内燃机车用CAT3516B 柴油发电机组安装工艺研究
2021-02-01卢宝杰
卢宝杰
(青岛地铁集团运营分公司,山东 青岛 26600)
CAT3516B 柴油发电机组由美国卡特比勒公司生产,由于其性能稳定,广泛地用作内燃机车动力装置。柴油发电机组的安装工艺直接决定内燃机车的组装质量,影响后续机车运行的稳定性。通过对机组安装工艺研究,使机组的安装满足各项设计参数要求,提高柴油发电机组的安装质量和工作效率。
1 机组安装结构与技术要求
CAT3516B 柴油发电机组由柴油机、发电机、公共底座和减震器组成,整体重量约为18t,如图1 所示。柴油机组与发电机组通过联轴器对中组装后整体安装在公共底架上,公共底架通过四个减震器与车体底架安装座连接安装。
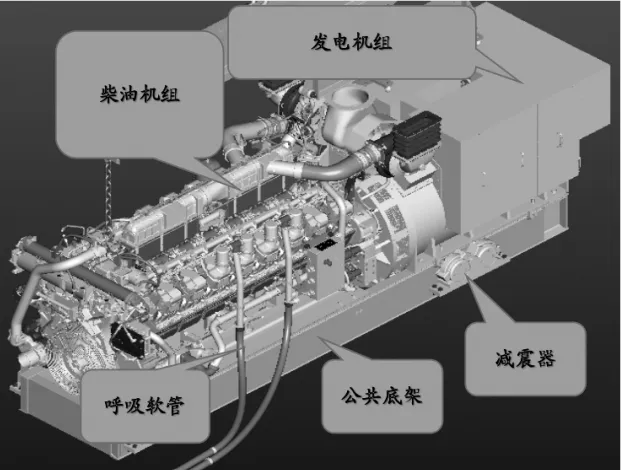
图1 CAT3516B 柴油发电机组
根据设计要求,机组安装后,四个减震器安装座面的平面度不大于1mm,曲轴中心线与底架中心线的位置度公差在φ4mm 范围内,安装螺栓(M24×70,10.9 级)的拧紧力矩为800N·m,呼吸软管、机油排放软管等附件与车体底架排放口连接牢固如图2 所示。
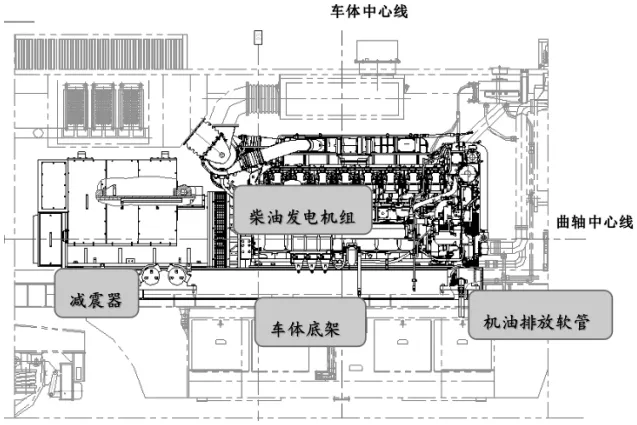
图2 柴油发电机组安装结构图
2 机组安装工艺分析,工艺流程确定
根据设计要求,机组安装后要达到以下4 个质量标准:(1)减震器安装座平面度1mm;(2)曲轴中心线与底架中心线的位置度φ4mm;(3)螺栓的拧紧力矩800N·m;(4)呼吸软管、机油排放软管等连接牢固。
2.1 减震器平面度工艺分析
减震器平面度通过机组安装座添加调整垫片实现,机组安装后平面度为1mm,实际即车体安装座添加调整垫片后高度差在1mm 范围内。影响车体安装座高度因素有三方面:车体支撑高度差、车体安装座焊接变形和车体底架制造时预设的上挠度。其中,车体支撑高度差可以通过对车体调平进行控制,车体安装座焊接变形可以通过加装调整垫片进行控制,车体上挠度可通过计算加装调整垫片进行控制。因此,机组安装之前需先对车体进行调平,车体调平后测量底架安装座的高度差值计算调整垫片厚度,达到控制机组安装座平面度的要求。
2.2 曲轴中心线位置度工艺分析
曲轴中心线与底架中心线的位置度为φ4mm,可以分解为机组曲轴中心线与底架中心线沿车体宽度方向的偏差为±2mm,安装座的高度偏差为±2mm。由于高度方向的偏差已经通过机组安装平面度的调整达到,因此,机组位置度调整即机组安装后沿车体宽度方向的偏差在±2mm 范围内。机组减震器组装偏差为±1mm,车体底架安装座车体宽度方向制造公差为±0.7mm,其中,机组减震器可拆卸为减震部分和组成支撑部分,如图3 所示。因此,只要将机组减震器拆卸分解将减震器组成支撑部分与车体安装座固定,再将机组减震部分落在减震器底架部分内即可满足位置度在φ4mm 范围要求。
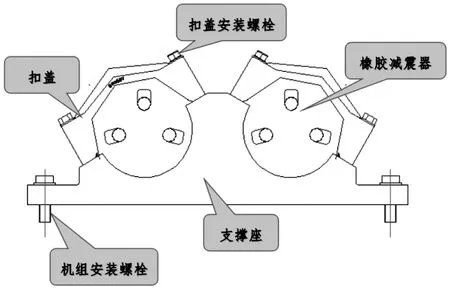
图3 减震器示意图
2.3 安装螺栓拧紧力矩工艺分析
柴油机组的安装螺栓为M24×90(10.9 级)的高强度螺栓,螺栓的紧固力矩为800N·m。由于安装螺栓拧紧力矩较大,因此,需用扭力扳手分三次拧紧各螺栓:第一次拧紧力矩300N·m;第二次拧紧力矩560N·m;第三次拧紧力矩800N·m。为提高螺栓紧固质量,螺栓拧紧过程中需对角交叉拧紧。
2.4 机组附件安装工艺分析
柴油机组的机油排放是通过一根排放软管连接在机组机油排放口和底架排污口完成的。由于底架排污口位于机组公共底架下部,待机组吊装完成后,受操作空间限制,机油排放管无法完成安装。因此,在机组吊装之前,需先进行机油排放管路的预装。同时,机组曲轴箱的废气通过呼吸胶管连接在底架的呼吸管引到车下,底架呼吸口位于机组侧方,可以在机组吊装完成后进行安装。
2.5 机组安装工艺流程
机组安装工艺流程如图4 所示。
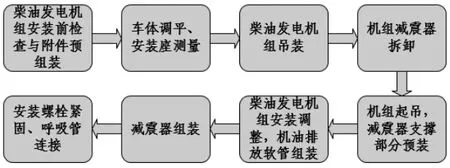
图4 柴油发电机组安装结构图
3 机组安装工艺要求
3.1 安装前检查与附件预组装
机组安装之前,应对柴油发电机组进行外观检查确认外观状态良好,无明显的裂纹破损,检查机组的附件有无缺失,测量机组的外形尺寸是否符合设计图纸要求等。
将柴油发电机组吊装到地沟上方,操作人员从地沟进到柴油机组底部,用管钳将机组机油排放口的螺堵拆除(拆卸之前将机油排放阀关闭)。将机组的机油排放软管连接在机油排放口。
3.2 车体调平与安装座测量
机车车体用专用工装(水平调整铁马)支撑,水平调整铁马由支撑底架和液压千斤顶两大部分组成。水平调整时,选取车体前后两端枕梁弹簧座下平面为测量平面,用自动安平水准仪(DS32)进行测量,根据测量结果,调整水平调整铁马的液压千斤顶高度位置从而达到车体调平的的效果,调整完成后,车体四个测量平面的高度差不大于1mm,如图5所示。
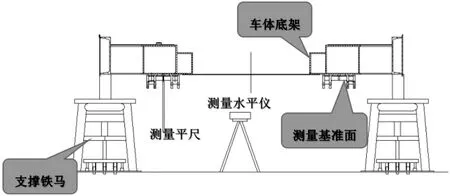
图5 车体调平示意图
在车体调平完成后,在机组梁组成的底面中心线选择一个比较平的位置安放自动安平水准仪,把光学水平尺分别放在四个机组安装座的中心位置,用自动安平水准仪测量机组安装座的高度H,将四个安装座的测量数值进行记录,如图6 所示。
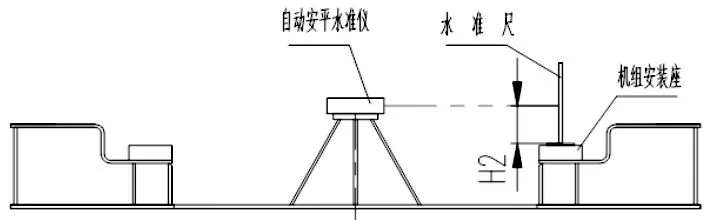
图6 安装座测量示意图
根据四个安装座测量结果确定每个安装座添加调整垫片的厚度δi,δi=Hi-Hmin+1(其中i=1、2、3、4)。考虑车体底架上挠度预设值为15mm 左右,计算四个机组安装座因挠度产生的高度差约为1mm,因此,靠近柴油机组的安装座调整垫片在计算结果δi 基础上再多加1mm,保证每个安装座添加垫片的厚度不小于1mm,但不能大于7mm。根据计算结果,在每个安装座添加相应厚度及规格的调整垫片。
3.3 柴油发电机组吊装
CAT3516B 型柴油发电机组吊耳位置在机组顶部处于一条线,因此,机组吊装时,应设计专用的吊具用于吊装。专用吊具采用双横梁式结构,额定载重不小于20T;其中,下方短横梁连接发电机组吊钩和柴油机组一个吊钩,上方横梁连接下方横梁和柴油机组另一个吊钩;吊具的起吊吊钩与柴油发电机组的重心位置重合。天车和柴油发电机组吊具配合将柴油机组吊起,将柴油机组移动到车体动力室顶部,机组缓缓下落,直到与车体安装座接触为止,天车和机组吊具不拆除,如图7 所示。吊装过程中,注意机油软管的接口对接。
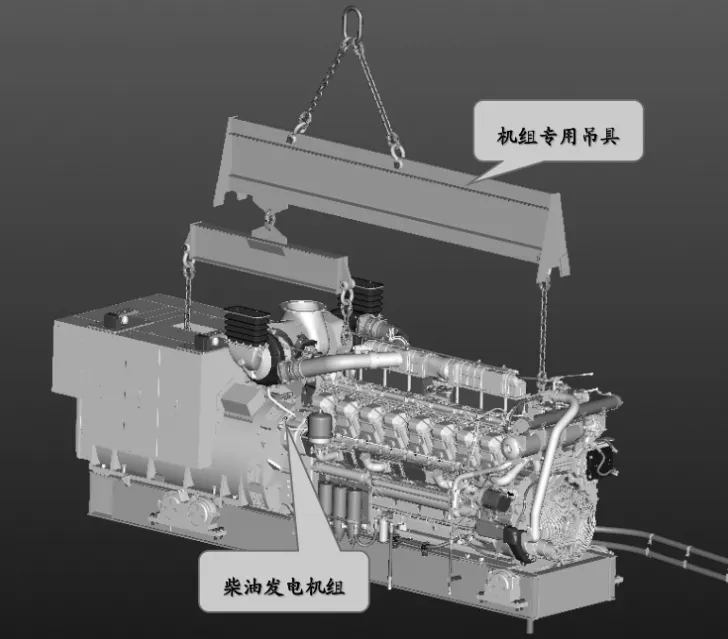
图7 机组吊装示意图
3.4 机组减震器拆卸
由于机组减震器出厂前未进行尺寸调整,直接进行机组吊装调整不能达到设计要求,因此,在机组进行位置调整之前需将减震器拆卸。将柴油发电机组四个减震器的上盖固定螺栓拆卸,拆卸完成后,将每个安装座的螺栓分别存放。把机组减震器的上盖取下,做好相应的标记与相应的减震器一致。
3.5 机组起吊,减震器支撑部分预组
天车和机组吊具配合将柴油发电机组起吊,使机组减震器橡胶组成部分与下部减震器底座支撑槽分离为止。调整四个机组减震器底座的位置,使其安装孔与车体安装座螺纹孔中心对中,同时,调整垫片的位置使机组安装螺栓能够自由安装。减震器底座调整完成后,将安装螺栓预紧。用扭力扳手第一次拧紧,力矩为300N·m。
3.6 机组安装调整,机油排放管路组装
机组缓缓下落,吊装时,注意观察减震器橡胶块与减震器底座的位置,用撬棍进行调整保证减震器支承橡胶块能够落入减震器底座的支撑槽内。同时,观察机组机油排放软管与车体机油排放管的位置,调整软管位置,保证机油排放软管能够与车体机油排放管对接。
3.7 机组减震器组装
机组吊装完成后,把机组减震器上盖扣在对应的机组减震器上,注意减震器上盖的方向,切勿反方向安装。机组减震器上盖的安装螺栓紧固打扭矩,扭矩值在215N·m。
3.8 安装螺栓紧固,呼吸软管连接
机组安装螺栓扭矩分两次紧固,第一次为560N·m,第二次为800N·m,紧固完成后,打防松标记。柴油发电机组安装完成后,将柴油机组自带的呼吸胶管两端分别与柴油机组呼吸口、车体组焊完成的呼吸口进行连接,软管两端用不锈钢卡箍紧固。
4 结语
通过柴油发电机组结构和安装技术要求工艺分析,制定机组安装工艺流程,对机组安装工艺要求进行明确,使机组安装符合设计各项参数要求。经过60 多台内燃机车的验证,本安装工艺切实可行,具有较强的实践指导作用。
