管子内壁键槽及孔的钻、铣削装置设计
2021-03-01
金属加工(冷加工) 2021年2期
重庆大学机械学院 重庆 405400
在石油测井仪器加工中,经常遇到管子内壁上钻键槽或腰形孔的情况,图1所示为射孔枪管内壁键槽,图2所示为仪器外壳内壁上的腰形孔(即圆孔横向移动较小距离形成的孔)。为加工这2个槽,最早基于卧式铣床设计了一套工具,如图3所示,该工装的介绍文章见《机械工人》2003年第12 期《管子内壁巧铣槽》。

图1 射孔枪管內壁键槽示意

图2 仪器外壳内壁腰形孔示意
随着工作量的增加,该装置显现出一些弊端:①长期占用一台铣床,影响了其他生产。②该装置的加工位置在下部,手动进给比较沉重,劳动强度大。③齿轮尺寸较小,受力较大,容易损坏,自己制造比较麻烦,如果到齿轮厂定制,由于批量太小,成本较高。
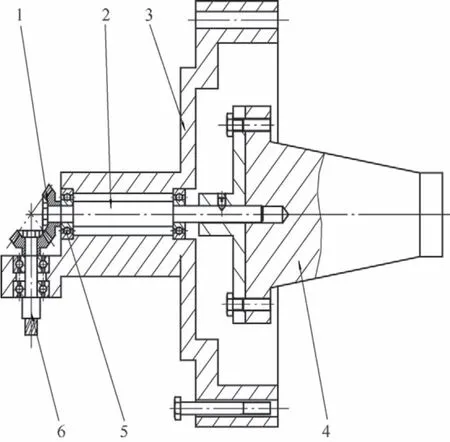
图3 卧式铣床铣头示意

图4 专用钻内孔机床示意
为此研制了另外一套装置,安装在一台报废车床C616床身上。如图4所示。电动机经减速器传动至专用铣头,台虎钳安装在拖板上,不同直径的管件经过垫铁调整高度后装夹在台虎钳上,如果管件太长,尾部可以经过可调支座支撑。
专用内铣头如图5所示。来自减速器的动力经长轴传至一对弧齿锥齿轮副(锥齿轮4与锥齿轮7组成),最终经短轴到达刀杆。由于加工空间狭小,所以长短轴的轴承都选用轻型轴承。

图5 专用内铣头示意
加工生产时,摇动大拖板移动工件,使铣刀到达待加工位置,看刻度摇动中拖板吃刀到合适深度,然后摇动大拖板进刀到合适位置,安装不同尺寸的挡块加以限制,可以保证加工尺寸;刀杆是由一个刀套与铣刀头焊接而成,通过更换不同尺寸的铣刀,可加工不同的腰形孔或内壁键槽,属于易损件;使用的弧齿锥齿轮在工具店里可以采购,非常便宜。所以,设计工装时如果妥善利用现有资源(床身)和通用配件(齿轮),可以起到事半功倍的效果。