Ti-5Al-2.5Sn ELI钛合金低温变形机理研究
2021-01-28陆子川姚草根张绪虎
陆子川 纪 玮 微 石 姚草根 张绪虎
(航天材料及工艺研究所,北京 100076)
文 摘 为满足我国大型航天运输系统对130 L 低温冷氦气瓶的应用需求,采用Ti-5Al-2.5Sn ELI 钛合金板材结合超塑性等温精密冲压工艺研制了130 L 低温冷氦气瓶,并系统研究了Ti-5Al-2.5Sn ELI 钛合金的低温变形机理。研究结果表明,Ti-5Al-2.5Sn ELI 钛合金在20 K 条件下呈现出滑移+孪生交替进行的变形行为,原始板材的不完全再结晶现象在热成形过程中得以消除,且球体本体的完全等轴再结晶组织及曲折晶界特征可以很好地协调Ti-5Al-2.5Sn ELI钛合金的低温变形过程,使其具备优异的低温力学性能。说明采用的超塑性等温精密冲压工艺是一种研制大规格航天压力容器行之有效的工艺方案。
0 引言
钛合金在低温条件下较铝、镁、钢等金属材料具有更为优异的力学性能,被广泛应用于航天领域。随着服役温度的降低,钛合金存在强度大幅提高、延伸率及断裂韧性显著降低的力学行为,尤其在77 K温度以下更为明显[1-4]。随着航天技术的发展,钛合金在低温和极低温条件下(77/20 K)的应用显著提升,目前已成功开发出了诸如TA7 ELI、TC4 ELI、CT20、LT700等一系列服役性能优异的低温钛合金[5-6]。其中,TA7 ELI(Ti-5Al-2.5Sn ELI)作为一种近α型钛合金,具有比强度高、耐蚀性能好以及优异的低温力学性能等优势,成为航天飞行器低温压力容器、管道、发动机氢泵叶轮等结构件的首选材料[7-9]。例如,美国在阿波罗计划中已将Ti-5Al-2.5Sn ELI钛合金成功应用到液氢贮箱、导管、高压气瓶的研制,并对其进行了较为系统的低温变形机理研究[7]。日本采用热模锻法成功研制出Ti-5Al-2.5Sn ELI助推器,并基于Ti-5Al-2.5Sn ELI成功开发出新型LT700氢泵叶轮件[8]。我国目前已采用等温模锻技术成功开发出Ti-5Al-2.5Sn ELI 钛合金气瓶(容积为20 L),并成功应用到XX-3A、XX-5运载火箭中。
随着运载火箭载荷的提升,其增压输送系统流量显著增大,需要采用大尺寸低温冷氦气瓶增压方法,且气瓶容积由原来的20 L 提升到130 L。但是,若采用Ti-5Al-2.5Sn ELI 钛合金传统锻造工艺制造大规格低温冷氦气瓶,会存在大型锻坯制备困难、易出现成分偏析、锻造成形风险高、制造成本高等短板[10-12]。此外,在Ti-5Al-2.5Sn ELI钛合金低温变形机理研究方面,目前主流的观点有位错滑移和孪生变形两种,由于缺乏较为系统的低温变形机理研究,目前尚未形成统一概论[5]。为此,本文采用Ti-5Al-2.5Sn ELI 钛合金宽厚板材结合超塑性等温精密冲压工艺研制了130 L 低温冷氦气瓶。并在此基础上,通过对热成形前后Ti-5Al-2.5Sn ELI 钛合金显微组织、低温力学性能、变形行为及断裂特征进行系统性研究,掌握其在20 K 条件下的低温变形机制,拟为后续调控Ti-5Al-2.5Sn ELI 宽厚板材的显微组织、调整其热成形工艺参数、改善冷氦气瓶低温力学性能奠定一定的材料研究基础,并为我国新一代大型航天运输系统的研制提供一定的技术支撑。
1 实验
原材料为Ti-5Al-2.5Sn ELI 钛合金宽厚板,成分见表1。使用FCC/FSP-800 超塑成形设备基于超塑性等温精密冲压工艺制成Ti-5Al-2.5Sn ELI 钛合金半球毛坯件,经后续机械加工及焊接工艺最终研制出130 L低温冷氦气瓶,成形工艺流程见图1。
此外,为研究热成形工艺对气瓶组织和性能的影响,在成形过程中放置随炉试板作为对比分析,该试板与成形毛坯件取自同一块原材料板材,将试板放置在加热平台上,与工件同步加热及冷却。采用LEICADMRM光学显微镜对试样进行显微组织观察,利用Instron 5882电子万能试验机测试样品在20 K条件下的低温拉伸性能(GB/T 13239—2006),使用LEICAS440扫描电镜对拉伸后试样进行断口观察及分析。
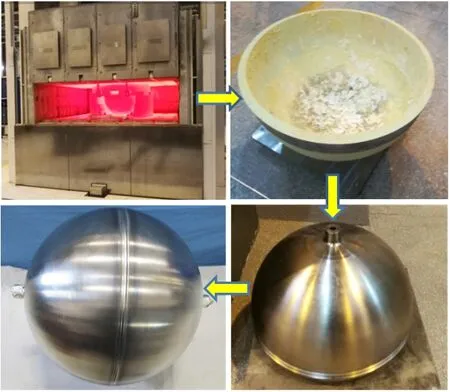
图1 冷氦气瓶成形工艺流程图Fig.1 Thermal forming process of helium cylinder
2 结果与讨论
2.1 低温力学性能
原材料、球体、随炉试板在20 K 的低温拉伸试验测试结果如图2所示。
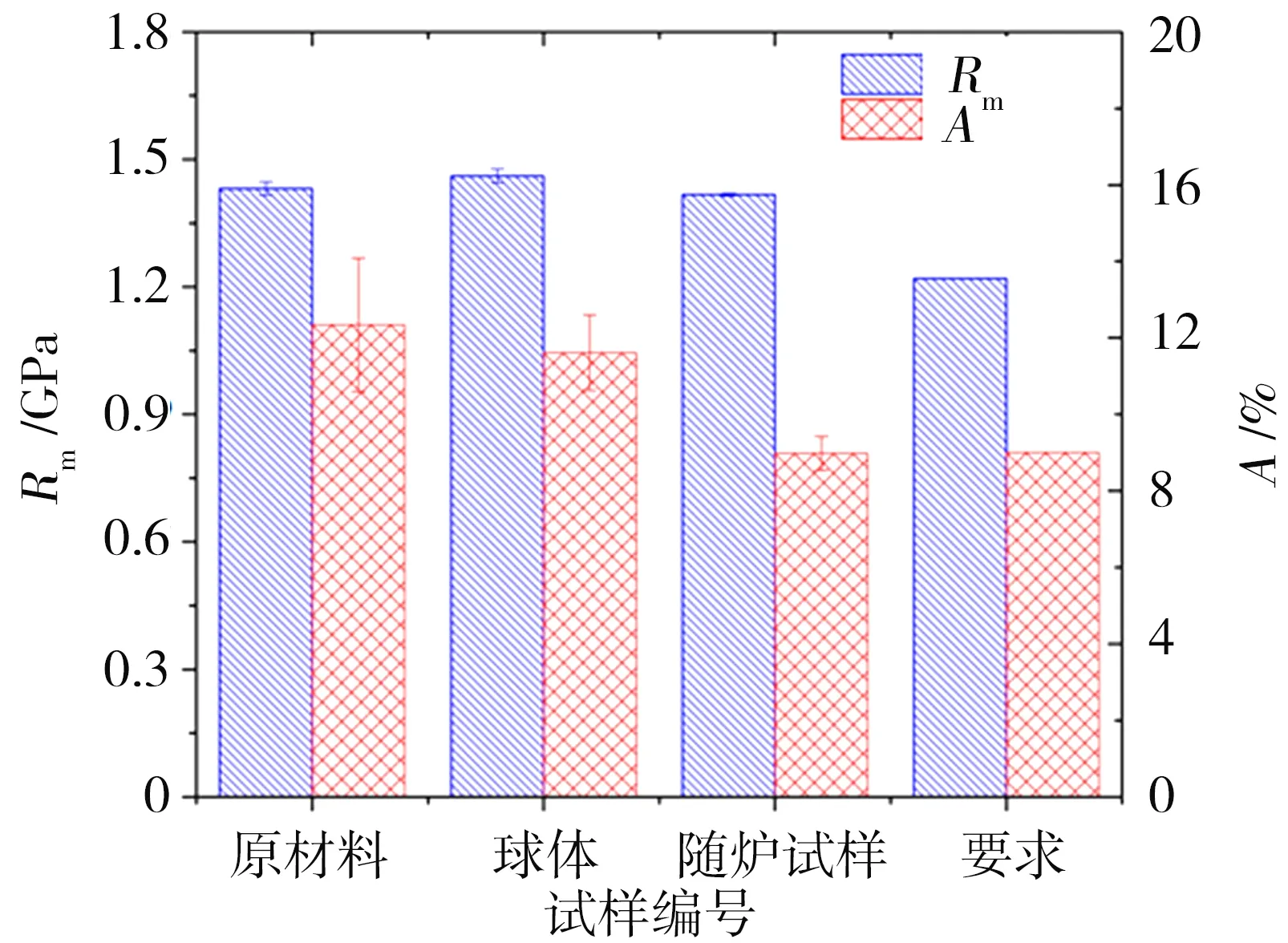
图2 Ti-5Al-2.5Sn ELI钛合金20 K低温拉伸性能Fig.2 Tensile property of Ti-5Al-2.5Sn ELI titanium alloy at 20 K
由图可以看出,原材料、球体本体和随炉试样的20 K 低温拉伸强度均满足要求值(Rm≥1.22 GPa),且数据波动性很小,表明热成形工艺对Ti-5Al-2.5Sn ELI钛合金的低温强度影响不大。此外,热成形过程虽然会在一定程度上降低原材料的低温延伸率,但气瓶本体性能仍可以很好地满足设计要求值(A≥9.0%),而随炉试板较要求值则略微降低(延伸率平均值为8.9%)。另一方面可以看出,原材料虽然具有较高的低温延伸率,但是其存在数据波动性较大的现象,表明其低温变形稳定性较差,而经热成形后这一现象可被明显改善。图3为原材料、球体和随炉试板20 K拉伸测试的载荷-位移曲线。
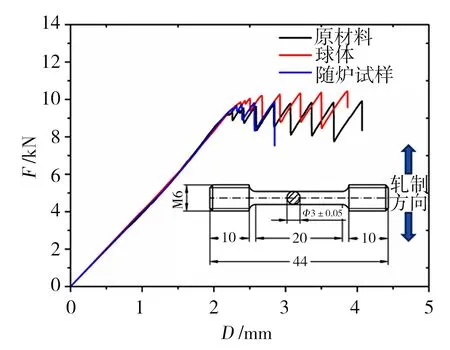
图3 Ti-5Al-2.5Sn ELI钛合金在20 K拉伸载荷-位移曲线Fig.3 Load-displacement curves of Ti-5Al-2.5Sn ELI titanium alloy at 20 K
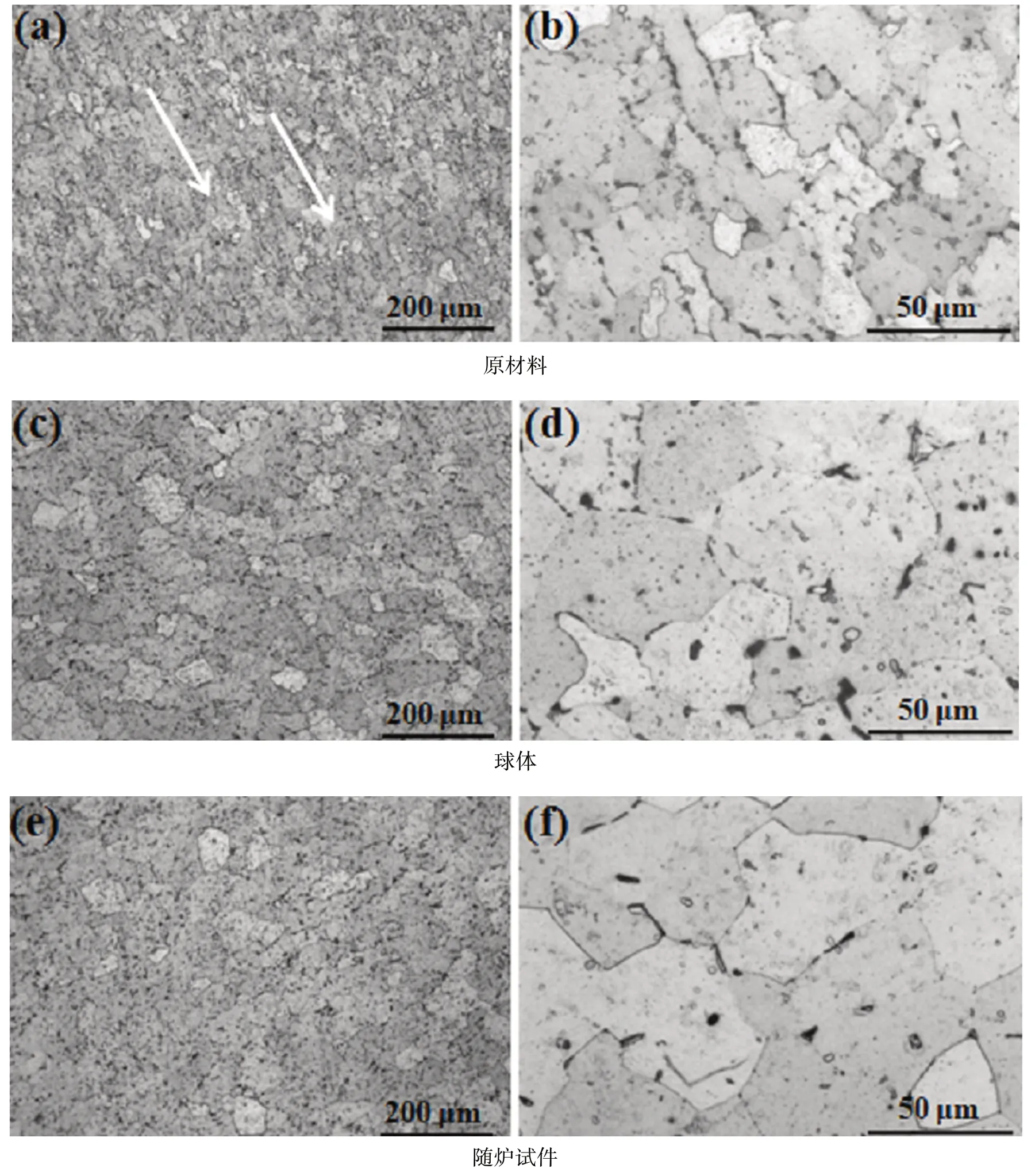
图4 Ti-5Al-2.5Sn ELI钛合金显微组织Fig.4 Microstructure of Ti-5Al-2.5Sn ELI titanium alloy
可以看出,三种试样的弹性变形阶段基本重合,表明其在20 K条件下经历了相同的弹性变形过程。但是,载荷-位移曲线在屈服后均出现了明显的锯齿状变形特征,且锯齿状波动程度的大小与延伸率呈正相关关系(延伸率数据如图2所示)。其中,原材料和球体试样的锯齿状波动较多,试样经历了较长的波动阶段才发生断裂,而随炉试样锯齿状波动较少,只经历了几个波动便发生了断裂。锯齿状波动特征意味着Ti-5Al-2.5Sn ELI钛合金在20 K条件下经历了不均匀的变形过程,与变形方式的差异有着直接关系[5,13]。对单相α型钛合金而言,其在室温条件下通常以位错滑移为主要的变形模式,但是位错滑移的临界切应力具有随温度降低而显著增加的趋势,而孪生变形由于不是热激活过程,其临界切应力受温度影响不大,导致低温时孪生较滑移更容易进行[14-15]。因此,当Ti-5Al-2.5Sn ELI钛合金在20 K下由于位错塞积而导致试样无法继续变形时,变形抗力增加,而此时孪生变形则启动,虽然其自身产生的变形量很小,但是可有效缓解应力集中,促使位错滑移的继续进行,进而产生形变潜热[16]。在该过程中,由于钛合金比热容很低,形变热产生的局部温升可有效降低滑移临界切应力,使前期的应力集中得到缓解,致使试样继续发生位错滑移,并且随着应变硬化的作用应力又重新上升,最终在载荷-位移曲线上形成连续的锯齿状特征[5,16]。因此,对Ti-5Al-2.5Sn ELI原材料和球体试样而言,由于其在20 K条件下具有更优异的滑移+孪生协同变形能力,致使其产生更多的锯齿变形行为,经历了更久的塑性变形过程,体现出优异的低温延伸率。
2.2 显微组织分析
如图4所示,Ti-5Al-2.5Sn ELI 钛合金原材料、球体、随炉试件的显微组织为典型的近α型钛合金。
但是通过对比图4(a)、图4(c)、图4(e)可以看出,原材料试样的显微组织具有一定的流线型特征,而经热成形后的球体和随炉试样均呈现出明显的再结晶组织,表明所采用的Ti-5Al-2.5Sn ELI 原材料板材虽然具有一定的轧制织构特征,但其可通过热成形过程得以消除。此外,如图4(b)所示,原材料的α相晶粒基本呈现长条状特征,并且局部为再结晶后形成的等轴α 晶粒,且晶粒尺寸不均匀,该现象表明所用的Ti-5Al-2.5Sn ELI 原材料板材具有明显的不完全再结晶组织。另一方面,由图4(d)和4(f)可以看出,热成形后球体具有明显的曲折晶界特征,随炉试样晶界则较为平直,而曲折的晶界特征可以有效缓解Ti-5Al-2.5Sn ELI 钛合金在低温变形过程中局部应力集中现象,协调晶粒间变形过程,阻碍裂纹扩展,使样品具有更优的变形能力[17]。此外,其较平直晶界在单位面积内具有更高的晶界密度,可以起到更好的晶界强化作用。因此,与随炉试样相比而言,球体具备更优异的强度和塑性匹配,其20 K 拉伸强度和延伸率均高于随炉试板。
2.3 断口观察及分析
由图5可知,三种Ti-5Al-2.5Sn ELI 钛合金试样的拉伸断口均具有明显的颈缩现象,在低温条件下(20 K)表现出典型的塑性断裂特征,其断口均由中心纤维区和周向剪切唇构成,且中心纤维区基本呈圆形分布。此外,由图5(d)可以看出,剪切唇由均匀细小的撕裂状韧窝构成,且在局部可以发现二次韧窝的存在,表明Ti-5Al-2.5Sn ELI 钛合金在20 K 拉伸过程中发生了十分明显的塑性变形过程。

图5 低温拉伸断口形貌观察 100×Fig.5 Fracture surface observations after 20K tensile tests 100×
由图6(a)、6(c)和6(e)可知,三种Ti-5Al-2.5Sn ELI 钛合金在20 K 条件下拉伸断口的中心纤维区均由数量不等的韧窝和解理面组成,且部分细小的韧窝围绕分布在解理面四周,体现出明显的延性断裂特征,表明其在20 K 条件下经历了不同程度的塑性变形过程。通过对比可以看出,三种试样断口中的韧窝数量按照原材料、球体、随炉试板的顺序依次递减,而解理面的数量则依次增多。由高倍观察结果可以进一步看出[如图6(b)、6(d)、6(f)所示],原材料和球体试样断口主要以均匀分布且细小的韧窝为主,并辅以一定的解理面,球体本体的断口形貌特征较原材料并无本质上的区别,其两者均体现出明显的韧窝+解理面的混合断口特征,并可见少量的二次韧窝现象,而随炉试样断口主要以粗大的解理面为主,在其四周辅以不同程度的细小韧窝。由此可以推断出,虽然三种试样在20 K 条件下都体现出不同程度的塑性变形能力,且都为独特的韧窝+解理断裂特征,但是随炉试样在低温变形过程中经历了更为明显的解理断裂过程[18]。
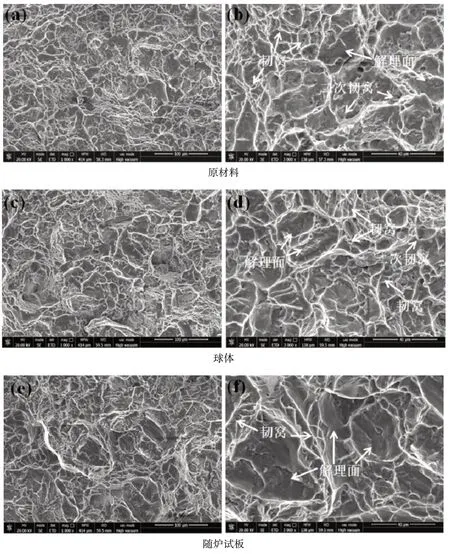
图6 Ti-5Al-2.5Sn ELI钛合金断口中心纤维区形貌观察Fig.6 Observations of central fiber region in the fracture surface of Ti-5Al-2.5Sn ELI titanium alloy
解理断裂作为一种在正应力条件下发生的穿晶断裂行为,其通常在塑性变形难以继续进行时由于局部应力集中现象导致晶粒沿解理面进行分离,致使微裂纹迅速扩展,从而样品断裂失效。对bcc 和hcp结构金属而言,其在20 K低温条件下往往由于位错滑移驱动力较高且应力集中得不到有效缓解时产生解理断裂[18-19]。此外,拉伸载荷-位移曲线的锯齿状特征表明三种试样在20 K 条件下均为滑移+孪生交替进行的变形行为,因此,两种变形方式能力的高低直接决定了Ti-5Al-2.5Sn ELI 钛合金在20 K 条件下的力学性能。首先由显微组织分析结果可知(图4),随炉试样的晶粒尺寸明显大于原材料及球体本体试样,进而导致其位错滑移程增加,降低了低温条件下的位错滑移能力。此外,本文中所用的Ti-5Al-2.5Sn ELI 钛合金原材料试样虽然为不完全再结晶组织,但是其与成形后球体本体一样,α 相体现出了明显的曲折晶界特征,致使其两者在20 K 低温变形时所产的局部应力集中现象可以通过晶界间相互协调得到一定缓解[17]。
由图7可以看出,原材料试样20 K 拉伸断口中的孪生变形痕迹在解理面附近形成,并且局部存在典型的韧窝特征。这一观察结果可以很好地说明Ti-5Al-2.5Sn ELI 钛合金在20 K 低温条件下为滑移+孪生交替进行的变形行为。在低温变形过程中,当由于滑移临界切应力提升而致使位错滑移无法继续进行时,孪生变形被激活,虽然其自身可直接贡献的应变量较小,但是可以通过缓解局部应力集中、调整晶粒取向,使位错滑移能够在更优的方向上进行[18-19]。而此时由于位错滑移的重新开动,所产生的形变潜热得以释放,从而使更多的位错滑移系被激活,得以继续进行后续的变形过程[5]。因此,得益于Ti-5Al-2.5Sn ELI 钛合金原材料和球体本体较小的晶粒尺寸及曲折的晶界特征,其在20 K 条件下体现出了优异的滑移+孪生协调变形能力,具有优异的低温力学性能。因此,通过低温变形机理分析可以看出,对高性能130 L 低温冷氦气瓶制备而言,后续应加强Ti-5Al-2.5Sn ELI 钛合金宽厚板材原材料的组织均匀一致性调控,并通过适当降低热成形温度或缩短保温时间的方式以抑制晶粒长大,使最终制备出的冷氦气瓶在20 K 低温条件下具备更为优异的塑性变形能力及强塑性匹配。
3 结论
以Ti-5Al-2.5Sn ELI 钛合金宽厚板为基础,并对其进行超塑性等温精密冲压,成功研制出了低温性能合格的130 L 低温冷氦气瓶。通过研究原材料、球体本体、随炉试板在20 K 条件下的低温力学性能、显微组织及断口形貌特征,综合分析并讨论出了显微组织及超塑性等温精密冲压工艺对大规格冷氦气瓶低温力学性能的影响机制,得到的相关结论如下:
(1)原始Ti-5Al-2.5Sn ELI 低温钛合金板材存在不完全再结晶现象,该现象可以通过热成形过程得以消除,所研制的半球本体具有完全等轴再结晶组织以及曲折的晶界特征,有助于其在低温条件下的塑性变形过程。
(2)Ti-5Al-2.5Sn ELI钛合金在低温下体现出典型的滑移+孪生交替进行的变形行为,断口呈现出韧窝+解理的混合特征,通过与随炉试板对比可知,所研制的冷氦气瓶本体在20 K 条件下具有优异的低温塑性变形能力。
(3)采用超塑性等温精密冲压工艺可成功研制出大规格Ti-5Al-2.5Sn ELI 低温钛合金冷氦气瓶,该工艺方案同样适用于其他类型大规格低温压力容器的研制及生产。
