芦苇秸秆混合发酵制备乙醇的工艺优化
2021-02-25蔡世欣侯余勇王巍杰陈方见
蔡世欣,李 敏,侯余勇,王巍杰*,陈方见*
(1.华北理工大学生命科学学院,河北 唐山 063210;2.中国科学院天津工业生物技术研究所 天津市工业生物系统与过程工程重点实验室,天津 300308)
随着工业的迅速发展,世界石油消耗量急剧增长,能源短缺问题日益突出,生物质能源作为可再生能源逐渐成为世界各国研究的热点[1]。然而,原料成本高成为制约生物质能源发展的主要瓶颈,低成本的植物纤维因可作为发酵底物而受到广泛关注[2]。纤维素作为一种大分子多糖是目前分布最广的生物质,为生物质能源的生产提供了大量原材料[3]。我国秸秆类生物质大多被直接燃烧,不但造成资源浪费,还污染环境。利用秸秆发酵生产燃料乙醇既能保护环境,也可充分利用资源,创造经济价值[4]。鉴于此,作者以芦苇秸秆为原料,用碱液对其进行预处理以促进秸秆纤维素糖化,再通过酿酒酵母(Saccharomycescerevisiae)和产朊假丝酵母(Candidautilis)混合发酵制备乙醇,在单因素实验的基础上,采用Plackett-Burman(PB)实验、最陡爬坡实验和响应面实验对制备工艺进行优化。
1 实验
1.1 材料、试剂与仪器
芦苇秸秆,采自华北理工大学曹妃甸校区周边。
纤维素酶,和氏璧生物技术有限公司;酵母膏、胰蛋白胨,英国Oxoid公司;所用试剂均为分析纯,国药集团化学试剂有限公司。
SLQ6A型粗纤维测定仪;THZ-92A型气浴恒温振荡器;T6型紫外可见分光光度计;HHS-21-6型数显恒温水浴锅。
1.2 菌种与培养基
酿酒酵母,安琪酵母股份有限公司;产朊假丝酵母,鹤壁百惠生物科技有限公司。
基础培养基:1%酵母膏、2%蛋白胨、2%葡萄糖的柠檬酸-柠檬酸钠缓冲溶液(9.2 mL 0.1 mol·L-1柠檬酸溶液+10.8 mL 0.1 mol·L-1柠檬酸钠溶液,pH值4.8)。
发酵培养基:2.0%蛋白胨、0.1%磷酸二氢钾、1.0%磷酸氢二钾、0.1%硫酸镁、0.1%氯化钠的柠檬酸-柠檬酸钠缓冲溶液。
1.3 预处理方式的选择
分别称取5.0 g粉碎过20目、40目、60目和80目筛的芦苇秸秆置于锥形瓶中,按料液比1∶10(g∶mL,下同)加入50 mL碱液(NaOH或NaOH∶尿素=3.85∶1),置于80 ℃水浴锅中预处理2 h;将预处理过的芦苇秸秆多次冲洗,烘干;采用粗纤维测定仪测定芦苇秸秆中纤维素含量,以确定最优的预处理方式。
1.4 发酵方式的选择
发酵菌种的选择:称取预处理后的芦苇秸秆5.0 g,按料液比1∶30加入柠檬酸-柠檬酸钠缓冲溶液和10%纤维素酶。将在基础培养基中生长至对数期的酿酒酵母、产朊假丝酵母或混合酵母(1∶1,酿酒酵母和产朊假丝酵母的配比)按10%接种量分别接种至发酵培养基中;于30 ℃、150 r·min-1发酵70 h;然后采用DNS法[5]测定发酵液中还原糖含量,采用重铬酸钾比色法[6]测定发酵液中乙醇含量,以确定最优发酵菌种。
混合酵母配比的选择:将不同配比(1∶1、2∶3、3∶2、4∶1、1∶4)的混合酵母按上述方法分别接种至发酵培养基中,测定发酵液中乙醇含量,以确定混合酵母的最优配比。
1.5 芦苇秸秆混合发酵制备乙醇的工艺优化
1.5.1 单因素实验
分别考察混合酵母接种量(6%、7%、8%、9%、10%、11%)、纤维素酶用量(6%、8%、10%、12%、14%)、料液比(1∶20、1∶25、1∶30、1∶35、1∶40)、转速(120 r·min-1、130 r·min-1、140 r·min-1、150 r·min-1、160 r·min-1)、发酵时间(24 h、48 h、60 h、72 h、84 h)、发酵温度(28 ℃、30 ℃、32 ℃、34 ℃、36 ℃)对乙醇含量的影响。
1.5.2 响应面实验
做好乡镇基层农业统计工作任重而道远,只有结合乡镇基层农业统计工作实际,在提高认识、加强制度建设和管理,以及提高人员队伍素质等多方面入手,不断努力改进,才能切实形成整体合力,推动基层农业统计工作扎实开展、有力开展。
在单因素实验的基础上,选取混合酵母接种量、纤维素酶用量、料液比、转速、发酵时间、发酵温度等6个因素的高、低水平(表1),利用Design-Expert 8.0.6 Trial软件设计Plackett-Burman(PB) 实验,筛选出影响最大的3个因素进行最陡爬坡实验;以最陡爬坡实验确定的中心点、采用Box-Behnken(BB)设计响应面实验,优化芦苇秸秆混合发酵制备乙醇的工艺条件。
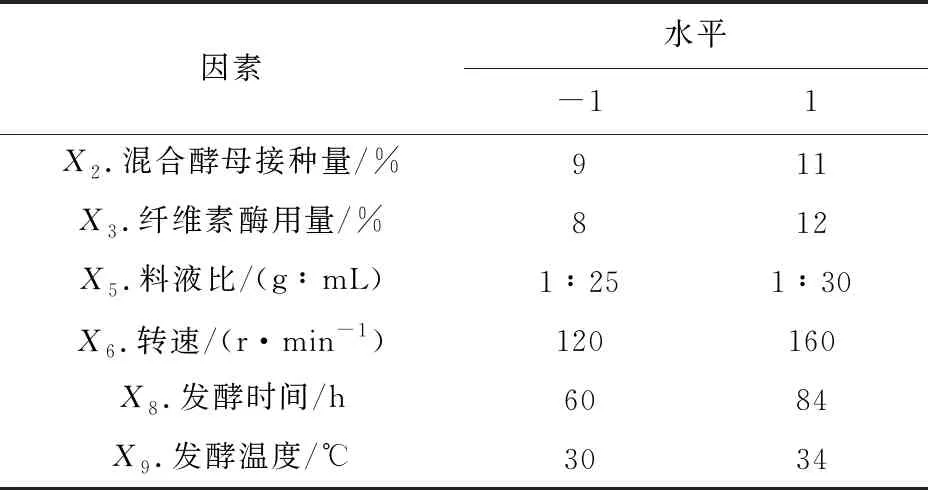
表1 PB实验的因素与水平
2 结果与讨论
2.1 葡萄糖和乙醇的标准曲线(图1)
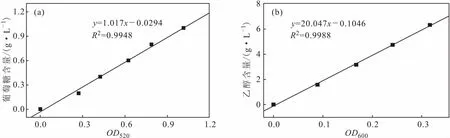
图1 葡萄糖(a)和乙醇(b)的标准曲线
对图1曲线进行拟合,得葡萄糖和乙醇的线性回归方程分别为:y=1.017x-0.0294(R2=0.9948),y=20.047x-0.1046(R2=0.9988)。表明,葡萄糖含量在0~1.2 g·L-1范围内、乙醇含量在0~7 g·L-1范围内与吸光度线性关系良好。
2.2 预处理方式对纤维素含量的影响(图2)
从图2可以看出,对于不同目数的芦苇秸秆,采用添加尿素的混合碱液(NaOH∶尿素=3.85∶1)预处理后的纤维素含量均明显高于采用单一碱液(NaOH)的;其中60目芦苇秸秆用混合碱液(NaOH∶尿素=3.85∶1)预处理后,纤维素含量达到60.7%。因此,确定采用混合碱液(NaOH∶尿素=3.85∶1)对60目芦苇秸秆进行预处理。
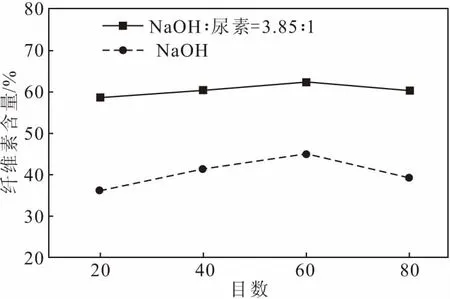
图2 预处理方式对纤维素含量的影响
2.3 单一酵母发酵和混合酵母发酵效果对比(图3)
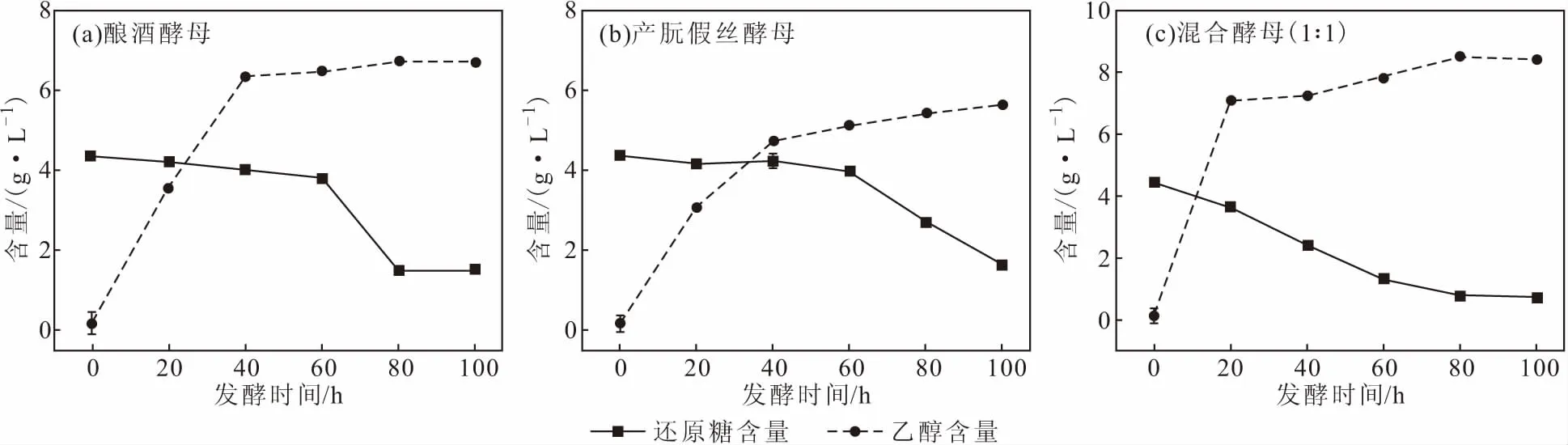
图3 单一酵母发酵和混合酵母发酵效果对比
从图3可以看出,混合酵母(1∶1)发酵时的乙醇含量明显高于单一酵母发酵,比酿酒酵母和产朊假丝酵母发酵时的乙醇含量分别提高了28.76%和42.78%。表明,芦苇秸秆混合酵母发酵可以有效提高乙醇含量。因此,确定采用芦苇秸秆混合酵母发酵制备乙醇。
2.4 混合酵母配比对乙醇含量的影响
当酿酒酵母与产朊假丝酵母配比分别为1∶1、2∶3、3∶2、4∶1、1∶4时,发酵液中乙醇含量分别为7.24 g·L-1、8.17 g·L-1、9.05 g·L-1、8.92 g·L-1、6.17 g·L-1。其中,在酿酒酵母与产朊假丝酵母配比为3∶2时,乙醇含量最高。因此,确定混合酵母最优配比为3∶2。
2.5 最优制备工艺
2.5.1 单因素实验结果(图4)
从图4a可以看出,随着混合酵母接种量的增加,乙醇含量先快速升高后趋于稳定;在混合酵母接种量为10%时,乙醇含量达到最高。因此,混合酵母接种量以10%较为适宜。
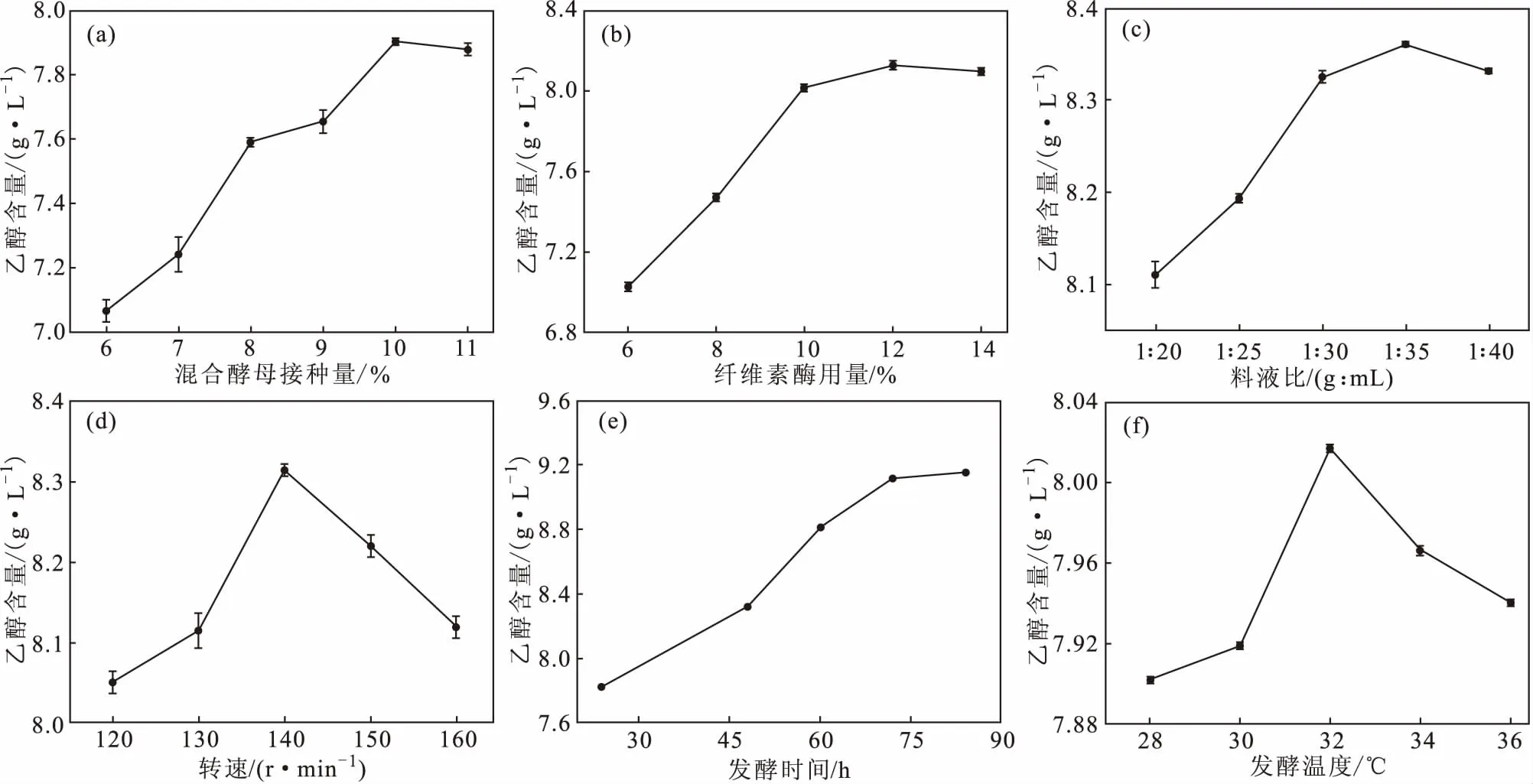
图4 单因素实验结果
从图4b可以看出,随着纤维素酶用量的增加,乙醇含量快速升高;当纤维素酶用量超过10%后,乙醇含量升速趋缓。综合考虑成本等因素,纤维素酶用量以12%较为适宜。
从图4c可以看出,随着料液比的减小,即柠檬酸-柠檬酸钠缓冲溶液用量的增加,乙醇含量呈先升高后降低的趋势。可能是因为,柠檬酸-柠檬酸钠缓冲溶液用量较少时,发酵液中酵母菌的密度较大,抑制了酵母菌的生长,乙醇含量较低;当含水量超过35%(料液比为1∶35)时,由于柠檬酸-柠檬酸钠缓冲溶液用量过多造成发酵液中酵母菌浓度降低,且发酵液体积大容易染菌、酵母菌与还原糖接触的概率降低等原因导致乙醇含量下降。因此,料液比以1∶35较为适宜。
从图4d可以看出,随着转速的增大,乙醇含量呈先升高后降低的趋势;在转速为140 r·min-1时,乙醇含量达到最高,为8.32 g·L-1。这是因为,在一定范围内转速的增大为发酵提供了更多的溶氧,为纤维素酶和芦苇秸秆的充分接触提供了有利条件,也为培养基提供了更多的溶氧,促进了酵母菌的生长,进而积累了更多的乙醇。因此,转速以140 r·min-1较为适宜。
从图4e可以看出,随着发酵时间的延长,乙醇含量不断升高;当发酵时间超过72 h后,乙醇含量趋于稳定,可能是因为还原糖被完全消耗。因此,发酵时间以72 h较为适宜。
从图4f可以看出,随着发酵温度的升高,乙醇含量呈先升高后降低的趋势;在发酵温度为32 ℃时,乙醇含量达到最高,为8.02 g·L-1。这是因为,发酵温度较低时,酵母菌活性低,且纤维素酶糖化速率慢,导致糖供给不足影响了乙醇含量;虽然在较高的发酵温度下,纤维素酶能更有效地促进芦苇秸秆纤维素糖化,但会影响酵母菌活性。因此,发酵温度以32 ℃较为适宜。
2.5.2 PB实验结果
PB实验设计与结果见表2,结果分析见表3。
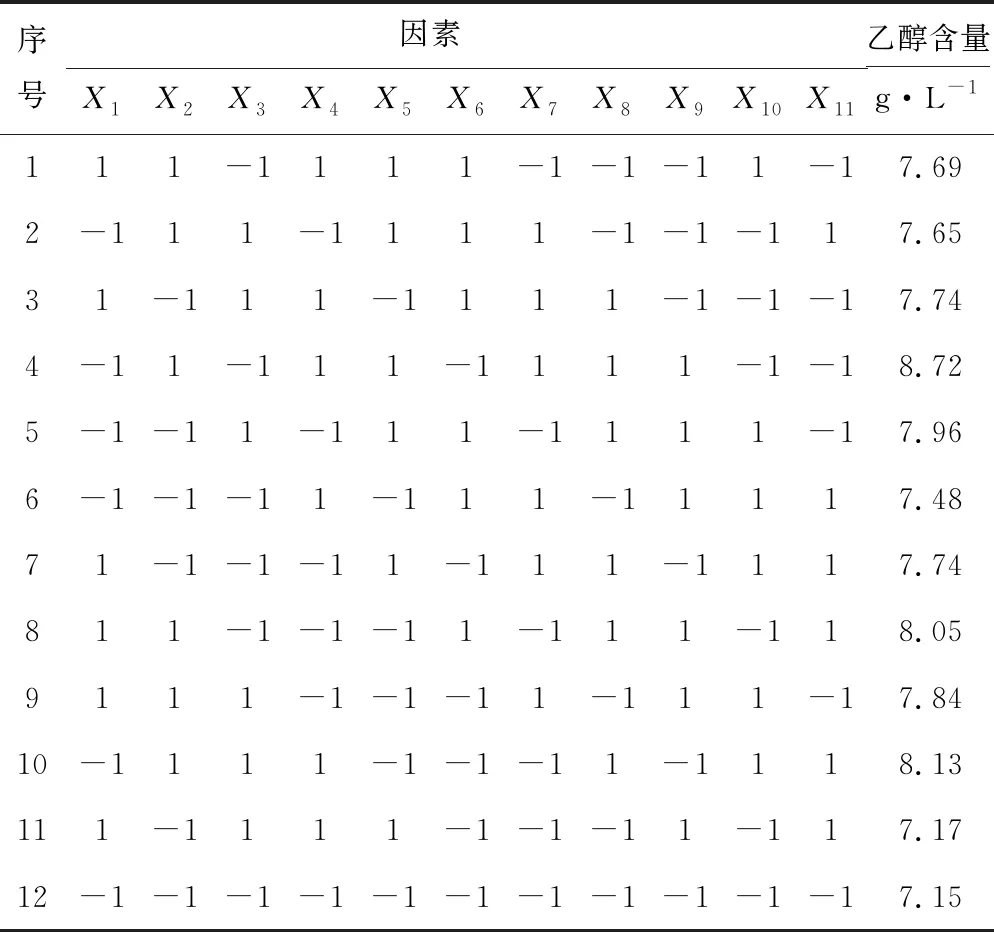
表2 PB实验设计与结果
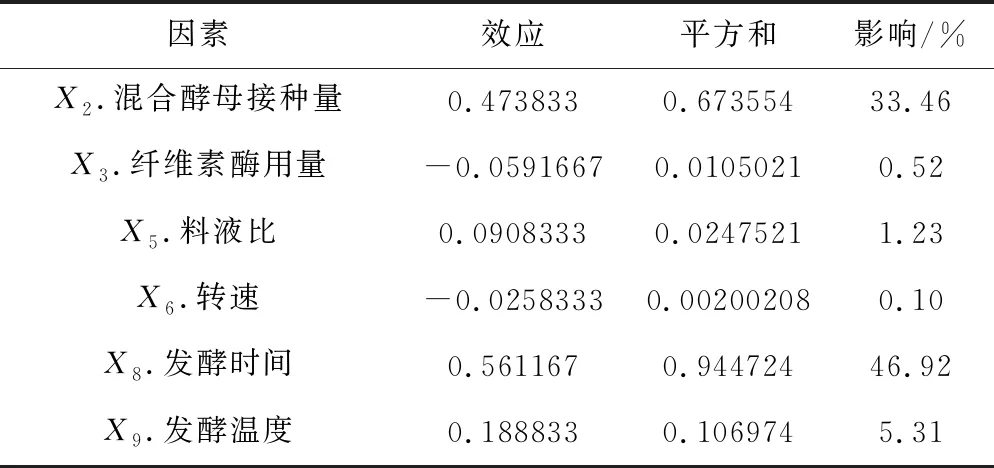
表3 PB实验结果分析
从表2、表3可以看出,6个因素对乙醇含量影响的大小顺序为:发酵时间>混合酵母接种量>发酵温度>料液比>纤维素酶用量>转速;其中发酵时间、混合酵母接种量和发酵温度对乙醇含量的影响较大,且这3个因素对乙醇含量的影响均呈正效应,效应大小顺序为:发酵时间>混合酵母接种量>发酵温度。
2.5.3 最陡爬坡实验结果
采用最陡爬坡实验快速获得最大乙醇含量区域,有效建立响应面拟合方程。最陡爬坡实验设计与结果见表4。
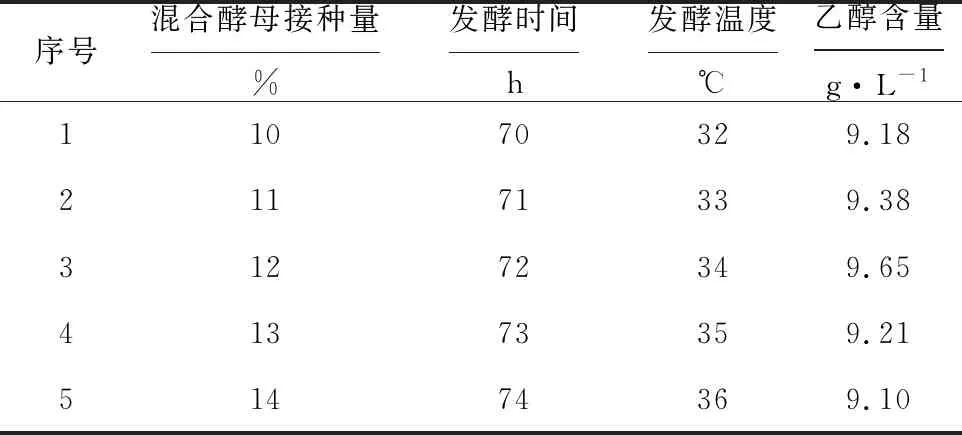
表4 最陡爬坡实验设计与结果
从表4可以看出,当混合酵母接种量为12%、发酵时间为72 h、发酵温度为34 ℃时,乙醇含量达到最高,为9.65 g·L-1。
2.5.4 响应面实验结果
在PB实验的基础上,以最陡爬坡实验确定的混合酵母接种量12%、发酵时间72 h、发酵温度34 ℃作为中心点,采用Box-Behnken设计响应面实验,因素与水平见表5,结果见6,方差分析见表7。
用Design-Expert软件对响应面实验结果进行二次多项回归拟合,得回归方程为:Y=-2345.18306+37.28339A+57.22313B+4.95892C+0.10856AB-0.12215AC+0.027879BC-1.84015A2-0.41166B2-0.082820C2。
从表7可以看出,模型F值为22.64,P值为0.000 2,表明模型有效;模型预测复相关系数R2为0.990 6,精密度为46.981,表明模型数据可信度和精确度高,适应性好,分析结果较为可靠;一次项A对乙醇含量影响显著,二次项A2、B2和C2对乙醇含量影响极显著。
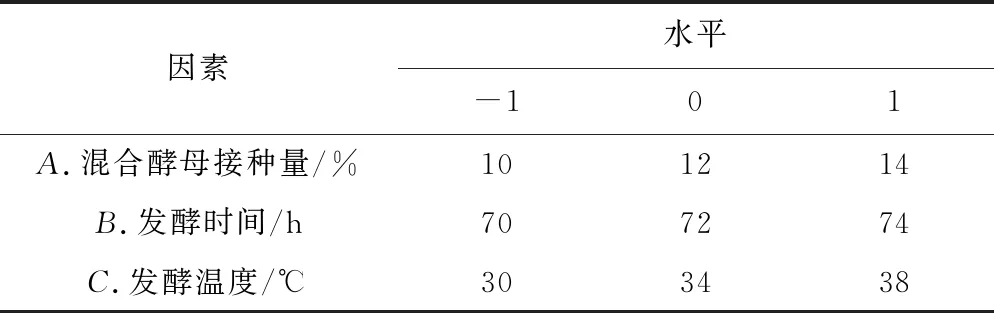
表5 响应面实验的因素与水平
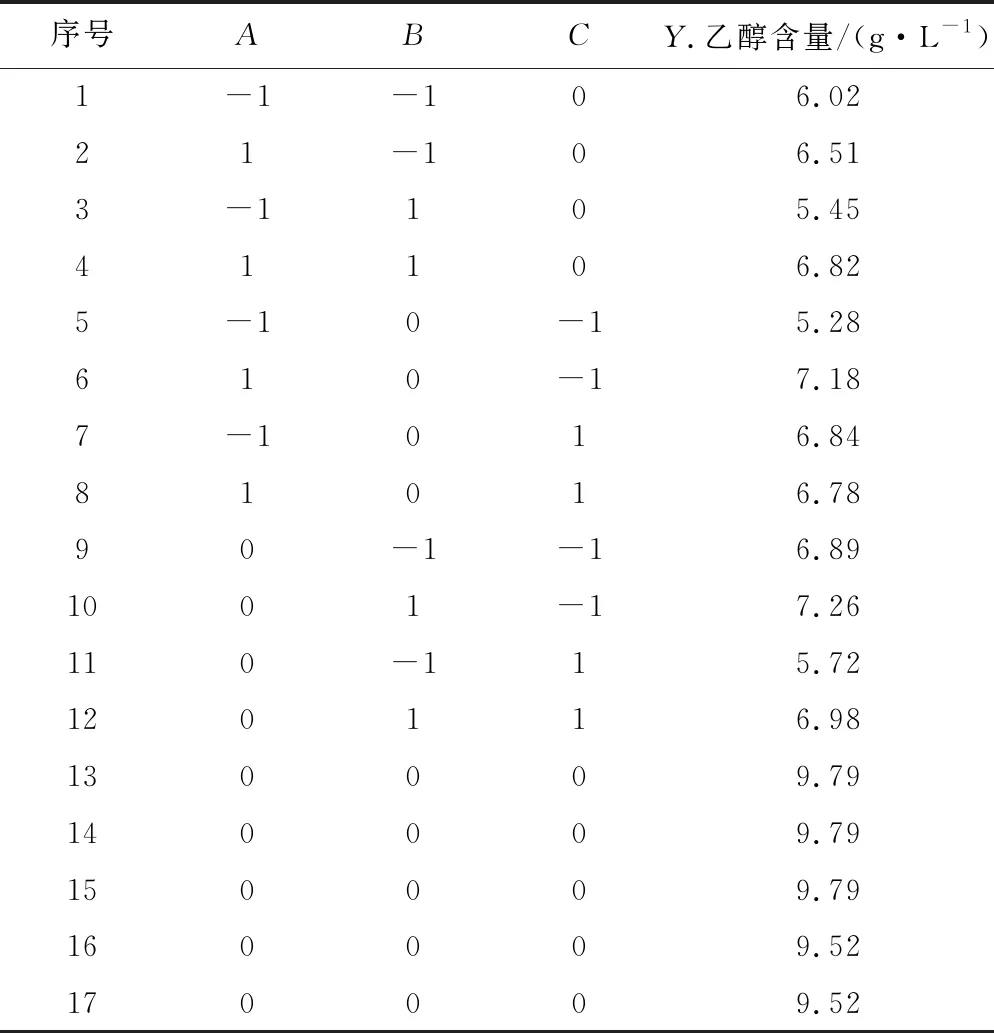
表6 响应面实验结果
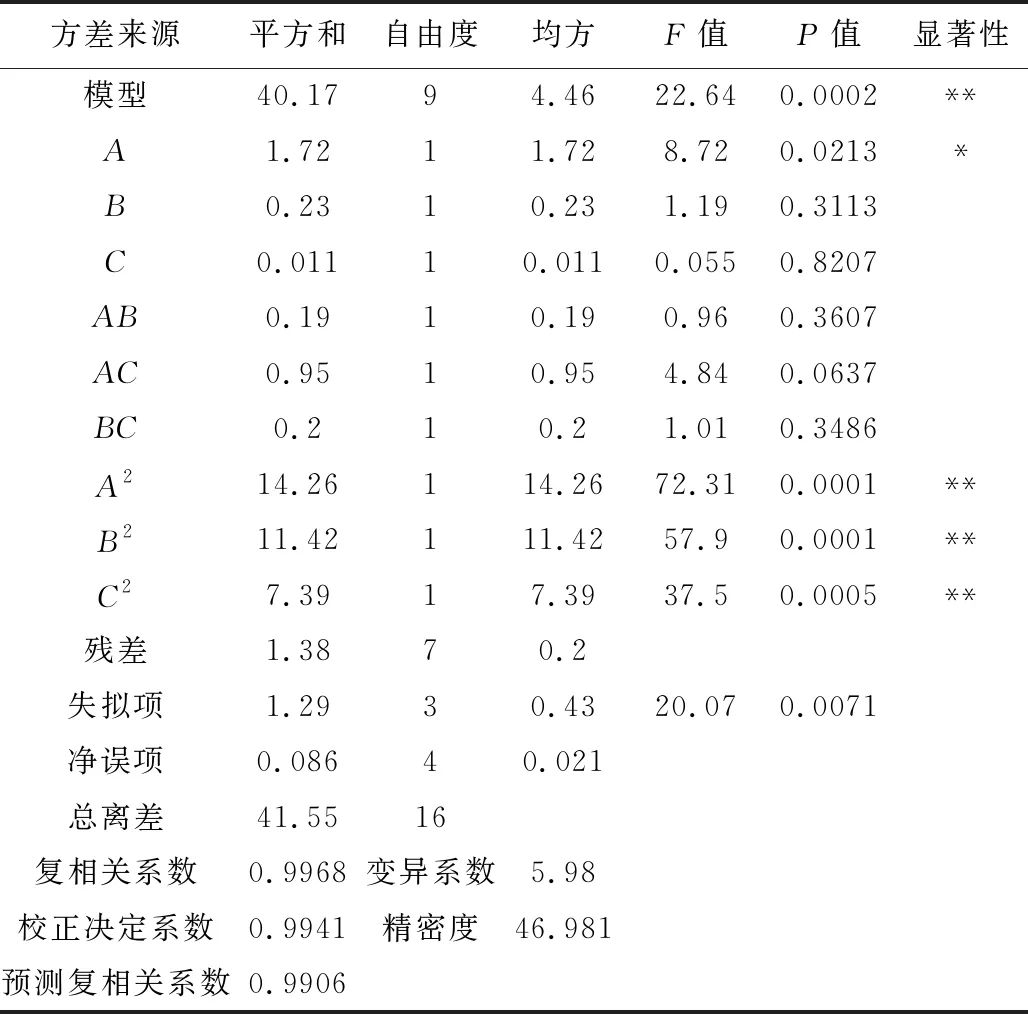
表7 方差分析
2.5.5 响应面分析
响应面图和等高线图显示每个变量对响应值的影响,可以直观反映各因素之间的交互作用。混合酵母接种量、发酵时间、发酵温度等3个因素交互作用的响应面图和等高线图如图5所示。
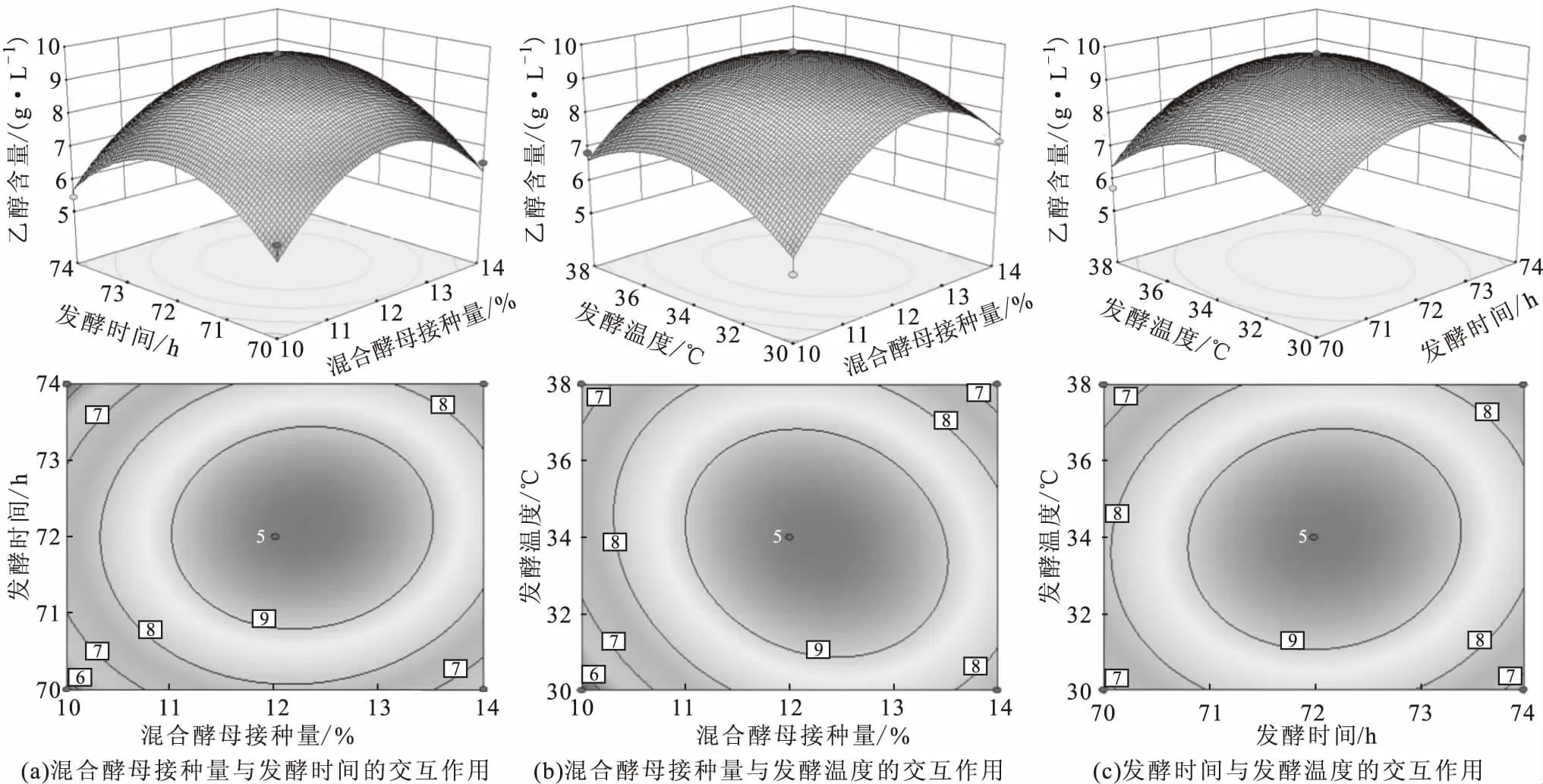
图5 各因素交互作用对乙醇含量影响的响应面图和等高线图
从图5可以看出,各等高线图中心呈椭圆形,表明混合酵母接种量与发酵时间、混合酵母接种量与发酵温度、发酵时间与发酵温度之间交互作用明显;同时,响应面图开口朝下,表明乙醇含量和3个因素之间呈抛物线关系。
通过响应面分析得到芦苇秸秆混合发酵制备乙醇的最优条件为:混合酵母接种量12.27%、发酵温度33.86 ℃、发酵时间72.12 h。考虑实际操作情况,确定最优条件为:混合碱液(NaOH∶尿素=3.85∶1)预处理60目芦苇秸秆、酿酒酵母与产朊假丝酵母配比3∶2、混合酵母接种量12%、发酵温度34 ℃、纤维素酶用量12%、转速140 r·min-1、料液比1∶35(g∶mL)、发酵时间72 h、pH值4.8。
2.5.6 验证实验
在最优工艺条件下进行5组平行实验,得到乙醇含量平均值为9.81 g·L-1,与理论值偏差小于1%,符合预测范围。因此,该模型可用于优化芦苇秸秆混合发酵制备乙醇的工艺。
3 结论
以芦苇秸秆为原料,利用混合碱液对其进行预处理促进秸秆纤维素糖化,在单因素实验的基础上,通过Plackett-Burman(PB)实验、最陡爬坡实验和响应面实验确定了混合酵母发酵制备乙醇的最优工艺为:混合碱液(NaOH∶尿素=3.85∶1)预处理60目芦苇秸秆、酿酒酵母与产朊假丝酵母配比3∶2、混合酵母接种量12%、发酵温度34 ℃、纤维素酶用量12%、转速140 r·min-1、料液比1∶35(g∶mL)、发酵时间72 h、pH值4.8,在此条件下,乙醇含量达到9.81 g·L-1。