Ti75合金激光焊接接头的组织及力学性能
2021-02-22曹守启刘婉荣冯杰才
曹守启,何 鑫,刘婉荣,冯杰才
(1.上海海洋大学 工程学院,上海 201306;2.上海锐戎激光焊接技术有限公司, 上海 201306)
海洋在国家经济发展全局中的地位和作用日益突出,意味着对船舶材料的工艺与性能要求不断提高。钛合金具有强度高、耐热性高和耐蚀性强等特点,广泛应用于船舶制造领域[1-3],焊接是其主要的连接工艺。然而,钛合金对焊接工艺要求较高,焊接接头易出现应力集中、组织不均匀等现象,成为影响焊接接头质量的重要因素[4-6]。相对于其他焊接方式,激光焊接具有能量集中、速度稳定、焊后接头美观等优点,可在海洋工程装备中推广使用[7]。
Ti75合金是一种具有中等强度、耐腐蚀、高韧性等特点的新型材料,可在船舶建造过程中大范围使用,在提升船舶各方面性能上拥有较好的前景[8]。现有的激光焊接接头组织研究都是针对其他钛合金材料,针对Ti75合金激光焊接接头组织及力学性能研究的不多。王维新等[9]对GTi70与TC4异种钛合金材料激光焊缝组织与性能进行了分析,结果表明,脉冲激光焊缝热影响区较窄,母材损伤小,焊缝强度与塑性优于连续激光焊缝。李文杰等[10]对Ti75合金的焊接工艺进行系统的研究,通过焊接参数调试及优化,获得了接头综合力学性能良好,强度和韧性超过母材水平的焊接接头。奚泉等[11]对Ti75合金TIG焊接头力学性能进行研究,结果表明,Ti75合金焊接接头的抗拉强度与母材相近,接头表现出良好的塑性。Wang等[12]针对TC4钛合金焊接接头,对其组织、力学性能和键合机理进行了研究和探讨。Kumar等[13]研究了脉冲激光焊接中钛合金热输入对组织和力学性能的影响。探究Ti75合金激光焊接热输入量对焊接接头组织及力学性能的变化规律,对提高钛合金加工工艺具有一定指导意义。
本文采用10 kW的连续光纤激光器对3 mm厚的Ti75合金板进行了激光焊接,研究了激光焊接接头的组织变化情况及其力学性能,为该合金的激光焊接工艺提供一定的参考标准。
1 实验设备及方法
实验材料为Ti75合金,尺寸为200.0 mm×100.0 mm×3.0 mm,表1为材料的化学成分组成,表2为材料的力学性能。

表1 实验材料的化学成分(质量分数/%)

表2 实验材料的力学性能
依据《GBT 19867.4-2008激光焊接工艺规程》,针对3 mm厚的Ti75合金板,采用10 kW的连续光纤激光器进行了激光对接焊。焊接前先把待焊接部位用打磨机和砂纸打磨平整,再用酒精擦拭待焊接部位,待其挥发后进行试验。试验采用KUKA机器人激光焊接系统,如图1所示。其中KUKA机器人由光纤激光器、机械臂、冷却装置等系统组成。激光器为IPG公司生产,焊接激光头聚焦焦距为382 mm。
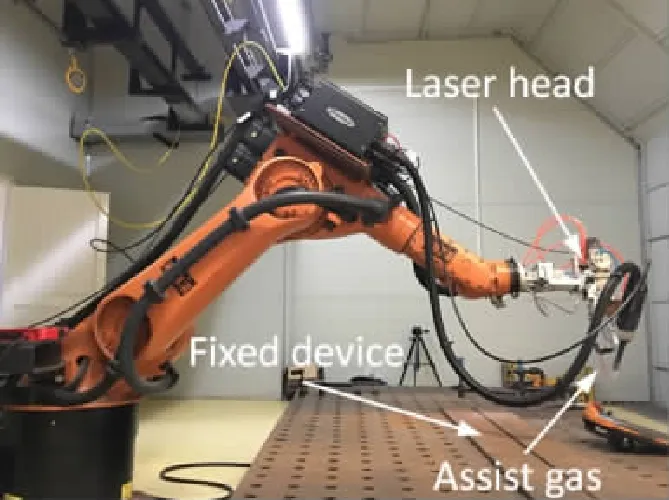
图1 KUKA机器人激光焊接系统
实验中保持焊接速度不变,通过调整激光功率得到不同的热输入量,在此基础上进行焊接实验,实验中所使用的激光焊接工艺参数如表3所示。控制激光器的功率分别为2.7、3.0、3.1和3.3 kW, 分别标号为1#, 2#, 3#, 4#。由式(1)可得,保持焊接速度为2.4 mm/s不变,可得到激光功率在2.7 kW到3.3 kW所对应的热输入为67.5、75.0、77.5和82.5 J/mm。由于试件在焊接过程中与空气接触容易发生氧化反应,所以整个焊接过程中试件的正反面皆采用惰性气体进行保护,选用气体为99.9%氩气,控制氩气的流量在20 min/L左右。

表3 Ti75合金的焊接参数
(1)
式中:E为热输入量;P为激光功率;v为焊接速度。
实验结束后,对焊接接头试样进行机械抛光,再采用体积分数为4.0%的硝酸乙醇溶液进行化学腐蚀,之后进行接头组织观察;按图2所示,将焊接后的Ti75合金板加工成标准拉伸试样,进行拉伸性能测试;选取焊接接头较好的试件,在试件接头上表面1/3处进行显微硬度测试。
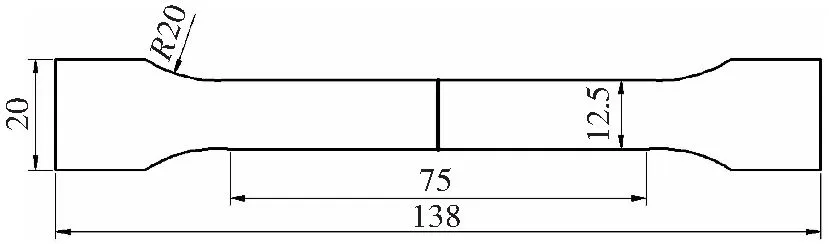
图2 拉伸试样的尺寸(单位:mm)
2 实验结果和分析
2.1 接头的外观形状
在4种不同大小的激光输入能量下,得到焊接接头外观形状如图3所示,从图3可以看出,在热输入量从67.5提高到82.5 J/mm时,所有试件的焊接接头完全被熔透,且接头大部分呈现银白色,小部分出现淡黄色,说明焊缝氧化程度低。焊接接头连续未出现明显的缺陷,成型美观。
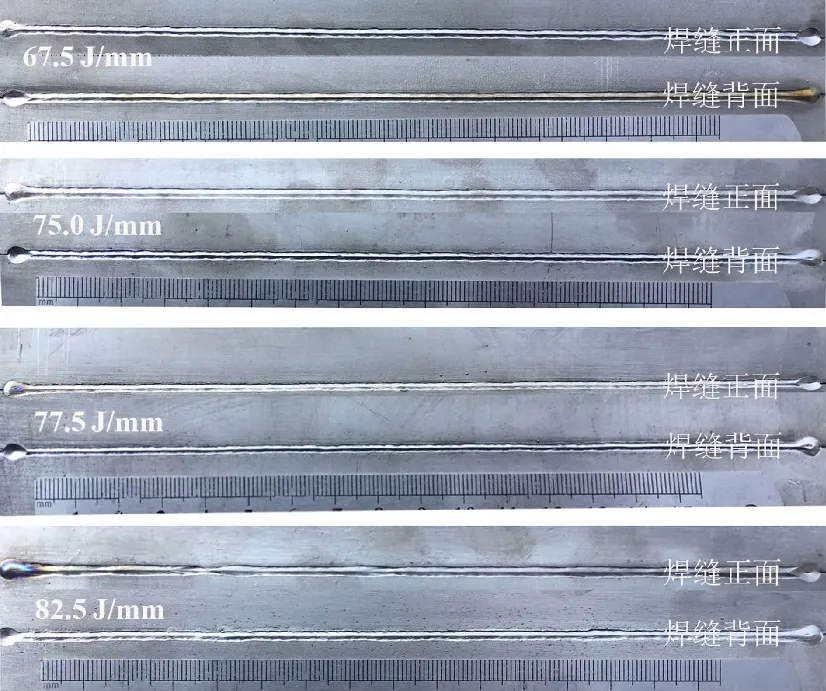
图3 不同热输入下接头外观形貌
将焊缝沿着横截面切开,由图4可以看出,在不同激光功率下,焊接接头形状分为3个不同的部分,焊缝区(WS)、熔合线区(FL)和热影响区(HAZ)。WS是钛合金试件在热输入下变成液体又凝结成固体的部位,HAZ是指在焊接热循环作用下,焊缝两侧的材料还未熔化成液体,但由于热量作用发生明显的组织和性能变化的部位。
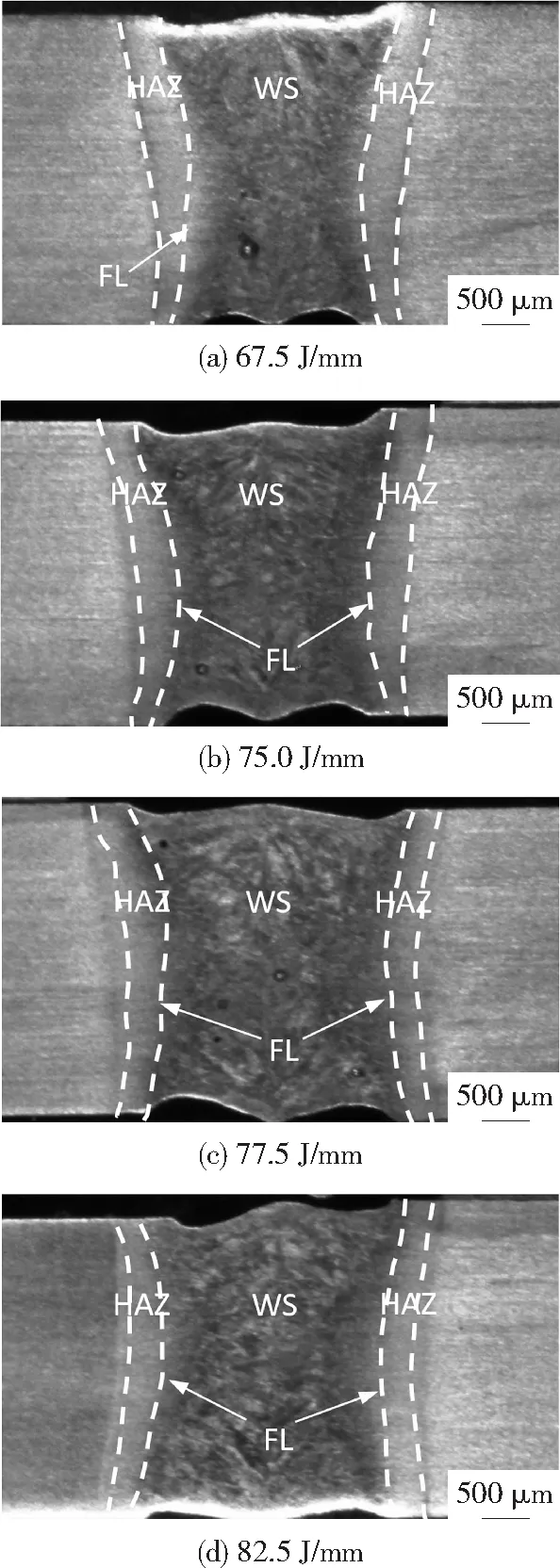
图4 不同热输入下接头形貌
在焊接的过程中,钛合金表面的少量材料受热输入的作用发生气化脱离,这些材料的瞬间气化会产生一个作用力作用在试件上,同时,钛合金试件由于热输入作用也会发生液化,产生熔融的液体。随着热输入逐渐增大,钛合金试件发生气化的现象逐步明显,产生的作用力也会逐渐增大,当这些作用力大于钛合金液体向其周围施加的力时,会挤压钛合金液体向周围运动,从而接头表面产生了一些凹陷[14]。当激光束产生的能量达到一定值时,这些能量能够击穿材料形成气孔,受热量影响产生的金属气体会随之向上和向下迸发,从而在这两个地方造成变形。随着激光能量进一步增加,达到77.5和82.5 J/mm时,此时由于过多的能量摄入,大部分激光能量可以透过整块钛合金板,直至焊接样品的底部,造成焊接部位出现的下塌现象更加明显。
随着热输入的逐渐增大,焊缝的熔宽也逐渐增大,测得4种热输入条件下的熔宽分别是1.90、2.32、2.51和2.85 mm。
2.2 焊缝接头的显微组织
1)母材组织。图5为Ti75合金的原始显微组织,其主要由两种不同形态的α相组成:等轴α相和片状α相。等轴α相和片状α相这两种形态在显微组织中被称为双态组织,在两种α相之间填充了原始β相。即母材显微组织由等轴α相、片状α相以及少量β相组成,纵向条纹形成一种特色的织构组织。

图5 Ti75合金原始组织
2)焊合区。不同热输入下焊合区的显微组织如图6所示,焊合区的组织与母材相比发生了较大的变化,该区域形成了针状等轴α相和β相,并且产生了大量的马氏体组织。发生这一转变是由于激光焊接的过程中,在激光束高强度的功率密度下,原始母材粗大的β晶粒受热发生熔化变形,产生了动态再结晶,从而析出α相,形成了等轴晶粒组织。

图6 Ti75合金焊接接头的显微组织
Ti75合金激光焊接后焊缝中存在大量的马氏体组织,且随着热输入量的增大数量逐渐增多。该组织是由β相转变而来。图6中显示的是焊缝典型组织:马氏体和马氏体条。图中片或针片之间残留的黑色组织为残余β相,大量的粗条状马氏体、马氏体条互相交错,并在交错点处停止生长,表现出交错角形态。观察焊缝中的马氏体,其都在晶界处停止生长,快速冷却过程中形成的马氏体与缓慢冷却过程中形成的α相具有相同的结构,二者的主要区别是马氏体在原晶体中停止生长[15]。
2.3 性能测试及分析
2.3.1 拉伸性能
焊接接头的力学性能和断裂类型如表4所示。在热输入量为67.5、75.0和77.5 J/mm时,拉伸试件的断裂位置均未发生在焊接接头的部位,即焊接接头的抗拉强度高于其他部位;当热输入量上升到82.5 J/mm时,此时的断裂位置发生在焊缝。分析其原因认为,随着激光功率的增加,焊接接头的熔宽逐渐变大,接头缺陷逐渐增加,对接头力学性能造成的影响变大,在拉伸过程中会造成焊缝区域发生断裂。

表4 不同热输入下焊接接头的力学性能
因此,在合理的热输入下得到的Ti75合金焊接接头,断裂位置发生在母材, 接头的力学性能能达到母材标准,满足性能要求。
2.3.2 显微硬度
选取热输入量为75.0 J/mm时的焊接接头进行硬度测试,每隔0.1 mm测试一个数据,得到的横向接头硬度分布如图7所示。接头硬度在母材最低,热影响区的硬度最高,焊合区的硬度比热影响区的略低。Ti75合金母材的硬度平均值为265HV,熔合线附近的硬度值在315HV左右,焊合区的硬度值则在340HV到380HV之间上下波动,没有出现明显的软化现象。

图7 75.0 J/mm热输入量的接头硬度测试结果
分析原因可知,激光焊接的过程从母材到焊缝的组织是连续变化的,材料在热输入下发生了剧烈变形,材料的马氏体含量增加,导致了硬度上升,由于焊合区发生了动态再结晶,强化效果变小。所以硬度值从母材到热影响区呈现上升,到焊缝又呈现一定的下降趋势。
3 结 论
1)在激光功率3 kW、焊接速度2.4 mm/s,离焦量1 mm的工艺参数下,Ti75合金焊接效果较好,且焊接接头性能较高。
2)随着焊接热输入量的增大,焊接接头的熔宽逐渐增加,焊接接头明显分为焊缝(WS)、熔合线(FL)和热影响区(HAZ)。母材为等轴α相和少量β相,纵向织构组织;焊合区发生了动态再结晶,呈现针状等轴α相和原始β相。
3)激光焊接接头在合理的热输入下,拉伸断裂位置位于母材,其抗拉强度为740 MPa左右,满足性能要求。焊接接头的硬度值也高于母材。
