轿车侧围外板冲压安全裕度探究
2021-03-01
一汽-大众汽车有限公司 吉林长春 130011
1 序言
冲压作为汽车制造的第一道工艺,其冲压件的好坏不仅直接影响汽车的性能,还影响汽车的质量、成本和使用寿命,因此,各车企对冲压工艺的要求也越来越高。在汽车制造中,冲压是一种高自动化,低成本,能够成形复杂形状的先进加工方式。冲压包含落料、拉延、翻边冲孔和整形等工序,其压机质量大、产品产量大,成形过程受力复杂,因此,冲压生产中会产生不同形式的失效行为,包括拉裂、缩颈及起皱等。针对这些缺陷,传统的预测及控制方式大多依赖于冲压相关人员的经验,缺乏方向性,容易造成资源浪费,降低效率;冲压成形有限元仿真难以兼顾冲压生产中的多种影响因素,造成仿真结果与生产实际存在差距,且有限元仿真过程复杂,不能作为冲压批量监控的手段;而网格应变分析技术能够直观地观察成形区域板料的流动方向,通过计算,能够给出网格区域每个位置的主、次应变值,通过成形极限图可以获得材料的安全裕度值,操作简单,结果准确,对冲压质量控制及缺陷预防具有指导性作用。
2 网格应变分析技术
2.1 成形极限图
板料经外力作用发生形变,其破裂前的最大变形称为成形极限,成形极限是表征板料变形能力的指标。在冲压生产中,板料的受力复杂,多数为两向及三向应力状态,其应变可以用ε1、ε2和ε3这3个应变指标来表示,根据体积不变原则可知:ε1+ε2+ε3=0。已知2个应变,第3个应变即可由体积不变原则得出,因此,板料的实际应变只需主应变ε1和次应变ε2即可表示。以主应变和次应变为坐标轴,将板料成形极限状态下的应变值绘在1个坐标系内,即可得到该板料的成形极限图,如图1所示。
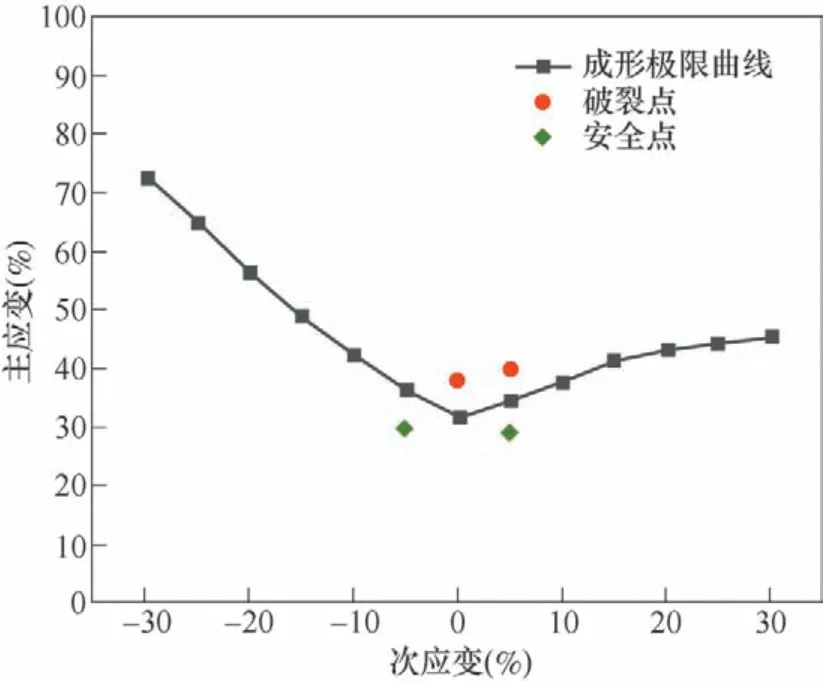
图1 成形极限图
理论上,当变形区域位于成形极限曲线(FLC)下方时,代表这些区域不会发生破裂,如果板料的某些变形区域位于成形极限曲线的上方,则代表该区域发生破裂。成形极限图在冲压生产中应用广泛,是评价冲压件成形性能的重要依据。目前大部分的成形极限图都是在试验条件下通过不同的加载路径进行大量的测试而得到的。冲压所用材料种类繁多,近年来,大批新型轻量化材料也被越来越广泛地采用,通过试验法获得所有材料的成形极限图所需人力物力及时间成本巨大,对于冲压钢件,可以考虑利用Keeler公式计算理论成形极限图。
2.2 成形极限图的理论预测
Keeler最早提出了成形极限图的概念,其对钢件的理论预测结果与实际较为接近,在汽车行业得到了较多的应用。Keeler公式表达式如下:

式中,n是应变硬化指数;t是板料厚度,单位为mm。
整个成形极限曲线可以由以下公式获得:

由式1及式2可以看出,Keeler成形极限图主要跟板料的n值及t值有关。为了验证Keeler成形极限图的准确性,对宝钢DC06钢板进行试验测量得出成形极限图,其材料性能参数见表1。

表1 DC06钢板性能参数
将Keeler理论预测的成形极限图与Argus软件理论预测图、Comsmart软件理论预测图及DC06板料的实测结果进行对比(见图2),可以看出,Argus软件理论及Comsmart软件理论预测结果与实测结果相差较大,且Argus软件理论预测的主应变最小。在拉伸变形区(次应变ε2<0),Keeler理论预测结果整体略低于实测结果,在胀形变形区(次应变ε2>0),Keeler理论预测结果与实测结果比较接近。总体来看,Keeler理论预测结果与实测结果整体保持一致,因此,对于DC06材料来说,可以用Keeler成形极限图的理论预测代替试验测量。
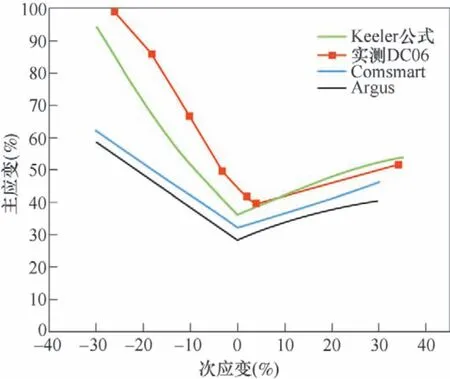
图2 理论与实测成形极限图对比
2.3 网格应变分析原理
本文以Argus网格应变分析系统为工具来进行网格应变试验。Argus网格应变分析是GOM公司开发的板料成形应变测量系统,主要由三部分组成:电化学腐蚀网格印制设备、用于识别网格的光学图像测量设备以及用于计算形变数据的高性能后处理设备。其测量原理为在成形前的板料上通过电化学腐蚀印制圆形网格,冲压后利用光学设备测量变形后的网格数据,根据体积恒定原则,通过后处理模块得出主应变、次应变等数据,并生成成形极限图。根据2.2节的结论,Keeler公式预测的成形极限图与实际较为接近,因此,在生成成形极限图时,采用Keeler公式替代软件默认的公式。
安全裕度值是指板料最大形变与成形极限的接近程度,通过安全裕度值能够直观地判断冲压件生产中的风险程度,当安全裕度值≤0时,意味着零件发生破裂。Argus网格应变系统能够直观地读出主应变、次应变值,并且通过将冲压件应变云图与板料成形极限图进行对比,从而得到冲压件各位置的安全裕度值。
3 侧围外板冲压安全裕度探究
3.1 网格试验
在冲压生产中,印制后的网格板料需要经过拉延、翻边、冲孔及整形等工序才能成为成品网格件,其中,拉延是主成形工序。成品件经过多工序冲压,网格模糊,识别困难,而拉延工序件网格较为清晰,因此,为了保证数据的准确性及可靠性,网格试验多以拉延工序件为基础进行应变分析。本节以某轿车右侧围外板为例,探究拉延工序件及成品件的安全裕度。该侧围外板所用板料为宝钢生产的DC06钢板,材料力学性能数据见表1。利用电化学腐蚀在右侧围外板板料对应的A、B、C3个位置印制网格,印制位置如图3所示,并将印制好网格的板料分别在冲压生产线上压成拉延工序件及成品件。

图3 网格区域位置
3.2 试验结果分析
利用Argus网格应变系统对右侧围外板拉延工序件及成品件的A、B、C3处进行测量,得到成形后2个区域的成形极限图和应变云图,如图4~图6所示。从图中可以看出,拉延工序件及成品件A、B、C3个区域的应变云图均位于成形极限曲线下方,说明这3个区域较为安全,未发生破裂。通过对比同一区域拉延工序件与成品件可以看出,成品件的应变云图整体更靠近成形极限曲线,说明经过后续冲压工艺,成品件比拉延工序件整体变形程度更大,更容易发生破裂。
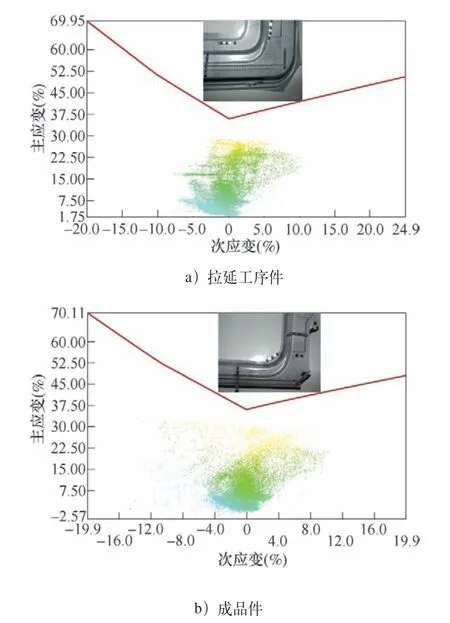
图4 A区域成形极限图和应变云图
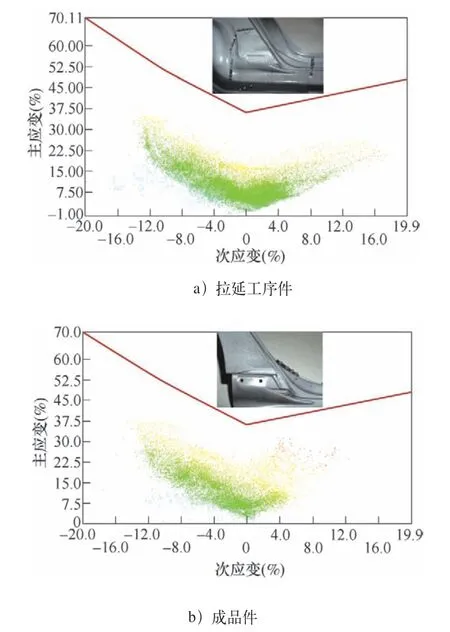
图5 B区域成形极限图和应变云图
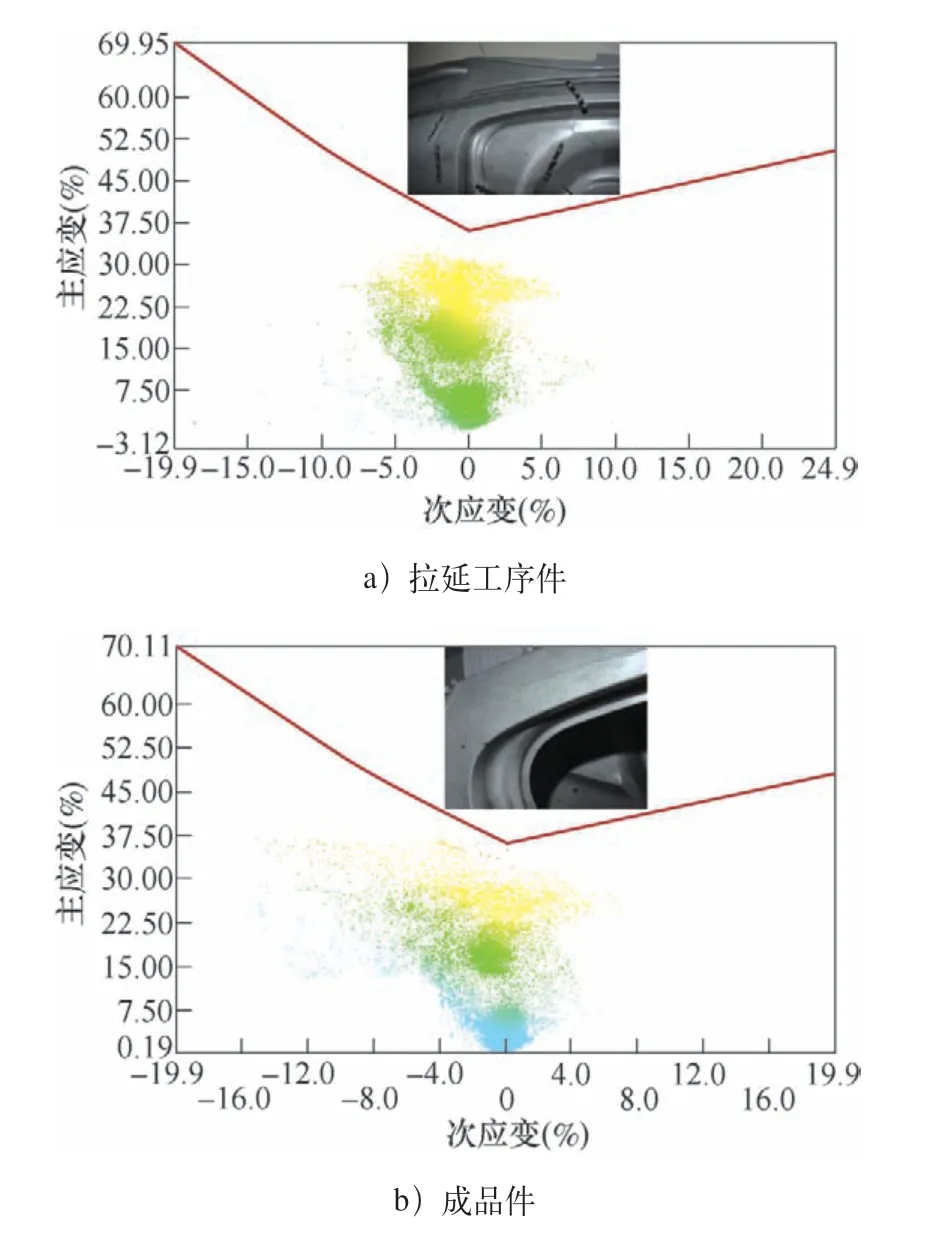
图6 C区域成形极限图和应变云图
通过读取成形极限图中主、次应变及成形裕度数据,可以得出拉延工序件及成品件A、B、C3个区域成形性能的具体数据,见表2。
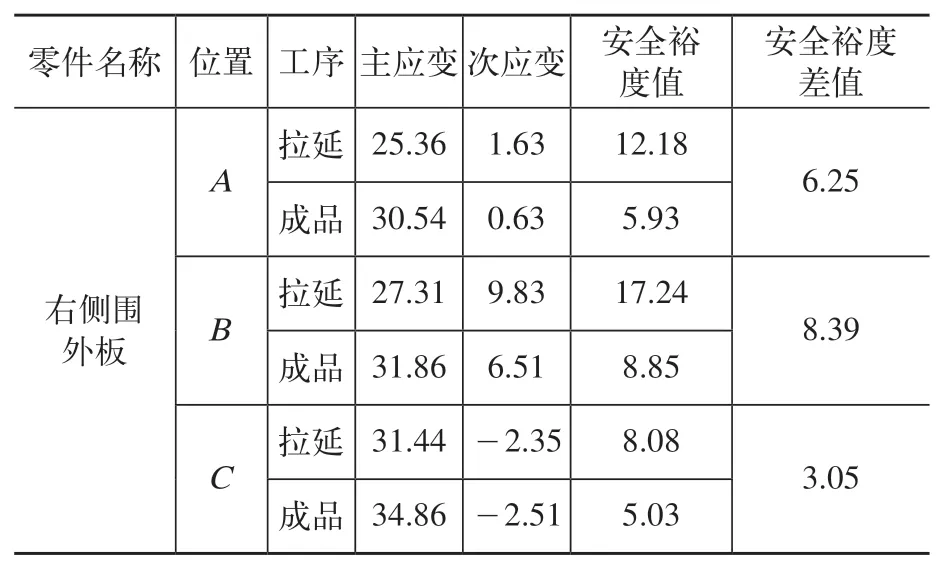
表2 各区域成形性能数据 (%)
由表2可知,A、B、C3个区域成品工序的安全裕度值均比拉延工序低,差值最大区域为B,裕度差达到了8.39%。综上所述,轿车侧围外板成品工序的裕度值小于拉延工序,更易发生破裂,裕度差在10%以内,在以拉延工序件为基础的网格试验中,应考虑拉延工序与成品工序的安全裕度差。
4 结束语
本文以成形极限图为切入点,介绍了网格应变分析技术在汽车行业冲压质量控制及缺陷预防中的应用,并通过试验得出以下结论。
1)网格应变分析技术以其操作便捷、结果准确的特点,适合在汽车冲压行业进行缺陷风险监控及辅助模具优化。
2)对于DC06材料,可以用Keeler公式预测成形极限图,理论预测结果与实测结果整体保持一致。
3)轿车侧围外板成品工序的裕度值小于拉延工序,裕度差在10%以内,在以拉延工序件为基础的网格试验中,应考虑拉延工序与成品工序的安全裕度差。
专家点评
在汽车制造行业中,冲压成形是一种高自动化、低成本的先进加工方法,本文介绍了网格应变分析技术在冲压质量控制及缺陷预防中的应用,并通过工艺试验得出正确的结论。
文章的专业性很强,思路清晰,论证有力,基于轿车侧围外板的冲压安全裕度研究和试验结果进行分析,具有很好的理论研究方法和指导性作用。