液压系统静密封结构漏油故障分析
2021-02-15祖挥程王舒何磊
祖挥程,王舒,何磊
(国营芜湖机械厂 机电部,安徽 芜湖 241007)
0 引言
液压系统的执行部件液压缸主要用来完成往复直线运动,控制执行相关动作。液压缸在往复运动较长时间后会在活塞杆端部出现渗油,渗油严重时甚至会导致液压系统泄压。一般渗油部位为静密封配合[1]。飞机在高空飞行过程中,液压缸在低温环境下易出现该故障。目前国内外研究主要集中在密封圈有限元理论分析,研究结果显示:无油压作用时,当压缩量增大、间隙减小时,密封圈的各应力随之增大;在不同压力载荷下,密封圈存在一个最优的压缩量,既能有效密封,又可使密封圈本体尽可能小、改善应力疲劳。但试验验证相关的研究较少,对实际工作指导性差。
本研究通过理论计算分析,不同尺寸O形密封圈制造,低温试验验证等方式,提出漏油故障直接原因和有效改进措施,以解决液压缸漏油问题,提高飞行安全水平,为防止类似现象重复发生提供重要依据[2]。
1 漏油故障因素分析
对液压缸在试验台上进行常温密封性试验,在高压下保持3 min、静压保持 2 h,未发现渗漏油现象(图1a)。为进一步验证故障现象,模拟工作中极端环境,对液压缸进行低温试验,在−55 ℃环境中,高压下保持 3 min、静压保持 2 h,检查产品密封性,发现液压缸后端衬套密封处出现不同程度油液聚集现象,故障复现(图1b)。

图1 密封性试验结果Fig.1 Sealing test results
1.1 密封原理分析
液压缸主要由活塞杆、衬套、筒体、滑块、接管嘴和帽盖等组成。当对液压缸进油管嘴供压时,在油压作用下,活塞杆收缩进液压缸;当对液压缸放出管嘴供压时,活塞杆在油压作用下放出。液压缸渗漏部位密封结构见图2,A处密封圈用于活塞杆处活动密封,B处为后端筒体处静密封。此次渗油是液压缸内部油液通过静密封部位B后渗漏至外部,此处密封圈为O型密封圈。

图2 密封结构图Fig.2 Seal structure drawing
1.2 密封圈分析
O型密封圈装入密封槽后,其截面因承受接触压缩应力而产生弹性形变,对接触面产生一定的不均匀的初始接触密封压力。即使没有介质压力或者压力很小,密封圈靠自身弹力作用也能实现密封。当容腔内充入有压力的介质后,在压力作用下,密封圈沿作用力方向移动,移向低压端,并改变其截面形状,填充和封闭密封间隙[3]。此时,作用于密封副耦合面的接触压力上升,并大大增强密封效果,实现无泄漏密封。这种靠介质本身压力来改变密封圈接触状态,使之实现密封的性质,称为自密封作用。实践证明,这种自密封可以起到很好的防泄漏作用[4]。
密封圈在密封使用过程属于静密封形式,密封过程见图3。
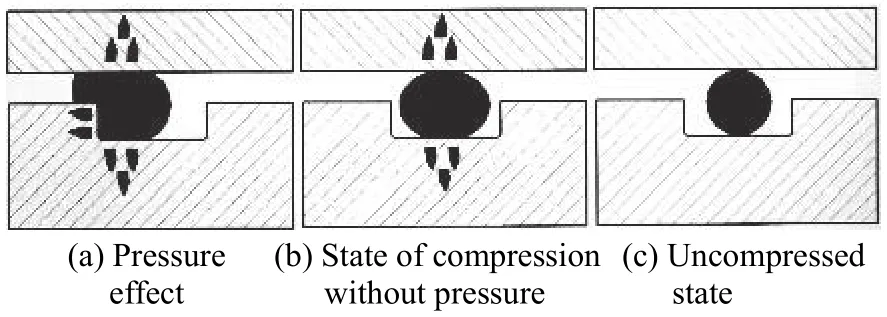
图3 密封示意图Fig.3 Seal diagram
在温度为−55 ℃时,丁腈橡胶含电负性较强的腈基(-CN),故耐热性较好,而低温性、弹性较差。此时密封圈主要靠对轴的抱紧力进行密封,若密封圈截面压缩后与外筒内壁平齐,橡胶低温收缩后与轴存在间隙[5],导致出现漏油现象。
对液压缸进一步分解检查发现,外筒、衬套零件表面状态良好,无毛刺、划伤等现象,A处密封圈及氟塑料圈未发现有剪切、扭曲的现象,B处衬套固定部位密封圈无扭曲、剪切等损伤,排除密封圈、筒体缺陷及安装不当因素影响。对各种可能的原因列出故障树,如图4所示。
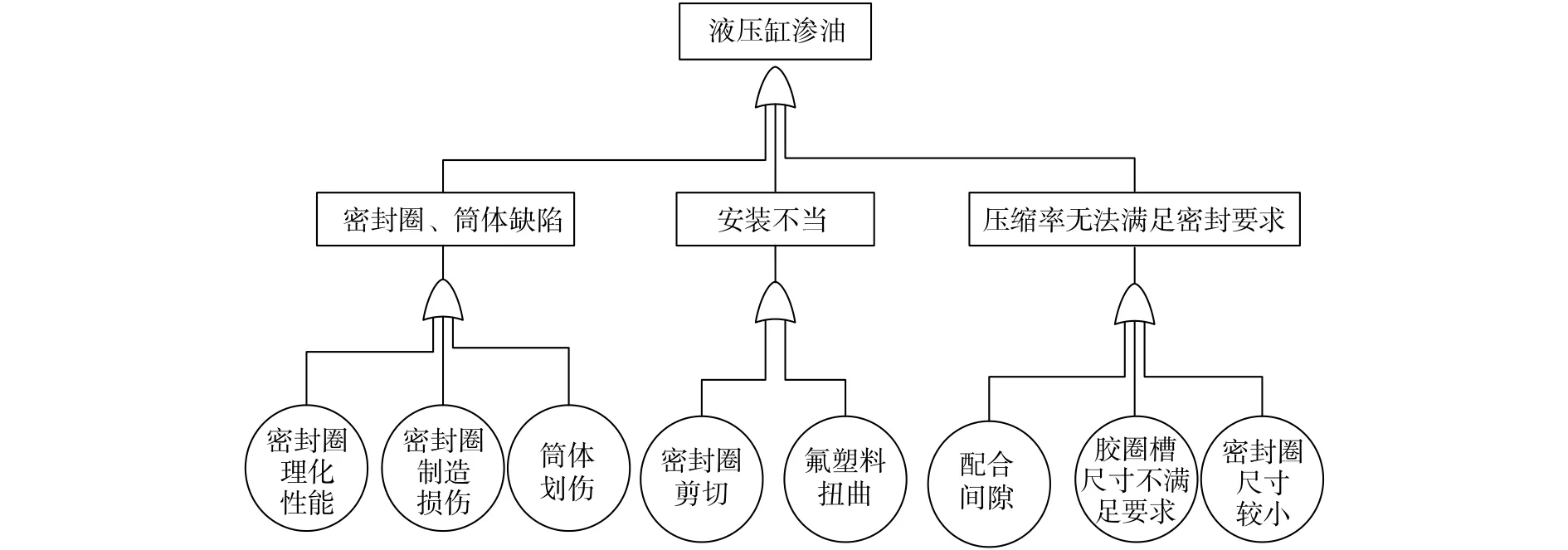
图4 故障树分析Fig.4 Fault tree analysis
因此,O型密封圈密封效果的影响因素主要包括压缩率、槽宽、密封圈硬度。压缩率是指完成装配后密封圈被压缩的程度,槽宽是指密封圈压缩时横向可容纳的空间,密封圈硬度较大时变形和低温收缩均较小[6]。
1.3 压缩率计算
经查HB/Z 4—1995《O型密封圈及密封结构的设计要求》中相关要求,密封结构的密封性是由密封圈与被密封表面间的接触压力(压缩)来达到的。正确的计算与选择压缩率是保证密封性的重要因素[7]。同时,根据密封性质选择不同的压缩率,详见表1。

表1 压缩率分布表Table 1 Compressibility distribution table %
为保证密封性能,密封圈一般都有拉伸变形。密封圈的拉伸率为:

式中:D1为槽的公称直径,D为密封圈的公称内径,d为密封圈的截面公称直径。
密封圈在拉伸变形后,截面直径d在径向方向减小,呈椭圆形(图5),压缩率Y为:

图5 轴沟槽密封形式Fig.5 Shaft groove sealing form

式中:r为椭圆短轴与槽深的差值,h为槽深,b为椭圆短轴。
椭圆的长短轴可按式(3)、式(4)计算。

对图2中B处渗漏部位的密封圈压缩率进行检查,根据压缩率公式计算截面直径d及对应的压缩率Y(表2)。

表2 密封圈截面直径与压缩率Table 2 Sealing ring cross section diameter d and compression rate
若是考虑孔、轴的配合偏差,截面直径3.5 mm密封圈的实际压缩率仅是16.90%(装配同心位置,如有不同心,其局部压缩率减小[8])。按航空工业标准要求固定密封压缩率为18%~22%,截面直径为3.5 mm的压缩率密封性较差,而故障产品该部位密封圈截面直径多为3.5~3.6 mm,密封性能较差。而截面直径为3.7 mm的密封圈压缩率较好,且密封性能较好,因此通过增大O形橡胶密封圈截面直径可有效提高低温压缩率,进而改进漏油故障。
1.4 密封槽宽度
密封槽的宽度非常重要,密封槽太宽,则限制不了保护圈的倾斜,失去保护作用且会增加空行程;密封槽太窄,则会产生很大的摩擦力。根据HB/Z 4—1995,密封圈的理论槽宽Bt计算公式为:

式中,K为槽宽系数。取K=1.2,d=3.6 mm时,理论槽宽Bt=4.4 mm。
实际允许槽宽B为:

式中,W为氟塑料圈宽度,L为密封圈与槽侧隙。取W=1.0 mm,L=0.3~0.6 mm,计算得B=5.7~6.0 mm。
现衬套密封槽宽为6.2 mm,比允许槽宽B大0.2~0.5 mm,密封圈槽的宽度较宽,密封效果较差,因此需要增大密封圈压缩率(通过加大密封圈截面直径实现)。
根据以上压缩率和槽宽计算可知,截面直径3.5、3.6 mm对应压缩率的密封效果不理想,实际槽宽比设计标准大0.2~0.5 mm会进一步降低密封圈压缩率,密封效果进一步下降。
1.5 密封圈硬度分析
测量失效密封圈和新密封圈的橡胶国际硬度分别为IRHD 74、76,两种密封圈硬度基本相同,经查询相关标准可知,该硬度值符合标准要求[9]。
2 密封圈有限元仿真分析
在安装O形橡胶密封圈时,密封圈的接触应力不足会导致密封失效,接触应力过大将造成表面裂纹,引起深层次的破裂。通过对密封圈不同压缩量的应力分析,可为密封改进提供理论支撑。
密封圈材料为丁腈橡胶,采用Mooney-Rivlin模型构建材料参数,其中,丁腈橡胶弹性模量E为14 MPa,泊松比μ为 0.499。根据对称性,三维密封圈有限元模型可简化为二维平面有限元模型[10](图6)。

图6 平面有限元模型Fig.6 Plane finite element model
由于密封圈槽以及活塞杆的材料硬度远高于密封圈,因此不考虑其形变,设定其为解析刚体[11]。完全固定密封圈槽,使活塞杆向下位移,直至二者间隙达到规定极值0.015 mm,分析此时密封圈应力。
选取密封圈截面直径分别为3.5、3.6、3.7、3.8 mm进行应力分析,不同压缩量下密封圈内部Von Mises应力呈哑铃状(图7)。根据有限元分析结果可知,截面直径越大,内部等效应力σ、接触压应力p越大,密封圈的密封效果越好[12](图8)。

图7 有限元仿真分析结果Fig.7 Finite element simulation analysis results

图8 等效应力和接触压应力对比Fig.8 Comparison of equivalent stress and contact compressive stress
3 试验验证
选取8件截面直径为3.7~3.8 mm的密封圈安装于作动筒,密封圈外径为44.9~45.2 mm、内径为37.4~37.6 mm,并进行低温密封性试验、常温密封性试验、磨合试验。
在环境和工作液初始温度处于−(60±3) ℃,以液体柱H=2 m向液压作动筒的2个管嘴供给压力,并在压力状态下保持3 h,检查外部密封性。试验如图9所示。

图9 低温试验Fig.9 Low temperature
常温试验:在 27.4 MPa 压力下保持 3 min,在19.6 kPa 压力下保持 2 h,均未发现渗漏油现象。
磨合试验:利用试验台进行磨合,磨合时供(27.4±0.49) MPa压力,使活塞杆组件完成 100 次双行程,每经25次循环,将活塞杆组件旋转90°,检查外部密封性和分解检查情况。
通过以上试验,均未发现渗漏现象。
4 结论
1) 液压缸低温渗油故障原因是O形橡胶密封圈截面直径为3.5、3.6 mm时,尺寸偏下限。
2) 截面直径为3.7 mm的O形橡胶密封圈密封性能较好,通过增大O形橡胶密封圈截面直径可有效提高低温下压缩率,进而改进漏油故障。
3)低温环境下密封圈收缩率大于金属结构,导致密封圈压缩率不足,密封圈与外筒间出现间隙,引起渗漏。