商用车3C2B水性面漆线节拍提升浅析
2021-03-05魏新战张充张含
魏新战,张充,张含
商用车3C2B水性面漆线节拍提升浅析
魏新战,张充,张含
(陕西重型汽车有限公司,陕西 西安 710200)
文章介绍了传统水性3C2B面漆线的工艺流程及特点,主要从过程控制、材料选择、输送设备匹配、喷涂机器人工艺参数调整、烘干条件等多方面分析,识别出面漆线节拍提升的可行性及过程中改造点。
3C2B面漆线;节拍;提升
前言
目前国内经济增速和投资增速趋缓,作为经济晴雨表之一的商用车行业整体市场也趋于稳定,但与消费关联度较高的物流市场将长期向好,重卡高端化趋势更加明显。同时市场受GB1589、供给侧改革、治理超载等因素影响,重卡市场整体需求水平稳定在100万辆~110万辆之间。同时由于环保政策日益严格,发展“低能耗、低污染、低VOC”的新型水性油漆线使用日益广泛。
因为重卡市场的持续高位市场需求,各主流主机厂均面临产能突破的问题,为短时间内抢抓市场,各企业也结合自身面漆线的工艺特点,通过一些技改技措项目、设备保障能力的提升实施,最大能力发挥线体的产能,助力企业发展。
1 3C2B水性面漆线工艺及特点
1.1 工艺
3C2B水性面漆线由传统的油性线发展而来,大体布局与建线较早的传统油性3C2B基本类似,3C指的是中涂层、色漆层和清漆层,2B指的是中涂层和面漆层的烘干(流程见图1)。
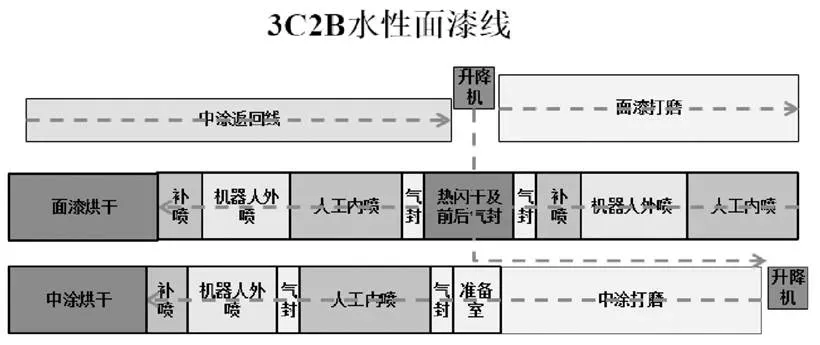
图1 3C2B水性面漆线流程示意图
1.2 3C2B水性面漆线工艺流程特点
1)工艺要求:底漆80℃×8min预烘干(即热闪干),中涂、清漆分别(145±5)℃×30min,喷房温度21℃~25℃,喷房湿度60%~70%;
2)线体特点及优势:工艺相对比较成熟,过程质量易控制,控制简单,施工过程与溶剂型工艺相当,生产较稳定;
3)工艺流程:打磨→中涂漆喷涂→中涂烘干→面漆打磨→面漆喷涂→热闪干→清漆喷涂→面漆烘干。
2 面漆过程控制及瓶颈工序识别
2.1 基本情况及控制参数
中涂、面漆共9个工序,通过主输送链连续进车,链速1.998m/min ,工件间距3.500m,重点设备包含空调送风系统、材料供给系统、输送系统、机器人等。
表1 工序处理方式及控制参数
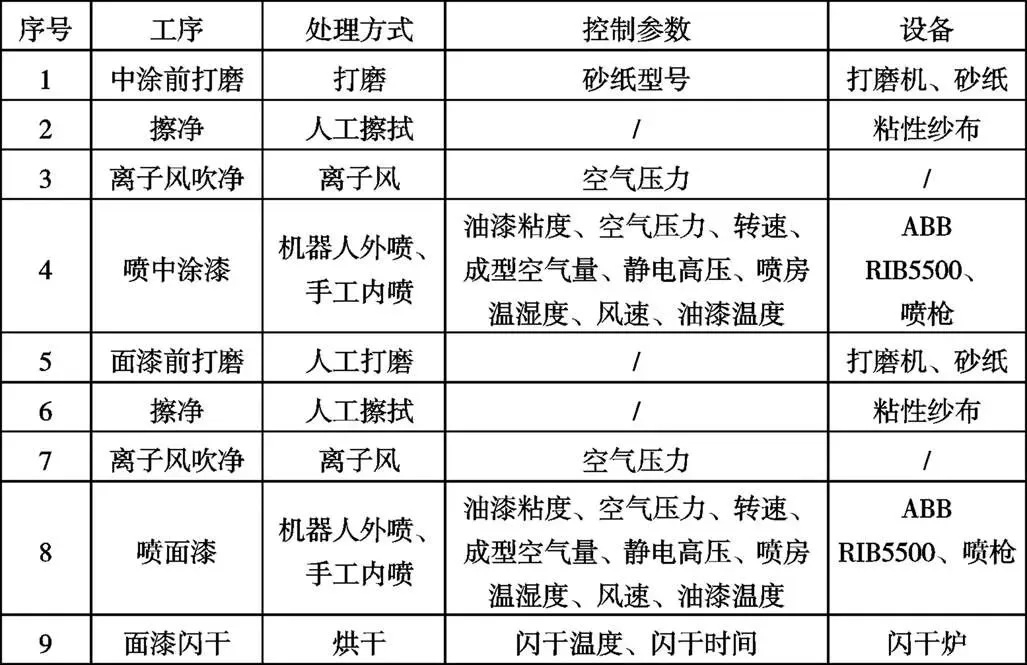
根据RPN(风险系数)、过程控制计划、现场实际质量问题反馈,一般面漆线体机器人喷涂条件、热闪干时间、中涂及面漆烘干时间是整个线体结构中的主要节拍制约工序。
3 主要节拍制约因素的分析
3.1 机器人喷涂条件
1)喷涂机器人是3C2B水性面漆线的重点设备,主要分为中涂、底漆、清漆机器人工作站,各工作站根据工件尺寸大小及喷涂工艺要求选择布置设备数量。
表2 机器人喷涂油漆条件
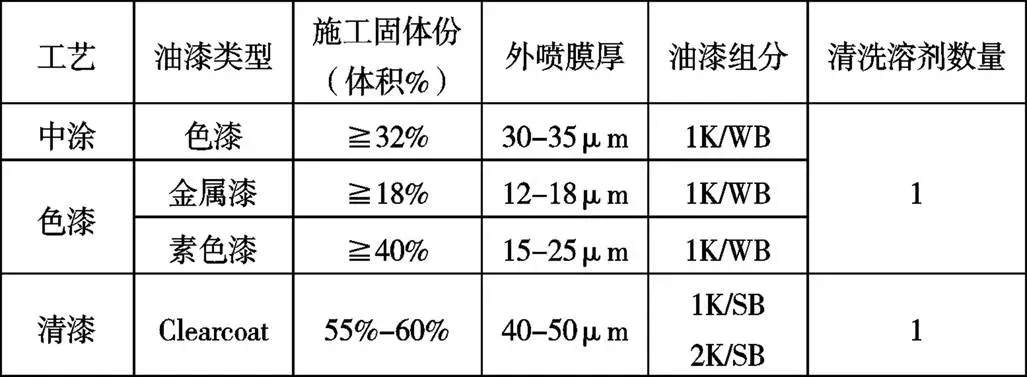
2)喷涂机器人主要采用水性漆静电旋杯喷涂,与传统的人工喷涂相比,具有喷涂质量稳定,节能环保,生产自动化,工作效率高等优点。主要影响喷涂机器人主要通过输送系统链速快慢影响整个面漆生产线节拍。而输送系统链速的快慢又与工件尺寸、油漆材料、施工环境、机器人工艺参数设定相关联。若提升面漆链速,需通过对机器人仿形流程的理论计算、路径设计、喷涂开关枪设计、姿态设计、示教、路径测试、姿态校正、工艺参数调整、路径优化、工艺参数优化,匹配示教出合适的工件喷涂参数及线体链速。
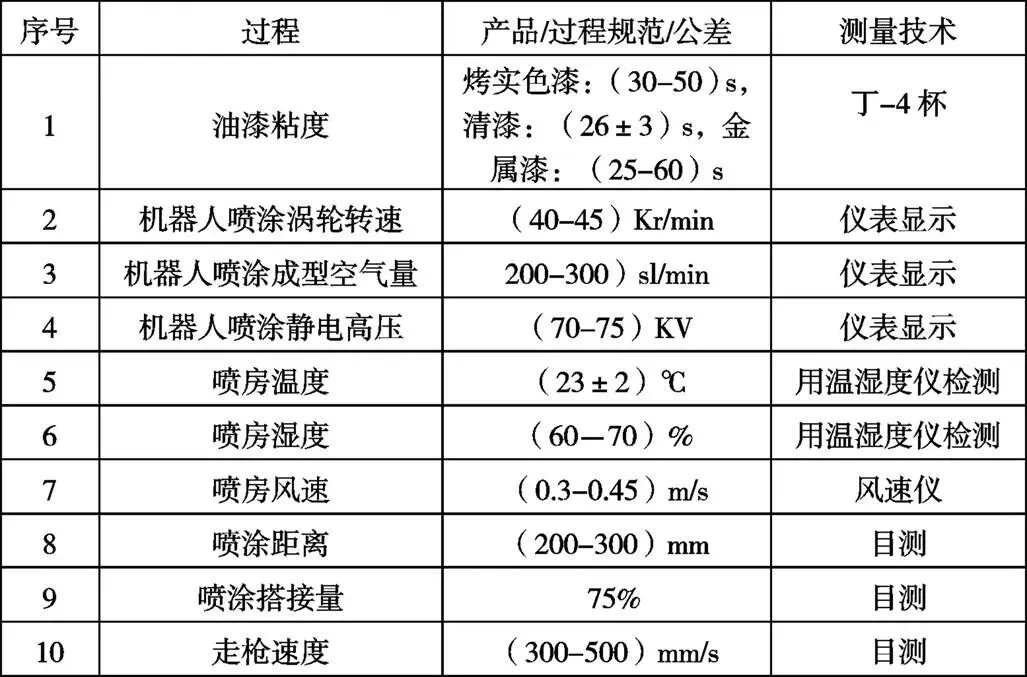
表3 喷涂参数
3.2 面漆热闪干
热闪干是色漆和罩光漆之间的预烘干工序,目的是为后续的罩光漆喷涂提供条件(除水,防止流挂)。由于水的特性与有机溶剂不同,水性漆在常温下闪干只有10%~15%的溶剂挥发,因此水性漆在喷涂后一般需要经过在80℃左右条件下的预烘干,使水性漆湿膜获得理想的脱水率并达到喷罩光漆时所要求的车身温度。一般要求脱水率需达到≧92%才能进行清漆喷涂,如果脱水未达到工艺要求会导致气泡、针孔等质量缺陷。
热闪干的工艺时间越长,空气循环次数越多,相当于增加了空气与车身表面的基础面积,对流蒸发效果好,干空气吸水充分,换气也充分。缩短热闪干时间,可适当提高设定温度,改善脱水效果。
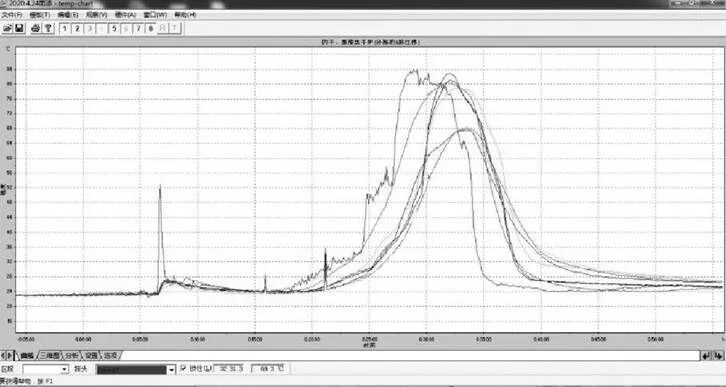
图2 热闪干炉温测量曲线
热闪干结果好坏主要参考脱水率、车身温度两个重要指标,一般要求脱水率≥92%,车身温度≯35℃。为确保这两个参数满足线体工艺要求,主要需对热闪干室体长度、加热设备选型做一定要求。若提升面漆线体链速,必须在现场实验验证,确保热闪干后驾驶室脱水率≥92%,车身温度≯35℃,只有满足上述两个指标参数后,方能继续提升链速,进而提升面漆节拍。参考国内主机厂及油漆实验室小试验证,闪干时间一般≮5min。(图2为热闪干炉温测量曲线,由图可看出,进入热闪干室体3min后即可达到设定温度80℃)。
3.3 中涂、面漆烘干条件
水性底色漆经过热闪干,已初步固化,最后的烘烤只需满足清漆彻底固化,整个涂层体系即可满足工艺要求(见图3)。目前汽车行业中驾驶室中涂、面漆主要使用单组分聚氨酯低温固化水性漆,罩光清漆使用的单组分聚氨酯低温固化油性漆。为使油漆彻底烘干,中涂漆及清漆的烘烤时间与温度必须满足各自烘烤窗口曲线。因各种颜色油漆特性存在较大差异,一条生产线体要兼顾多种颜色的烘烤,这就需要对多种颜色油漆进行逐一烘烤窗口验证,使设置的烘烤条件均衡的满足线体多种油漆需求。
图3 涂层分层图示
结合行业主流主机厂家,一般中涂及面漆烘干温度(145 ±5)℃×30min,但各种油漆烘烤窗口有一定的区间范围,可通过提升烘干设置温度并缩减烘干时间,调整漆膜固化时间,进而改变烘烤链速,提升整个面漆节拍。如图4所示。
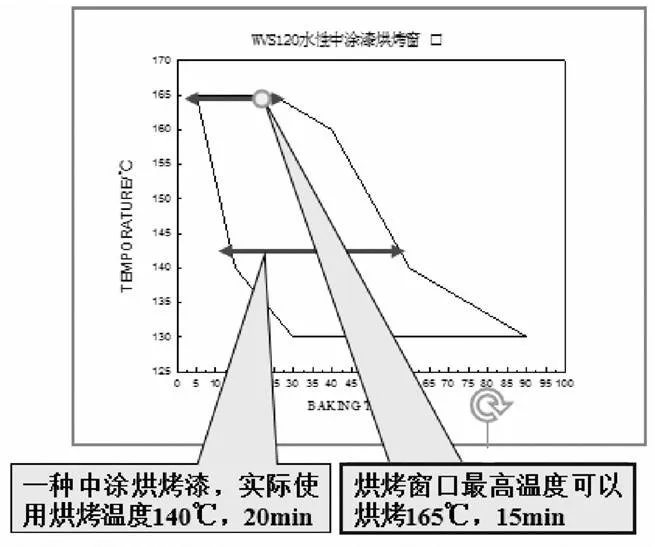
图4 油漆烘烤窗口区间示意图
4 结语
综上所述,影响3C2B水性面漆线节拍的掣肘因素主要包含机器人喷涂条件、热闪干时间、中涂及面漆烘干时间。任何一个面漆生产线想提升生产节拍,首先应权衡考虑这三方面影响因素,逐一验证。为了确保提速过程中不出现问题,需要进行小批量验证再放大的过程,最后稳定了,将生产线体施工环境及设备参数固定,进而固化工艺。
Analysis on the Beat Improvement of Water-Based Topcoat Line of Vehicle 3C2B
Wei Xinzhan, Zhang Chong, Zhang Han
( Shaanxi Heavy Truck Co., Ltd., Shaanxi Xi'an 710200 )
The technological process and characteristics of the traditional water-based 3C2B topcoat line were introduced. The analysis was mainly from the process control, material selection, conveying equipment matching, spraying robot process parameter adjustment, drying conditions and other aspects, which identified the feasibility of the topcoat line beat improvement and transformation points in the process.
3C2B topcoat line; Beat; Promotion
10.16638/j.cnki.1671-7988.2021.04.045
U466
B
1671-7988(2021)04-147-03
U466
B
1671-7988(2021)04-147-03
魏新战(1988-),男,工程师,就职于陕西重型汽车有限公司。主要从事工厂规划,涂装方面技改项目的调研、论证、实施及过程管控工作。
