基于PLC的镀槽温度控制系统设计
2021-03-02,
,
(1.南京机电职业技术学院,江苏 南京 211135;2.南京耀航电气设备有限公司,江苏 南京 210007)
0 引言
电镀工艺主要是通过化学反应将某种拥有稳定特性的金属或合金物质附着在镀件表面,镀件经过电镀工艺处理后,拥有了抗氧化性、耐磨性和防腐蚀等特性,从而延长了产品的使用时间[1-2]。电镀过程中控制参数的精确控制对电镀质量的保证至关重要,因此设计一个稳定性高、抗干扰能力强的电镀控制系统十分必要。
电镀生产中镀槽温度对于电镀镀件质量具有重要影响[3]。镀槽中镀液温度低会增强阴极极化作用,镀层结晶细致,但温度过低会降低镀槽预镀金属离子活性,从而影响镀层沉积效率。升高镀层温度会减小镀层中氢含量,氢含量的减小能够提高镀层表面处理效率,但镀层温度过高也会导致镀层出现结晶风险。由以上分析可以看出,在电镀生产过程中需要对温度进行精确控制,以保证电镀工艺和镀层质量。
在电镀生产线控制系统选择上,为了提高控制系统的稳定性、可靠性以及软件程序的可编辑性,本文设计了一款基于PLC的电镀生产控制系统,通过PLC作为系统的主要控制硬件,由PLC完成电镀生产线各执行机构的控制和生产线各数据点的采集。电镀槽液温度是一个非线性、时变性系统,对于数学模型的精确建立较为困难,传统PID控制由于参数固定不变,导致控制效果并不理想,为此在传统PID控制基础上引入了模糊控制方法,利用模糊规则实现PID参数的在线自适应调节,从而使镀槽液温度控制具有了自适应性[4-7]。
1 电镀工艺过程
电镀工艺流程为:上挂具—通电除油—第1次水洗—电化学腐蚀—第2次水洗—活化—第3次水洗—镀硬铬—第4次水洗—干燥—下挂具。待镀件装挂后,按照一定配比和工艺要求对镀槽液温度进行精确控制。在电镀开始前通入温度为50 ℃的氢氧化钠溶液,氢氧化钠溶液浓度为60~80 g/L。采用50~60 ℃温度对电化学腐蚀镀件进行快速表面清洗,进而去除表面的油污和氢氧化钠溶液。电镀溶液为2.10~2.50 g/L硫酸溶液并将温度控制在45 ℃,该温度既能保证电镀效率,又能够防止镀层发生裂痕。
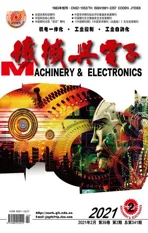
由于电化学除油和水洗1槽位温度相近,而为了减小能耗、方便管理和控制邻近槽位温度,电化学除油和水洗1槽合用水浴加热装置,槽位加热装置如图1所示。通过加热套、风机、水阀Y1等装置进行温度控制,利用温度传感器对槽液温度进行采集,并将采集信号传送到PLC控制器中,由PLC控制器根据此温度做出具体计算。
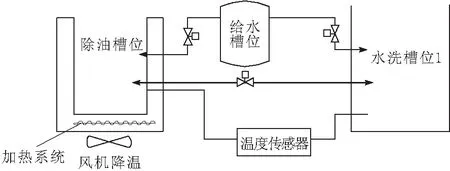
图1 槽位加热系统
2 电镀控制系统
电镀控制系统主要由上位机PLC和下位机触摸屏组成。通过操作触摸屏上的操作按钮,由PLC完成电镀任务的下达,电镀中的温度等数据通过PLC传送到触摸屏中,由触摸屏对电镀工艺参数进行监控[8]。控制系统硬件结构如图2所示。Pt1000温度传感器将电阻信号传送到温度变送器中,温度变送器再将4~20 mA温度信号传送到PLC模拟量采集模块中。触摸屏与PLC通过RS485串口进行数据传送,系统数据在触摸屏中进行实时显示,由PLC完成温度采集、PID运算以及各执行机构的控制。

图2 控制系统硬件结构
温度传感器采集镀槽温度并将温度转化为4~20 mA模拟信号,传送到PLC的模拟量采集系统中,PLC通过内部算法进行处理并根据PID输出结果对执行机构进行自动控制。控制系统采用威纶MT6070I系列触摸屏,该款触摸屏通过RS232串口与PLC进行通信,触摸屏主要完成参数设置、数据显示、故障诊断以及各种数据曲线展示。
镀液温度控制系统的控制核心为PLC,该系统采用扩展能力强的松下AFPX-C60R作为PLC的CUP,通过PLC自带的RS232串口实现与触摸屏通信,由COM6通信模块将系统数据传送到上位机监控平台。在PLC插件口配置一个模拟量输出模块DA2,该模块能够输出4~20 mA信号,从而实现对蒸汽调节阀的控制。
镀槽液温度系统具有非线性强、时变性等特点,单纯的PID控制并不能满足系统控制要求。为此,本文在PID控制器中引入了模糊控制方法,模糊PID控制流程如图3所示。模糊PID控制器参数调整方式为:
(1)
(2)
(3)
KP、KI、KD为PID控制器初始参数;ΔKP、ΔKI、ΔKD为PID参数增量。通过温度偏差e(t)和偏差变化率ec,利用模糊规则进行模糊推理,查询模糊规则对其参数进行在线调整。

图3 模糊PID控制流程
3 仿真分析
3.1 人机界面仿真
为了实现镀槽温度参数的方便设置以及各参数的有效监控,采用触摸屏编程软件进行编程,编程后进行人机界面仿真,人机界面仿真结果如图4所示。系统在运行时能够实时对电镀设备的运行状态、镀槽温度进行监控。当系统存在故障时,能够及时输出系统报警信息以及故障代码,为设备管理和维护人员提供故障排除依据。
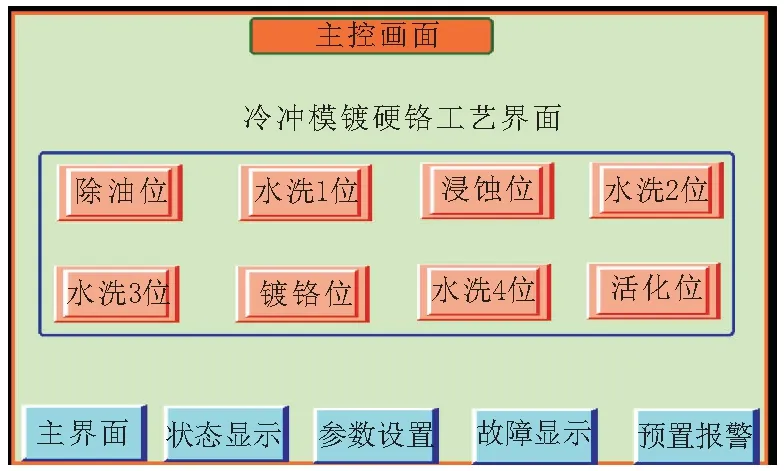
图4 人机界面仿真
3.2 模糊PID仿真
为了验证模糊PID镀槽温度控制方法的有效性,分别对传统PID控制器和模糊PID控制器进行仿真,槽液温度控制在50 ℃,由MATLAB仿真软件得到温度阶跃响应曲线如图5所示。
图5 仿真曲线
由图5可知,模糊PID控制器相比于传统PID控制器超调量更小,能够迅速将温度调节至50 ℃,且具有良好的动态和静态特性,明显提高了镀槽温度控制效果。
4 结束语
根据电镀工艺流程,设计了电镀过程镀液温度智能控制系统。控制系统主要由PLC和触摸屏组成,通过触摸屏完成镀液控制过程中参数的设置、状态显示、故障监控;PLC完成控制系统数据采集、命令下发,并完成各种算法计算。为了克服传统PID控制缺陷,在PID控制器中引入了模糊控制理论,由模糊控制理论实现PID参数的自适应调整。仿真结果表明:该系统能够平稳运行,操作界面能够实现方便操作,模糊PID控制方法相比于传统PID控制方法超调量小、稳定性高,完全能够实现电镀生产过程中温度的精确控制。