不同挤压工艺下体育器材用AZ80镁合金性能变化情况分析
2021-02-04崔玉婷
崔玉婷
(宝鸡文理学院,陕西 宝鸡 721013)
与一般行业金属应用情况类似,镁金属及其合金材料因具有重量轻、抗冲击好而逐渐取代传统铝合金材料成为体育器材的首选。镁合金具有形成复杂形状的能力,非常适合加工高尔夫球杆、网球拍和弓箭弓柄等体育器材。同时得益于部分合金材料良好的阻尼效应,镁合金已成为加工自行车架和直列溜冰鞋底盘的最佳候选材料之一。镁及其合金材料加工而成的体育器材能够在使用过程中充分吸收冲击和振动,从而帮助运动员减少能量消耗,充分享受更加稳定、舒适的运动过程。但是,由于镁合金材料具有典型的密排六方结构,导致镁合金的塑性与加工成型工艺难度较大[1]。同时,当前利用镁合金进行产品加工时多采用铸件加工,该基础材料通常缺陷较多导致力学性能不够理想,需要对其进行加工从而获得更加高质量的变形镁合金。
往复挤压是一种较为常见的变形镁合金加工工艺,能够改善一般挤压工艺中镁合金产品塑韧性不足、强度较低等问题[2]。往复挤压工艺与镦粗过程进行结合,能够获得更加细小的镁合金晶粒,较好地消除了一般镁合金铸件原始组织中的缺陷,提升了该类型材料的加工温度范围。当前针对镁合金性能的研究较多,但针对不同挤压工艺下镁合金材料的抗拉强度(Rm)、屈服强度(δs)、断后伸长率(σh)和磨损体积变化规律的实验分析较少[3-5]。为此,本文以体育器材领域应用潜力最大的AZ80镁合金材料进行不同的挤压条件分析,为该类型材料的改性和应用提供实验数据和理论基础。
1 材料与方法
1.1 试验材料与设备
利用中频感应技术对AZ80镁合金铸锭胚料进行处理,得到均匀化处理的试验材料,处理条件为:T=400 ℃、t=12 h[6-7]。试验胚料为棒状坯料,利用EDXRF能量色散X射线荧光光谱分析仪对试验胚料进行分析后,得到试验材料的化学成分(质量分数,%),见表1。

表1 试验材料化学成分 %
对6组Φ49.8 mm×300 mm试验胚料采用两种挤压工艺进行挤压,得到挤压后试样直径为Φ7.5 mm的产品,两种挤压工艺参数见表2。

表2 6组试样挤压工艺参数
1.2 实验方法
利用XLD-1000D立柱型电子万能试验机,采集常规挤压工艺与往复挤压工艺下6组试样室温力学性能,并用SEM对拉伸断口形貌进行扫描。拉伸试样整体呈棒状,外观尺寸为:l∑=120 mm,lbjd=65 mm;d=5 mm;倒角半径R=20 mm[8]。利用MMGS摩擦磨损试验机对室温下各组试样的耐磨损性能进行处理,保持磨轮转速n=250 r/min,相对滑动速度v=90 mm/min;磨损时间t=10 min;磨损载荷为100 N[9]。利用Axio Imager M2M金相显微镜观察试样摩擦磨损后的表面形貌。
2 结果与分析
2.1 挤压工艺对AZ80镁合金力学性能影响
不同挤压工艺下Ⅰ-Ⅵ组试样室温下的力学性能(Rm、δs、σh)如图1所示。由图1中数据可明显看出,利用往复挤压方法得到的产品在三项力学性能指标表现上均优于常规挤压法,即反复挤压工艺下的体育器材用AZ80镁合金力学性能获得了显著提升。

图1 试样力学性能测试结果
常规挤压工艺中,试样Ⅰ的三项力学性能值为最低,Rm=324 MPa、δs=219 MPa、σh=6.8%,此时挤压温度t=330 ℃;随着挤压温度的提升,试样的力学性能值呈先上升后下降的变化趋势,试样Ⅱ在t=360 ℃条件下获得了常规挤压工艺下的最佳力学性能值;其他条件保持不变,挤压温度成为影响该组试样力学性能的最主要因素,不宜过高或过低。反复挤压工艺中,试样Ⅴ的三项力学性能值达到顶峰,Rm=396 MPa、δs=291 MPa、σh=12.8%,此时挤压道次为5次,较常规挤压工艺最低值分别增加了72 MPa、72 MPa、6.0%,较常规挤压工艺最高值分别增加了41 MPa、59 MPa、4.9%;随着挤压道次的增加,试样的力学性能值同样呈现先上升后下降的变化趋势,试样Ⅳ的三项力学性能值为最低值,Rm=368 MPa、δs=24 MPa、σh=9.3%,但仍然高于常规挤压工艺中的最高值;其他条件保持不变,挤压道数成为影响该组试样力学性能的最主要因素,不宜过多或过少。
对两种不同挤压工艺下的试样Ⅰ、Ⅴ进行拉伸试验,利用SEM对室温拉伸试验后的断口形貌进行扫描并观测,得到图2所示对比图。可以明显看出,试样Ⅴ的拉伸断口主要由细小韧窝和少量的撕裂棱组成,并没有试样Ⅰ中的明显韧性断裂与脆性断裂或明显的解理台阶,整体呈现出更为优良的拉伸性能。这与图1所展示的测试结果一致。

图2 试样Ⅰ、Ⅴ拉伸断口形貌SEM照片
2.2 挤压工艺对AZ80镁合金耐磨损性能影响
不同挤压工艺下Ⅰ-Ⅵ组试样室温下的耐磨损性能如图3所示。对于AZ80镁合金而言,磨损试验中磨损体积的减小程度表征材料的耐磨损性能,磨损体积越大则试样的耐磨损性能越差[10]。由图3可知,往复挤压法能够获得明显更低的磨损体积,利用该方法能够显著提升AZ80镁合金加工而成的产品磨损性能。
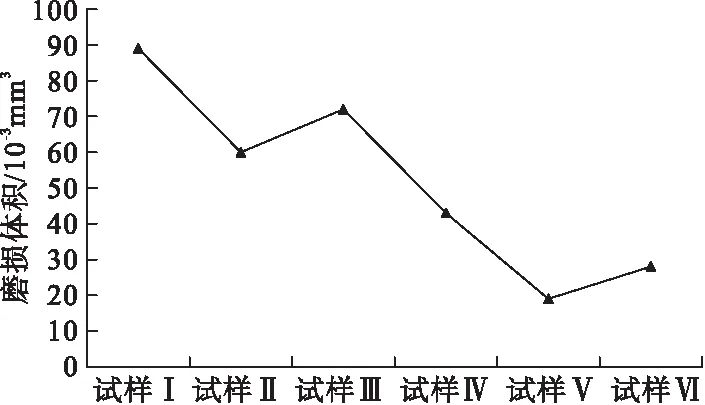
图3 试样耐磨损性能测试结果
常规挤压工艺中,试样Ⅰ的磨损体积值最高,约为89×10-3mm3,此时挤压温度t=330 ℃;随着挤压温度的提升,试样的磨损体积呈现出先下降后升高的趋势,在挤压温度t=360 ℃时达到最低值;保持其他条件不变,温度是影响常规挤压工艺AZ80镁合金耐磨损性能的主要因素。往复挤压工艺中,试样Ⅴ的磨损体积值最低,约为19×10-3mm3,此时挤压道次为5次,较常规挤压工艺的最高值减小了78.6%,较常规挤压工艺下的最小值减小了68.3%;随着挤压道次的增加,试样的磨损体积同样呈现先下降后升高的趋势,试样Ⅳ的磨损体积值最高,约为43×10-3mm3,但仍低于常规挤压工艺中试样Ⅱ的最低值;其他条件保持不变,挤压道次成为影响该组试样磨损体积的最主要因素。
对AZ80镁合金试样Ⅰ、Ⅴ室温摩擦磨损后的表面形貌进行观测,得到图4所示的对比图。由图4可以明显看出,在使用常规挤压工艺条件下试样的表面出现了非常明显的起皮、凹坑,同时磨损情况严重表面呈现出明显的深、粗状磨痕;使用往复挤压工艺条件下试样的外观磨损情况得到了明显改善,表面并未出现明显的起皮、凹坑,同时磨痕明显较试样Ⅰ更浅、更细。这与图3所展示的试验结果一致。
3 结 论
(1)往复挤压工艺与常规挤压工艺相比,能够显著提高AZ80镁合金试样的力学性能值并显著降低试样磨损体积损耗值,Rm、δs、σh最大差值分别可以达到72 MPa、72 MPa、6.0%,磨损体积最大减小率可达78.6%。
(2)常规挤压工艺中,保持其他条件不变,挤压温度t在330~390 ℃AZ80镁合金试样的Rm、δs、σh值均呈现先上升后下降趋势,磨损体积损耗值呈先下降后上升趋势;往复挤压工艺中,保持其他条件不变,挤压道次n在1、5、10条件下AZ80镁合金试样的Rm、δs、σh以及磨损体积损耗值变化趋势与常规挤压工艺相同。
(3)通过本次实验得到了体育器材用AZ80镁合金的最佳挤压工艺与加工条件:挤压道次为5的往复挤压工艺、挤压温度保持360 ℃左右为最佳。
