯亮为正常。检查IGBT触发控制板-A300UEL光电隔离模块的X11~X34端口三相共12个触发信号和返回信号光纤通断状况良好。由于现场没有检测设备,为了验证是否是UEL模块损坏,将未报故障的定辊UEL模块与动辊互换再启动,高压辊磨机依然跳停,动辊报144故障,证明UEL模块完好。通过检查发现-A170光纤继电器输入端口断裂,而且是新断裂痕迹,分析原因是由于操作人员站在椅子上更换上方UEL模块时撞击造成断裂。操作人员用胶布包裹固定好后再启动,成功启动,未发现导致144故障的根本原因。
(2)该类故障第2次发生在2018年7月中旬,停产检修12 h后启动高压辊磨机即跳停。按第1次故障排除方式进行检查未发现故障点,动、定辊UEL模块互换,自检通过再启动正常。
(3)该类故障第3次发生在2018年9月下旬,日例行停检2 h后启动跳停,动辊变频器报144故障。通过OP7面板打开“半导体诊断”子菜单,显示-A63块-A22模块故障。根据诊断指示,更换该串联组IGBT-A22触发板后,再到诊断子菜单更改参数P052=240,进行HV-IGBT和HV-IGBT触发装置测试操作,测试结果正常,P052=0,返回。再启动高压辊磨机,跳停报144故障。辊磨操作人员反映,监控画面显示启动瞬间动辊电流100.3%,接着跳停。再次启动测试,发现跳停后Udc=0 V,Imax=223.10%,显然是错误电流测量值。该型变频器在功率柜装有3个用于检测实际值的分流器。如图2电源及光纤信号联络图所示,两个AVT2 电子分流器和1个电压分流器AVT3用来检测输出电流和输出电压,将测量值转换成系列光信号后通过光纤电缆送至MIL和ITSP2模块进行转换计算。因此判断实际测量值采集、变送、光纤电缆、MIL1光接口模块中某一环节出现问题。首先区分是哪相电子分流器出现故障,拔掉MIL1上的光纤端子X35/36发现电流值消失,确定为W相分流器,更换AVT2电子分流器,再次启动,运行正常。电源及光纤信号联络图见图2。
该类故障原因总结:①供电电源方面:检查A200-D02-A2-X2 ITSP2 MV信号处理器模块和-A300之间的连接。公共电源GSV(-G90)装在逆变器柜的右侧板上。如图2所示,GSV电源供电给IGBT 触发板、放电回路、输出电压和电流检测模块、直流母线电压检测模块。如果该电源发生故障则发出信号使变频器断电。SITOP电源-G130(电压符合控制系统电源电压)为预充电接触器线圈、柜面OP7、ET200S、风扇接触器线圈、A300UEL模块提供电源。②电气元件原因:发生过的故障有A63-22触发板损坏、A170光纤继电器光纤接口断裂漏光、A300UEL触发隔离板故障、A300UEL5V电源损坏、G130电源硬件损坏导致变频器报144故障跳机。③光纤电缆和接口:MVP1 IGBT控制模块的68芯插头松动、MIL1光接口模块插头X33、34、35、36、37、38接触不良,现场检测到的信号在接触不良时ITSP2 MV信号处理模块报144故障代码跳机。④现场采集信号器件,如图3实际值分流器检测回路所示的AVT2U相-U41:(X34X33),AVT2 W相-U61(X35X36),AVT3-U200(X38X37),这3个分流器自身出现故障或现场采集的数据失真,则变频器将发出误报警或跳机信号。

图2 电源及光纤信号联络图

图3 实际值分流器检测回路
2.4 故障代码NO.143 TVR A控制偏置,实际值检测未校准
高压辊磨机手册指导说明:电压和电流实际值(对于1个并联线路配置:系统 A)偏移量必须被校准。如果在-A200-D01-X50插入1块新的程序卡,Simadyn D 机箱电源断电同时备用电池被取出或电能耗尽,A200-D01和-D02(和为并联连接的-D03)被取出,则该信息被显示。
案例分析处理:2013年因强电干扰,雷击跳电造成电源模块损坏,更换Simadyn D机箱电源后上电即报143故障。根据西门子技术指导,通过OP7操作面板HOME键→子菜单18SERVICE→ENTER→将P052=0改为P052=200→ENTER→OFF SET ADJUSTMENT ON=K3→按OP7面板K3键→ENTER→按OP7面板▲键→将参数P052=0→ENTER即可。
3 结 语
南山矿业公司凹山选矿厂通过以上几例高压辊磨机驱动高发和典型故障的处理分析,总结出该型中压变频器在长时间的使用过程中应重点维护电源模块部分、接口以及各检测模块;必要时应对电气元件进行周期性更换,以确保变频器安全可靠运行。
