某重型汽车驾驶室翻转轴轴套压装设备的设计
2021-03-05张莉张磊许帮柱梁博文王晨屈闯
张莉,张磊,许帮柱,梁博文,王晨,屈闯
某重型汽车驾驶室翻转轴轴套压装设备的设计
张莉,张磊,许帮柱,梁博文,王晨,屈闯
(陕西万方汽车零部件有限公司,陕西 西安 710200)
重型汽车驾驶室翻转轴轴套压装对压装后的同轴度、平行度有极其严格的要求,人工压装时产品质量一致性差、劳动强度大、效率低。通过对轴套压装工艺分析,设计了一种自动压装设备,该设备不仅可以实现多个轴套压装,提高了劳动效率、降低了劳动强度、提升了产品质量,而且通用性好,能够实现不同车型翻转轴套的压装。
翻转轴;轴套;自动压装设备;通用性
前言
驾驶室翻转轴总成是重型汽车的关键装置,直接关系到汽车安全性、可靠性、驾驶舒适性及维修方便性等性能要求。橡胶轴套装配在驾驶室翻转轴上可以起到缓冲、减震和保护等作用[1]。橡胶轴套与翻转轴为过盈配合,需要安全可靠,不出现脱落、松动现象,且压装后要保证同轴度、平行度等要求。目前的加工方式多以人力敲击或制作专用夹具将轴套压入的左右摇臂中,然后再进行翻转轴总成的装配,此装配工序难以保证压装后的翻转轴总成两侧摇臂轴套的同轴度和平行度的要求,产品一致性差,而且加工过程劳动强度大、效率低。有必要设计一种高效率的、高精准的、易操作的且具有通用性的自动化轴套压装设备,既可以实现单一轴套压装产品的生产又可以实现有同轴度、平行度要求的多处轴套的压装。
图1为某重型汽车的翻转轴总成,包括摇臂总成及4个轴套。本文针对该件设计了一套轴套自动压装设备,该设备具有装配精度高、效率高、操作方便、且通用性高等优点。
1 方案设计
1.1 工作原理
本文设计的压装设备,以伺服电机丝杆传动滑台机构为辅助,液压油缸为主要动力,利用液压油缸产生的压力将橡胶轴套压入摇臂总成中达到装配的目的。本设备采用液压式压紧机构,能实现轴套的同时压装,确保压装后产品的一致性[2]。

图1 某重型汽车的翻转轴总成
图2为压装设备示意图,图3为压装设备左侧示意图(左右两侧对称),其工作过程:
初始阶段,根据产品的不同,调节举升平台的高度,通过前、后伺服电机丝杆传动滑台机构的作用使轴套压装装置运动到指定位置;放置轴套及摇臂总成;前、后伺服电机丝杆传动滑台机构运转直至将摇臂总成顶紧完成定位,同时将摇臂总成抬离举升平台、中间的支架和两侧支撑座;然后前、后伺服电机丝杆传动滑台机构停止工作,并锁死;由前、后压装装置上的液压油缸提供压紧力将轴套压入摇臂总成两侧摇臂孔内;压装完成后,前、后伺服电机丝杆传动滑台机构作用,使压装装置回到装件时的初始位置。
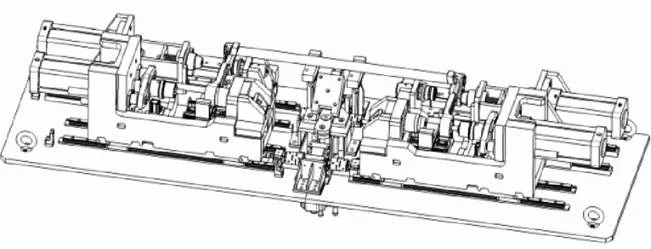
图2 压装设备示意图
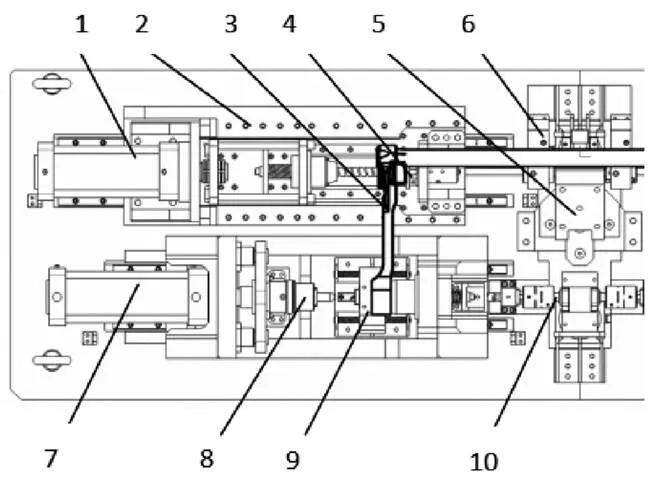
1.后侧液压油缸 2.后伺服电机丝杆传动滑台机构 3.摇臂总成 4.轴套1 5.举升平台 6.支架 7.前侧液压油缸 8.轴套2 9.支撑座 10.前伺服电机丝杆传动滑台机构
此设备采用伺服电机丝杆传动滑台进行传动定位,液压油缸和伺服电机由电气数控操作台控制,实现自动压装,压装过程进给速度能够保持一致和保证受力均匀,定位尺寸精确,能够防止在压装过程中发生轴套的歪斜、保证左右两侧轴套同轴度的要求,极好地保证压装质量,提升产品的一致性[3]。举升平台及滑台的应用能够满足不同产品的加工,使设备具有通用性。
1.2 前压装装置的设计
需依据橡胶轴套压装时的最大压装力要求及压装后应满足的技术条件,进行前压装装置的设计。该装置结构如图4所示。

1.液压油缸 2.油缸安装座 3.导向板 4.衬套安装座5.轴套 6.定位销 7.支撑座 8.左摇臂 9.夹具 10.导向套 11.夹具定位座 12.弹簧 13.衬套 14.紧固螺钉 15.基板 16.滑块 17.滑轨 18.滑台 19.锁死装置 20.工作台 21.丝杆
工作原理:定位阶段,丝杆带动滑台移动至指定位置,使夹具9插入翻转轴摇臂孔内,实现工件定位,弹簧12处于非压缩状态。压装阶段,液压油缸工作,推动轴套5向右运动进入摇臂孔内,定位销6插入夹具9孔内,液压油缸继续工作,使轴套5顶出夹具9,压缩弹簧12。压装完成后,控制伺服电机使滑台移动,松开翻转轴总成,弹簧12复位推动夹具9回到初始位置。
1.3 后压装装置的设计
后压装装置与前压装装置的压装方向相反,该装置结构如图5所示。
工作原理:定位阶段,丝杆带动导向板总成3在直线滑轨15上移动到指定位置,使夹具8插入翻转轴摇臂孔内,实现工件定位,弹簧6处于非压缩状态。压装阶段,导向板总成3处于固定状态,液压油缸工作时,将会带动滑台向左运动,轴套16进入摇臂孔内,定位销10插入夹具8孔内,液压油缸继续工作,使轴套16顶出夹具8,压缩弹簧6。压装完成后,控制伺服电机使滑台移动,松开翻转轴总成,弹簧6复位推动夹具8回到初始位置。

1.液压油缸 2.油缸安装座 3.导向板总成 4.紧固螺钉 5.衬套 6.弹簧 7.导向套 8.夹具 9.左摇臂 10.定位销 11.轴套安装座 12.轴套安装架 13.滑台 14.丝杆 15.直线滑轨 16.轴套
2 结论
通过与旧压装工艺的对比,目前设计的设备具有以下优势:
(1)劳动效率得到了显著提高,设备使用电气控制系统进行操作,可同时实现4个橡胶轴套的同时压装,减少劳动时间,提升劳动效率。
(2)压装产品质量得到显著提升,以前压装过程中经常出现轴套压斜、压坏等现象,使用新设备后,压装力得到控制,减少了这一现象的发生,同时能够保证左右两侧轴套的同轴度和平行度。
(3)新设备具有较高的通用性功能,设备采用柔性结构设计,可满足其他翻转轴产品轴套的压装。
[1] 谢勇,郑华林,谢群芳,王文韬.汽车后扭梁橡胶衬套压装机的设计及应用[J].机床与液压,2014,42(22):29-32.
[2] 周卫兵,杨虎,张晋伟.一种衬套压装装置的设计及应用[J].制造技术与机床,2012(09):95-97.
[3] 刘文平,李玉兰,张娜,张丽.液压装置在机床装配中的应用[J].中国教育技术装备,2016(20):26-28.
Design of Shaft Sleeve Press-Fit Equipment for Flip shaft of Heavy-duty Truck Cab
Zhang Li, Zhang Lei, Xu Bangzhu, Liang Bowen, Wang Chen, Qu Chuang
(Shaanxi Wanfang Auto Parts Co., Ltd, Shaanxi Xi'an 710200)
The coaxial degree and parallelism of the overturning Shaft sleeve of heavy-duty truck cab are very strict, the product quality consistency is poor, the labor intensity is large, and the efficiency is low of manual operation. Through the analysis of the shaft sleeve press-fit equipment, an automatic pressuring equipment is designed, which can realize multiple shaft sleeve pressuring, that improves labor efficiency, reduces labor intensity and improves product quality. Besides, it has good versatility so that can achieve different models of the Flip shaft sleeve pressuring.
Cab flip shaft; Shaft sleeve; Automatic pressing equipment; Versatility
10.16638/j.cnki.1671-7988.2021.04.040
U466
B
1671-7988(2021)04-133-03
U466
B
1671-7988(2021)04-133-03
张莉,女,本科,工程师,工艺所所长,就职于陕西万方汽车零部件有限公司,主要研究汽车零部件轻量化材料、加工工艺。
