大型自吸气和充气式浮选机联合配置技术在低品位铜矿回收中的研究与应用
2021-02-05刘春龙李志平吴双桥
刘春龙,陈 东,李志平,吴双桥
1黑龙江多宝山铜业股份有限公司 黑龙江黑河 161416
2矿冶科技集团有限公司矿物加工科学与技术国家重点实验室 北京 100160
3紫金矿业集团股份有限公司 福建上杭 364200
铜矿石是主要的大宗金属矿产,世界上90%的铜矿石需要经过选矿过程,而这90%的铜矿中有 80% 采用浮选法进行铜回收[1]。经济发展对铜需求的日益增加,铜矿山的处理规模也随之增加。但目前,铜品位不断下降,禀赋恶化,难于回收的粗、细粒级铜矿物占比增加等问题日益突出,铜矿的回收效果亟需新技术支撑[2]。
为改善铜矿物中粗、细粒级矿物的回收效果,许多学者开展了大量研究工作[3],如采用对粗粒级捕收效果较好的捕收剂,加强矿物与气泡的附着强度,减小脱落概率;针对细粒级矿物回收问题,采用多段磨矿,减少泥化,同时加强搅拌,强化矿物与气泡的碰撞黏附概率等。可以说,提高粗、细粒级铜矿物的回收效果成为研究的热点问题[4]。
浮选机是实现浮选过程的核心装备。在低品位铜矿资源规模开发过程中,大型高效浮选设备一直起到关键作用。在某种意义上,浮选设备大型化的过程,就是伴随着铜、钼矿等低品位资源规模开发的过程[5]。因此,浮选设备技术的进步对于提高低品位铜矿资源的高效开发意义重大。目前大型浮选机有充气式浮选机和自吸气浮选机两大类,在世界范围内都实现了广泛应用。充气式浮选机和自吸气浮选机的结构、原理不同,对矿物分选各有优势。以往,铜浮选厂浮选作业一般采用单一类型的浮选机配置,即单一采用自吸气浮选机的浮选作业或者单一采用充气式浮选机的浮选作业。在设备技术研究方面,主要是希望通过单一类型设备的技术改进,同时改善两种粒度的分选效果[6]。由于粗、细颗粒矿物所需流体动力学特征的差异性,上述探索往往难以达到理想效果。
近些年,FLSmidth 公司提出了 MixedRow 技术,开始探索充气式浮选机和自吸气浮选机在同一浮选作业中的联合使用,以期实现更好的分选指标,为采用联合配置技术改善铜矿物的分选效果给予了很好的启示。近 20 年来,我国在充气式和自吸气浮选机技术研究和应用中取得了显著成就,我国 95% 以上的铜矿山使用了我国自主开发的浮选机设备技术。就大型充气式浮选机而言,全球最大的 680 m3充气式浮选机已经在江西铜业的德兴铜矿实现工程化[7]。在大型自吸气浮选机方面,也开发了 130、200、320 m3等系列大型自吸气浮选机[8-9]。上述研究成果,为我国开展联合配置技术,改善铜矿粗、细粒级回收效果的研究和应用奠定了基础。
紫金矿业多宝山铜矿是我国近年来改扩建的含铜、钼的大型低品位斑岩型铜矿,同时综合回收伴生的金、银等多种有用元素。在开采过程中,铜矿品位降低,难选粗、细粒级,氧化矿等问题日益突出。因此,在多宝山铜矿扩建过程中,研究了大型自吸气和充气式浮选机联合配置技术在改善铜矿分选方面的作用,并率先实现了目前容积最大的 320 m3自吸气浮选机的工程应用,取得了良好的分选指标。
1 大型自吸气和充气式浮选机联合配置技术
自吸气浮选机和充气式浮选机结构分别如图 1、2 所示。自吸气浮选机主要由叶轮、定子、竖筒、分散罩、导流筒、假底、槽体和驱动装置等组成。叶轮和定子系统位于浮选设备的上部区域,叶轮的旋转不仅具有搅拌矿浆的作用,还实现了自吸空气。充气式浮选机主要由叶轮、定子、槽体、驱动装置等组成。充气式浮选机需要外加气源,通过浮选机的中空轴向槽体注入浮选所需要的空气。不难看出,自吸气浮选机和充气式浮选机具有显著的差异,这些差异性使其各具优势。典型的自吸气和充气式浮选机联合配置流程如图 3 所示。自吸气和充气式浮选机在作业中的位置和数量根据铜矿物的特点而灵活配置。
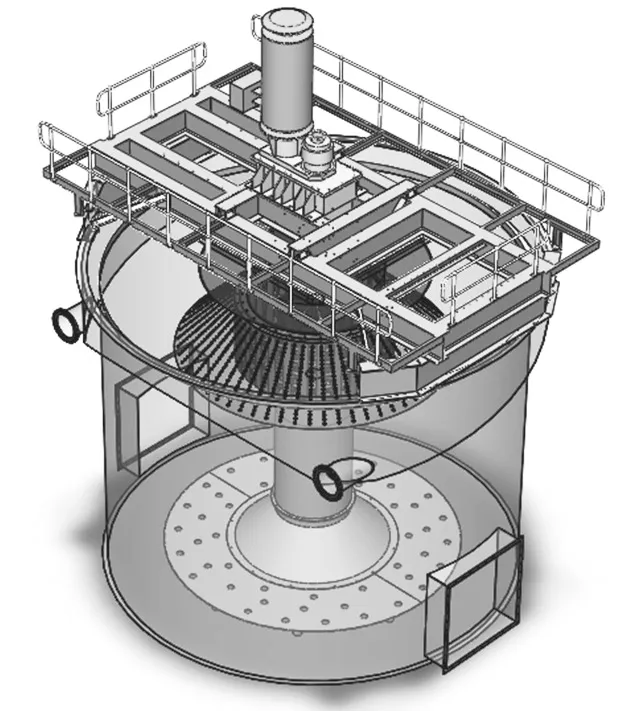
图1 自吸气浮选机Fig.1 Self-induced flotation cell
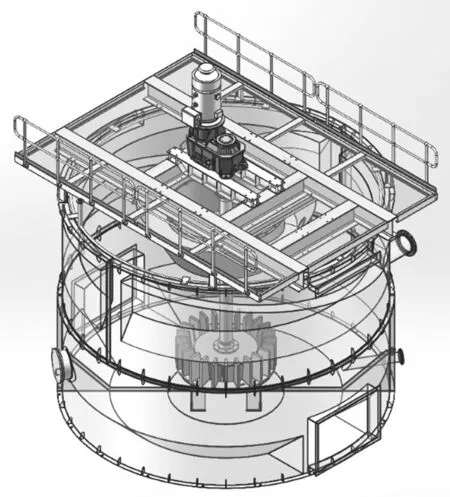
图2 充气式浮选机Fig.2 Pneumatic flotation cell
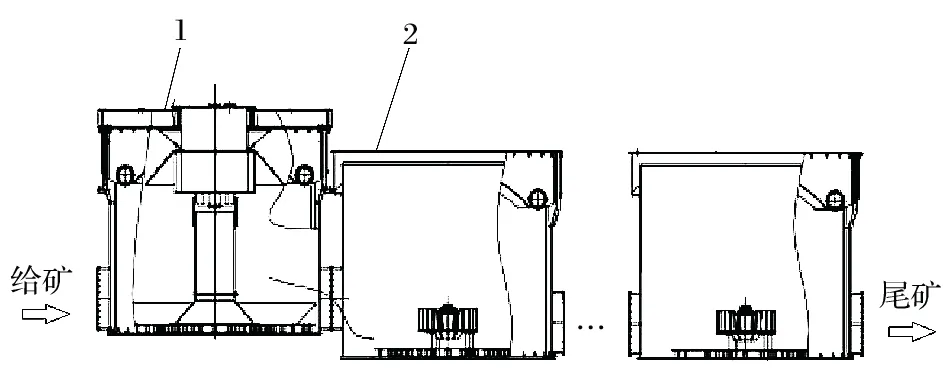
图3 联合配置技术Fig.3 Joint configuration technology
1.1 运输区结构特征联合配置
运输区是浮选机主要的动力学分区。在浮选机大型化过程中,由于槽体高度的增加,运输区延长,矿物颗粒黏附后上浮的距离明显增长,导致矿物颗粒的脱落概率增加。粗、重颗粒的回收率相对降低是大型浮选机分选铜矿物的难题之一。大型浮选机动力学分区特性对于改善粗、细颗粒的分选效果具有重要意义。研究表明,对于大型浮选机而言,提高动力学分区中运输区的高度可以改善粗粒矿物的回收效果。运输区结构特征的差异性使得联合配置技术有助于促进粗颗粒矿物的高效回收。自吸气浮选机叶轮处于浮选机的上部区域,典型的充气式浮选机处于槽体的下部区域,其运输区结构特征分别如图 4、5 所示。联合配置技术利用自吸气浮选机运输区高、距离短的特征提升系统粗粒矿物的回收效果,充气式浮选机则重点回收常规粒级矿物。
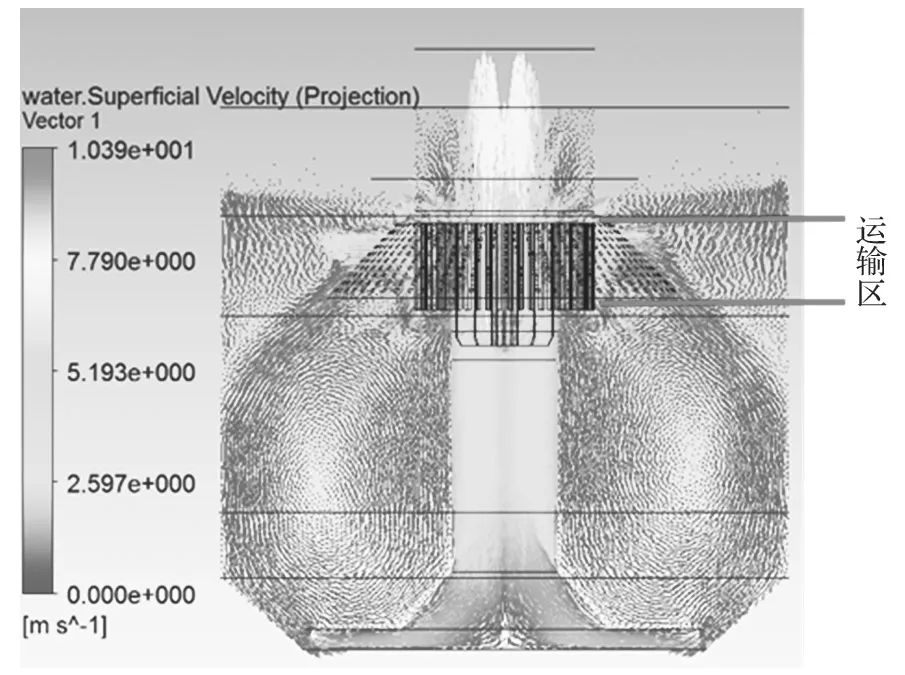
图4 自吸气浮选机运输区Fig.4 Transport zone of self-induced flotation cell
1.2 气泡特征参数联合配置
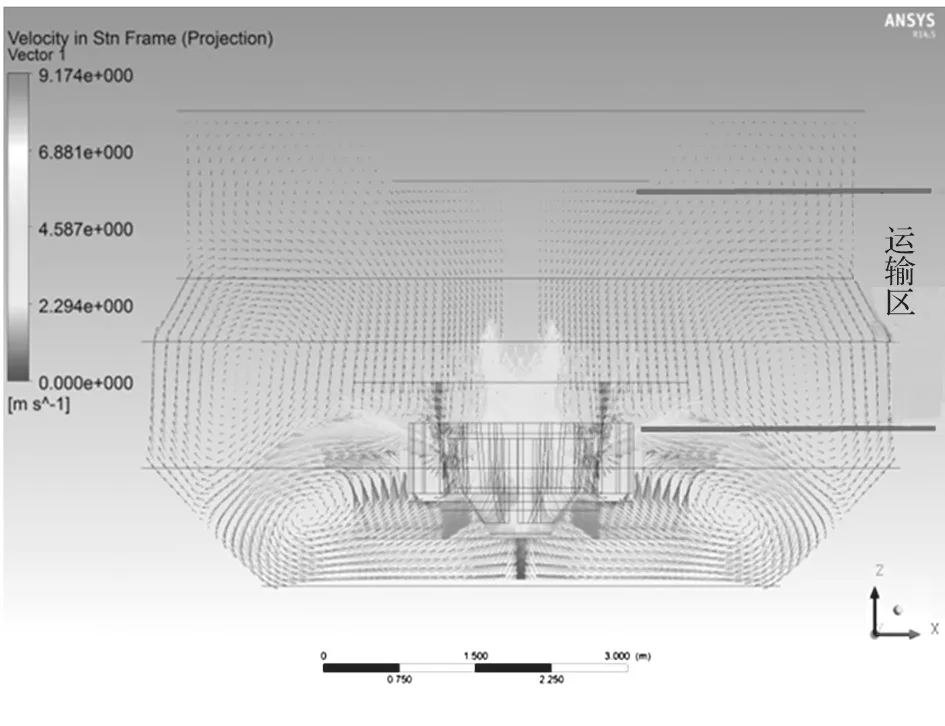
图5 大型充气式浮选机运输区Fig.5 Transport zone of pneumatic flotation cell
气泡大小及其分布特征对于矿物颗粒的回收效率有着重要影响。不同尺寸的颗粒需要适宜的气泡直径来实现高效回收。图 6 给出了自吸气和充气式浮选机气泡直径分布特点。自吸气浮选机由于搅拌强度高,气泡直径分布较集中,整体气泡直径较小;而充气式浮选机生成气泡范围广,气泡平均直径稍大。联合配置技术利用 2 种浮选机气泡直径分布的差异性,拓宽了气泡直径分布,有助于提升全粒级矿物的回收效率。
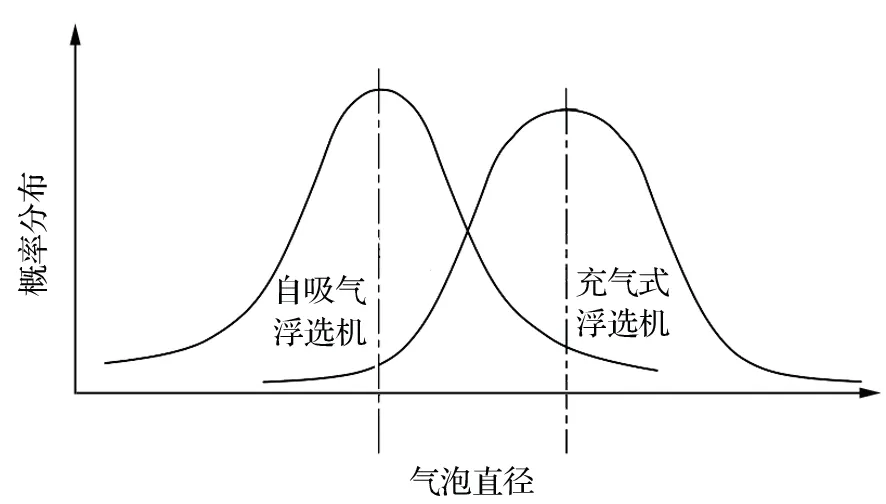
图6 2 种浮选机气泡直径特征Fig.6 Diameter characteristics of bubble in two types of flotation cell
1.3 搅拌强度联合配置
叶轮和定子系统可以说是浮选机的核心,矿浆泵吸、颗粒悬浮、气泡生成乃至碰撞黏附等等都依赖于叶轮和定子系统。矿物的粒度一般呈正态分布特征,不同粒径颗粒所需的流体动力学特征如湍流强度是有差异性的,甚至是矛盾的。粗粒矿物分选希望槽内湍流强度低,减少颗粒动能以便黏附,同时保证黏附后脱落概率小;而细粒矿物则要求浮选机内搅拌强度大,湍动能和湍流耗散率大,细粒矿物通过获得较大的动能,突破黏附过程中的能垒。自吸气浮选机单机装机功率高,运行中搅拌强度大,加之搅拌系统位于槽体上部区域,搅拌区相对集中,所以有助于细粒矿物回收;而充气式浮选机搅拌强度适中,对于常规粒级矿物回收效果好。联合配置技术利用自吸气浮选机和充气式浮选机搅拌强度的不同以及搅拌区特征的差异化配置,改善浮选系统细粒级矿物的回收。
1.4 泡沫回收技术联合配置
泡沫快速回收是实现矿物高效分选的基础。如前所述,自吸气浮选机和充气式浮选机在结构上是有显著差异的。充气式浮选机的上部结构简单,结构所占据的浮选机泡沫区域较小;而自吸气浮选机上部结构相对复杂,特别是为实现空气卷吸过程的竖筒结构,占据了较多的泡沫面积。因此,大型自吸气和充气式浮选机的泡沫快速回收技术是有差异的。大型充气式浮选机以环形泡沫槽为主体 (见图 7,图中L为泡沫长度,v为泡沫速度),根据泡沫负载率辅以径向泡沫槽,利用结构特征增加内推泡锥,强化泡沫的快速迁移。大型自吸气浮选机以径向泡沫槽为主体 (见图8),径向泡沫槽长短配置,均匀分布;不同长度的径向泡沫槽使得每个径向泡沫槽覆盖的泡沫区相当;径向泡沫槽和周向泡沫槽沿半径方向从中心向外,溢流堰高度逐渐降低,适应泡沫表层的高差。联合配置技术结合自吸气和充气式浮选机各自泡沫快速回收技术的特点,在浮选系统中差异化地采用不同的泡沫快速回收技术,以实现泡沫回收效率的最大化。

图7 大型充气式浮选机的泡沫槽复合配置技术Fig.7 Bubble launder composite configuration technology of large-scale pneumatic flotation cell

图8 大型充气式浮选机的泡沫槽多梯度复合配置技术Fig.8 Bubble launder multi-gradient composite configuration technology of large-scale pneumatic flotation cell
2 联合配置技术工业试验研究
2.1 流程简介
多宝山铜钼矿是我国大型低品位、斑岩型铜矿。二期项目处理矿石约 5.5 万 t/d,分为两个系列。每个系列采用粗扫选、9 台套 320 m3大型浮选机组成的工艺联合配置技术,其中粗选Ⅰ为大型自吸气浮选机,精选则采用 8 台套 50 m3浮选机。浮选工艺流程如图9 所示,联合配置技术的现场应用如图 10 所示。
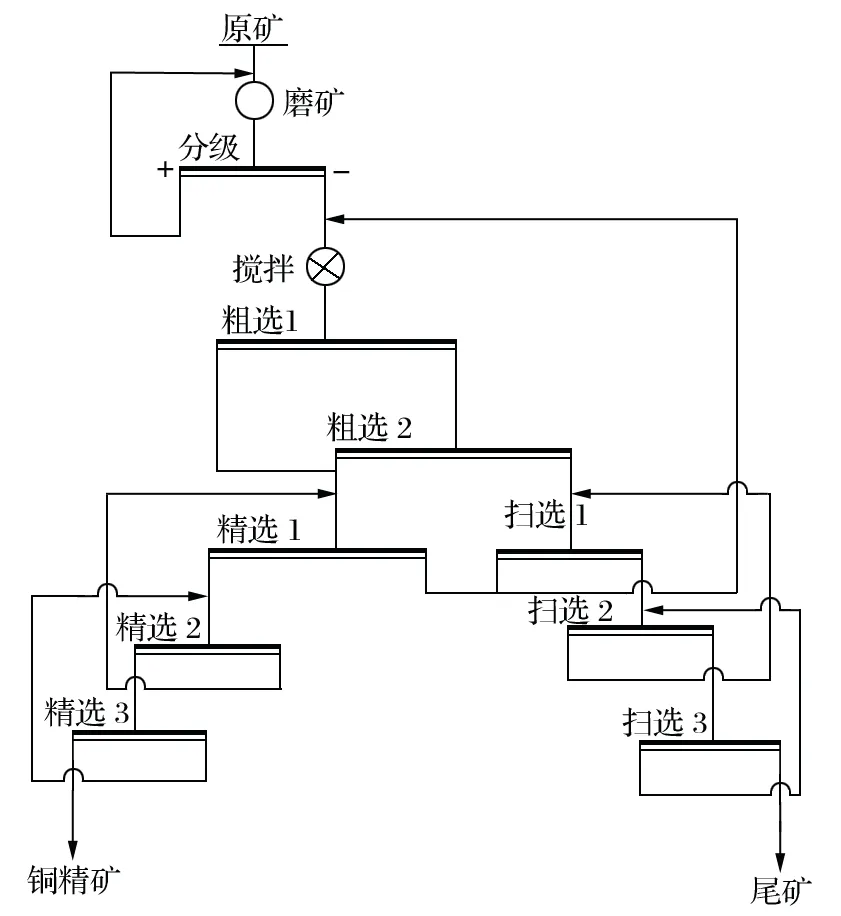
图9 浮选工艺流程Fig.9 Flotation process
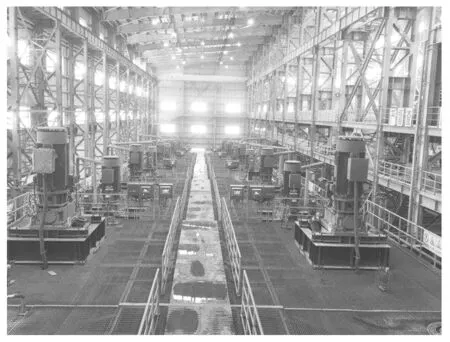
图10 联合配置技术的现场应用Fig.10 Field application of joint configuration technology
2.2 分选指标
多宝山铜矿二期项目自试生产以来,很快达到了设计指标,在原矿品位 0.4% 左右情况下,铜回收率达到 88%,自吸气浮选机作为粗选Ⅰ作业,其回收率超过 25%,各指标如表 1 所列。
粗选Ⅰ精矿和粗精矿 (粗选Ⅰ+粗选Ⅱ精矿) 筛析结果如表 2 所列。在粗选Ⅰ精矿与粗精矿的各粒级组成中,均为随着粒级变细,铜品位升高,说明粗粒级铜矿物解离度较低,而细粒级铜矿物则解离度相对较高。粗选Ⅰ精矿中粗粒级 +0.074 mm 的产率45.00%,高于粗精矿中的产率 40.50%;粗选Ⅰ精矿的 -0.038 mm 粒级金属占有率 54.42%,高于粗精矿中 50.66%。这说明在铜回收过程中充分发挥了自吸气浮选机与充气式浮选机的优势,实现了优势互补,强化了对整体粒级铜矿物的回收。
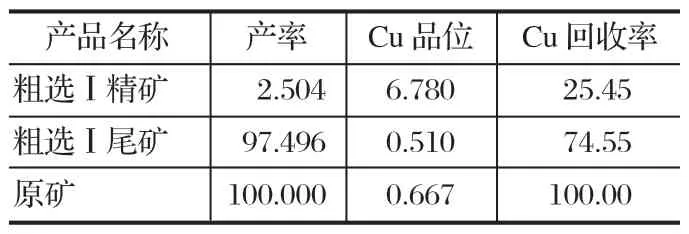
表1 粗选Ⅰ作业回收率Tab.1 Recovery ratio of primary flotationⅠ %
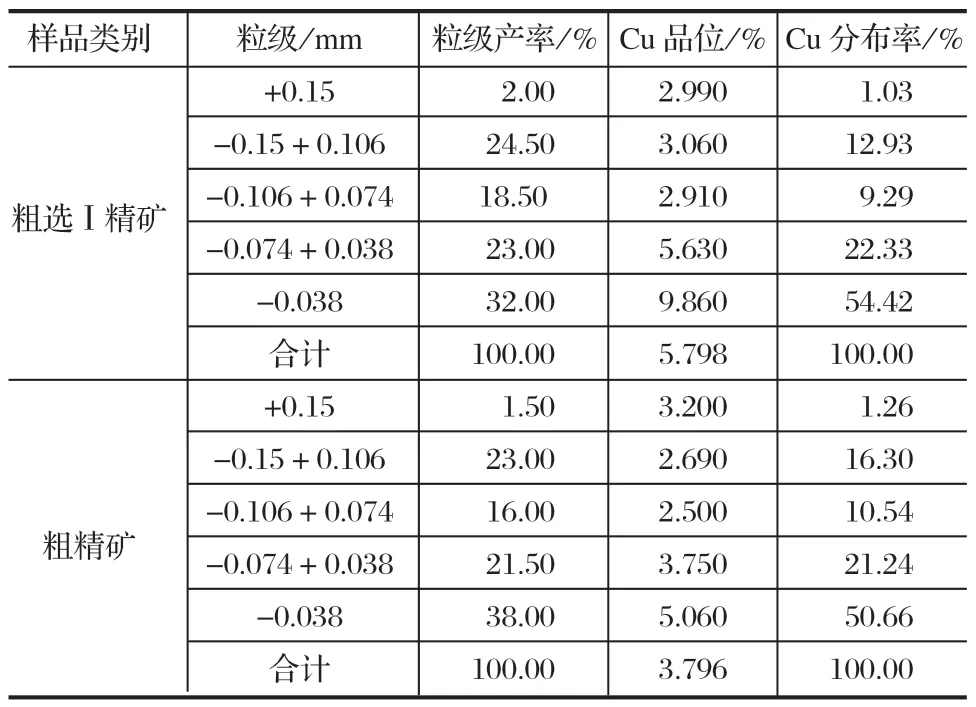
表2 粗选精矿筛析结果Tab.2 Sieving analysis results of concentrate from primary flotation
3 结论
我国多宝山铜钼矿二期项目首次实现了大型充气式和自吸气浮选机浮选流程的联合配置,同时实现了容积 320 m3自吸气浮选机的首次工程应用。联合配置技术利用不同机型浮选动力学分区的差异性,改善分选效果。自吸气浮选机矿化气泡上升距离短,在改善粗粒回收的同时,搅拌强度高,可改善细粒回收;充气式浮选机重点回收常规粒级。联合配置技术拓宽了气泡直径分布,自吸气浮选机气泡直径分布较集中,整体气泡直径较小;充气式浮选机生成气泡范围广,气泡平均直径稍大,从而实现矿物的全粒级回收强化。实践证明,大型自吸气和充气式浮选机联合配置技术作为新兴的浮选流程配置的技术,可针对不同粒级矿物进行高效回收,实现 2 种类型浮选机的优势互补。
