电子束辐照对医用一次性防护服材料断裂强力的影响
2021-01-21郭丽莉王贵超曹立安陈天宝
崔 磊,郭丽莉,王贵超,曹立安,祝 军,陈天宝,邱 龙
(1.中国同辐股份有限公司,北京 100089;2.中国同位素与辐射行业协会,北京 100089;3.苏州中核华东辐照有限公司,江苏 苏州 215200;4.北京原子高科金辉辐射技术应用有限责任公司,北京 102412)
辐射加工技术是利用核辐射与物质相互作用产生的物理效应、化学效应和生物效应,对物品进行处理,达到预定目标[1]。辐照技术主要应用于消毒灭菌[2]、食品保鲜[3-4]、材料改性[5-6]等。辐照灭菌是利用γ射线、能量低于5 MeV的X射线或10 MeV以下电子束杀灭微生物的过程[7]。其原理是由放射源产生的γ射线、电子束或X射线作用于微生物,直接或间接破坏微生物的核糖核酸、蛋白质和酶,从而杀灭微生物,起到灭菌作用[8]。该方法是国际上最具优势的消毒灭菌方法之一,辐照消毒灭菌方法具有快速高效、节能环保、无有害残留、密封加工、质量可控、连续高效、常温进行等优点。
辐照技术也已广泛应用在纺织技术中,如通过辐照交联、聚合、接枝、降解等对材料进行加工或改性。较传统的处理方法,电子束辐照技术流程短、耗时少、效率高,极大提高了纺织企业的效益[9-10]。新冠疫情防控早期,湖北省医用防护服日均需求高达10万套,而2019年我国国标医用防护服年产量仅40万套[11]。防疫爆炸式的需求对医用防护服的生产加工能力提出重大考验。灭菌是医用防护服生产过程中的重要环节,传统的环氧乙烷熏蒸灭菌方法处理后还需在一定条件下对有毒有害残留物解析7~14 d。因此环氧乙烷消毒灭菌方法无法满足新冠疫情的紧迫需求,灭菌环节成为限制医用防护服生产供应的关键瓶颈。而工业电子加速器辐照装置每天处理医用防护服的数量可达到5~10万件,快速高效的优势明显。因此在当时的紧急情况下只有辐照技术能解决燃眉之急。
新冠疫情防疫用医用防护服面料多采用纺黏布、水刺布、SMS类复合非织造布及黏复膜产品等[12]。目前市场上医用一次性防护服所使用的材料主要为聚丙烯(PP)、聚酯纤维(PET)、美国杜邦公司通过特殊工艺由聚乙烯(PE)片材开发的Tyvek[13]。
由于γ射线、X射线、电子束等可作用于聚合物的化学键产生电离效应,影响材料性能。因此,医用防护服辐照时不但要达到消毒灭菌效果,还要考虑到辐照对其材料的影响。新冠疫情前医用防护服主要采用环氧乙烷消毒灭菌,关于医用防护服材料辐照效应的系统研究几乎是空白。因此开展相关内容研究,推进辐照技术在医用防护服灭菌中的应用具有重要意义。本文研究选取不同厂家生产的PP、PET、Tyvek材料的医用一次性防护服,采用高能电子束进行梯度吸收剂量辐照,并分别加速老化,然后进行检测和分析。
1 辐照装置参数及试验方案
1.1 辐照装置参数
辐照源采用10 MeV/15 kW型辐照电子直线加速器。是目前电子束辐照加工的最典型设备,主要性能参数如下[14]。
1) 基本性能参数:微波功率频率,(2 856.0±0.5) MHz;脉冲重复频率,10~400 Hz;束流扫描频率,7~15 Hz;脉冲宽度,16.5 μs。
2) 电子束流参数:束流能量,10 MeV;束流平均功率,≥15 kW;束流平均流强,≥1.5 mA;扫描宽度(钛窗下500 mm处),600 mm;束斑直径(钛窗下500 mm处),φ50 mm;束流稳定性,≤±5%。
3) 传输系统参数:传输系统高度,550 mm;传输系统宽度,800 mm;传输系统速度,2~10 m/min;传输链距钛窗表面高度,800 mm。
在辐照电子直线加速器运行中有4个参数直接影响电子束辐照灭菌在产品上的吸收剂量分布:束流能量、平均流强、扫描范围和产品辐照时间[15]。试验中设定束流能量为10 MeV,平均流强1.2 mA,脉冲频率350 Hz,束流扫描频率8 Hz,选择传输速度5 cm/s,电子束辐照剂量率5 kGy/s。
1.2 试验方案
分别选取PP、PET、Tyvek 3种材料的医用防护服样品,规格为S号,每平行组样品数为5。采用能量10 MeV和平均流强为1.2 mA的电子束进行不同梯度吸收剂量辐照。同时,依据国际标准ISO11137-2为3种样品建立辐照灭菌剂量[16],本研究中3种防护服的平均初始菌水平分别为:PP,10 562 cfu/件;Tyvek,6 646 cfu/件;PET,60 226 cfu/件(cfu为菌落形成单位,指单个菌体或聚集成团的多个菌体在固体培养基上生长繁殖所形成的集落)。在不超过标准抗力分布的情况下,微生物数量越多,需要的灭菌剂量越高。经试验,在无菌保证水平(SAL)要求为10-3时,PP、Tyvek、PET材料医用防护服灭菌剂量范围为15~25 kGy;SAL要求为10-6时,对应的灭菌剂量范围为25~35 kGy。
辐照试验梯度吸收剂量设为0、10、20、30、40、50 kGy,辐照后的医用防护服样品再分别进行0、1、3、6个月加速老化,逐个对试验样品辐照效应关键评价指标进行测试,并对结果进行分析。
2 医用一次性防护服关键评价指标
《GB 19082—2009 医用一次性防护服技术要求》对医用一次性防护服的性能指标要求明确,关键指标分别为抗渗水性、抗合成血液穿透性、断裂强力及过滤效率等[17-18](表1)。该标准制定时考虑较全面,除阻隔性、舒适性、微生物水平等方面,更多考虑了医用防护服材料本身的性质[19]。研究时,抗渗水性根据GB/T 4744—1997规定的静水压试验进行,抗合成血液穿透性根据GB 19082—2009方法进行,断裂强力和断裂伸长率根据GB/T 3923.1—1997规定的条样法进行,微生物指标试验按照GB 15979—2002中附录B规定的方法进行。
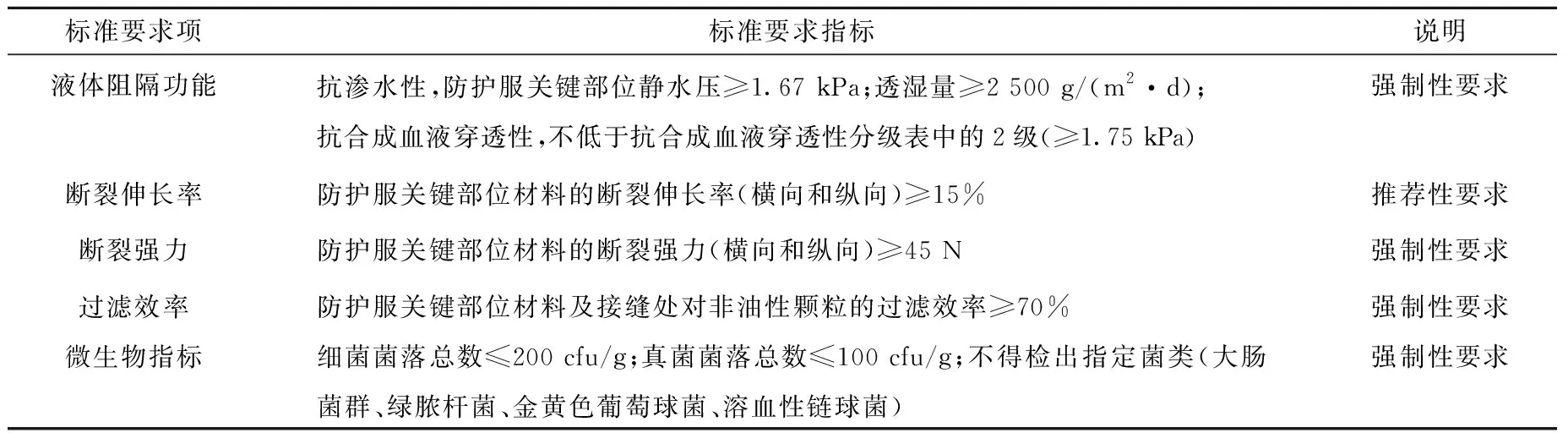
表1 GB 19082—2009中医用防护服材料辐照效应关键指标Table 1 Key indicators of radiation effect on medical protective clothing materials in GB 19082-2009
3 试验过程和结果
3.1 试验过程
不同吸收剂量辐照后分别取5个相应样品进行测试,每种材料的医用防护服样品取样120个,3种材料样品共360个。删除每组样品中测试结果大于2倍标准差的异常值,再取平均值为最终结果。
1) 在液体阻隔性能方面,PP和PET材料医用防护服样品抗渗水性的静水压≥10 kPa,Tyvek的在4 kPa以上,均满足GB 19082—2009要求;辐照前后无明显变化规律。3种样品抗合成血液穿透性指标均≥7 kPa,即4级水平以上,辐照前后无明显变化规律,辐照吸收剂量和老化时间因素影响均很小。
2) 上述3种材料医用防护服过滤效率均≥90%,辐照前后无明显变化规律,因此辐照吸收剂量和老化时间因素影响很小。
3) 大于灭菌剂量的吸收剂量辐照处理后的样品微生物指标符合标准。
4) 随着辐照吸收剂量的增加,PP和Tyvek材料医用防护服的断裂强力有不同程度降低,PET无显著变化,老化时间影响较小。
3.2 断裂强力试验结果
非织造布的断裂强力越高,其品质越好、强度越优异[20]。按照标准GB/T 2923.1对断裂强力测量结果进行误差分析[21]。根据标准的推荐,试验误差通过计算95%置信区间(平均值±Δ),平均值<1 000 N时修约至1 N,平均值1 000 N及以上时修约至5 N。Δ计算公式为:
其中:S为标准差;n为平行试验次数,n=5;置信度为95%时查t-分布表得t=2.776。不同吸收剂量和不同老化时间试验最终结果列于表2。
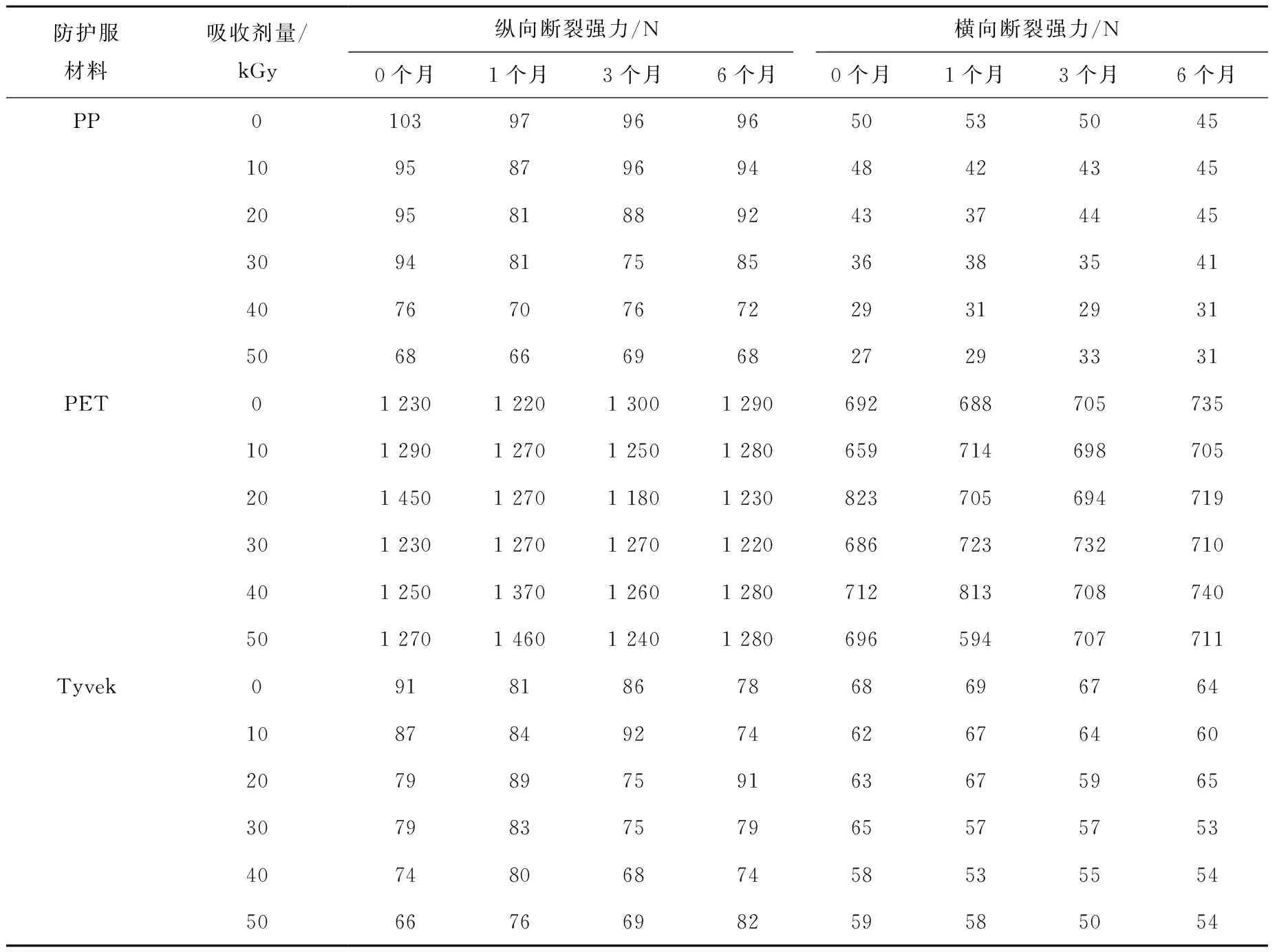
表2 不同吸收剂量和老化时间医用防护服材料断裂强力变化Table 2 Change of breaking strength of medical protective clothing materials with different absorbed doses and aging time
PP材料医用防护服样品未辐照时纵向断裂强力为90~100 N,横向断裂强力在50 N左右(GB 19082—2009的要求为≥45 N)。随着吸收剂量的增加,纵向和横向断裂强力均呈逐步下降趋势,在吸收剂量超过20 kGy后,PP材料医用防护服横向断裂强力<45 N,不符合标准要求。在试验中的吸收剂量和老化时间范围内,PET材料医用防护服几乎未受影响,其纵、横向断裂强力均远大于标准要求的45 N。Tyvek材料医用防护服纵向和横向断裂强力随吸收剂量的增加呈逐渐下降趋势,但下降程度较PP材料低。在试验的吸收剂量和老化时间范围内,其纵向和横向断裂强力均满足标准要求。
4 结果分析
4.1 材料辐照改性效应
聚合物材料辐照后的力学性能主要受辐照裂解和辐照交联两个反应的影响,且辐照裂解与辐照交联同时发生,由其中1种占主导。当辐照交联占主导时,聚合物分子最终形成三维网络结构,称其为辐照交联型聚合物[22];当辐射降解占主导时,聚合物分子量显著降低,称其为辐照降解型聚合物[23]。在辐照过程中辐照交联和降解这两种反应过程是同时随机存在的,并受到吸收剂量、吸收剂量率、温度和辐照时周围环境含氧量的影响[24]。
高分子材料的辐照效应可以归纳为聚合、交联、降解、接枝、固化等,它们改变了材料的物理性质[25]。不同聚合物的辐照效应受化学结构的影响较大,有研究表明,PE材料较PP材料耐辐照性好,而PET材料耐辐照性能较PP材料和PE材料更好[26]。对于PE和PP,它们同属于聚烯烃类聚合物,其辐照交联和辐照裂解主要受主链碳原子上取代基的影响。主链上存在取代基会增加主链上自由基的位阻效应,不利于交联的产生。由于PP主链上存在甲基取代基,不利于交联的产生,而PE主链上不存在取代基,因此PP辐照交联程度低于PE。PP 受辐照后由于叔基碳的大量存在,分子键极易断裂,产生游离自由基和过氧自由基,过氧自由基进一步夺取PP分子链上的氢原子,形成氢过氧化物,氢过氧化物进一步分解为羰基化合物、烷基自由基和羟基等,从而造成PP的大量氧化降解[27]。因此PP材料医用防护服对吸收剂量很敏感,当吸收剂量增加时其断裂伸长率和断裂强力应呈明显下降趋势。研究使用的PP材料医用防护服样品经20 kGy吸收剂量辐照后横向断裂强力性能开始出现较大幅度下降,最终不能满足GB 19082—2009的要求。
对于PET,由于其主链上具有苯环,苯环的共轭结构可将辐照能量分散,而不是集中于某键,因此含有苯环的PET材料医用防护服的耐辐照性更好。
对高分子材料而言,老化主要是降解的一个过程,随着老化时间的增加,产品结构和理化性能会发生不同程度的变化。未辐照时上述3种材料的医用防护服的断裂强力均随老化时间延长而呈缓慢下降趋势。
试验中发现,部分试验材料的力学性能并未按吸收剂量的增加而规律性降低。PP材料医用防护服在未老化且吸收剂量30 kGy以下时,纵向断裂强力变化较小,30 kGy后呈明显下降趋势。PET和Tyvek材料的医用防护服纵向断裂强力在20 kGy时候略有上升,断裂强力总体受辐照吸收剂量的影响很小。初步分析,在较低吸收剂量时辐照交联是主要效应,而在较高吸收剂量时辐照降解又成为主导作用。
经过10 kGy吸收剂量辐照后,PP材料医用防护服在高温老化条件下可能产生交联作用,随着辐照后时间的推移,该作用会逐渐释放,在一定的时间里超过辐照降解作用和老化降解作用。推断这是PP材料医用防护服样品老化3个月的断裂强力较老化1个月不降低反而升高的原因,随着老化时间的延长,其断裂强力呈逐渐下降趋势。
4.2 双因素方差分析
吸收剂量和老化时间两个影响医用防护服材料性能的因素相互独立,无交互作用,因此进行无重复双因素方差分析。将吸收剂量作为“行因素”,老化时间作为“列因素”,给定检验显著性水平α=0.05。使用Excel中的数据分析项的方差分析——无重复双因素分析工具分别对PP、PET、Tyvek材料医用防护服纵向、横向断裂强力观测值进行分析。在显著性水平α=0.05时吸收剂量因素临界值Fcrit(辐照)=2.901,老化时间因素临界值Fcrit(老化)=3.287。若吸收剂量因素F(辐照)>Fcrit(辐照),则认为吸收剂量因素对相应观测值影响是显著的,反之则不显著。同样,若老化时间因素F(老化)>Fcrit(老化),则认为老化时间因素对相应观测值影响是显著的,反之则不显著。分析结果列于表3。
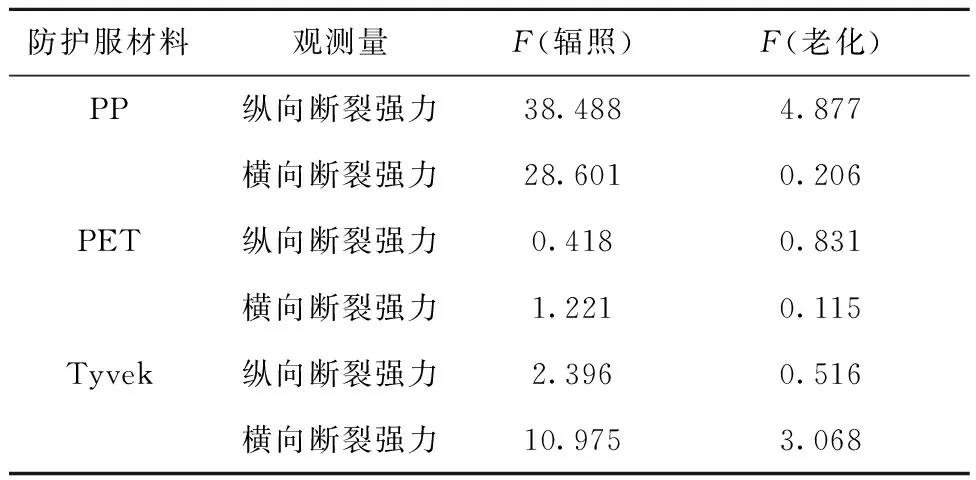
表3 吸收剂量和老化时间对断裂强力影响的双因素方差分析Table 3 Effect of absorbed dose and aging time on breaking strength by two-factor analysis of variance
3种样品中,PP材料医用防护服的横向断裂强力由于辐照的影响,出现不合格的情况,但老化时间对该性能影响不显著。为进一步研究其辐照可行性,不考虑老化时间的情况下,选用另外两个厂家(D和E)初始横向断裂强力较大的PP材料医用防护服样品进行针对性研究,两个产品初始横向断裂强力分别为65 N和61 N,同样使用10、20、30、40、50 kGy吸收剂量的辐照条件,辐照后横向断裂强力结果如图1所示。
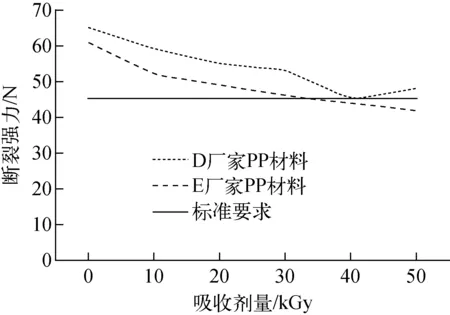
图1 不同吸收剂量对PP材料医用防护服横向断裂强力的影响Fig.1 Effect of different absorbed doses on cross breaking strength of PP material medical protective clothing
图1中,D和E厂家PP材料医用防护服样品的横向断裂强力均随吸收剂量的增加呈逐步下降,这和前面的实验结果一致。D厂家产品初始横向断裂强力较高,在40 kGy吸收剂量的辐照后,其横向断裂强力才下降到45 N;而E厂家产品初始横向断裂强力较低,30 kGy吸收剂量的辐照后,其横向断裂强力即下降到46 N。
综上,可得出以下结论。
1) 吸收剂量对PP材料医用防护服断裂强力影响很显著,且在设定的灭菌剂量范围内,可能会出现断裂强力性能不达标的情况;老化时间对其纵向断裂强力影响显著,对横向断裂强力影响不显著。
2) 吸收剂量对Tyvek材料医用防护服横向断裂强力影响显著,对纵向断裂强力影响不显著;老化时间对其纵向和横向断裂强力影响均不显著。
3) 吸收剂量和老化时间对PET材料医用防护服纵向和横向断裂强力影响均不显著。
4) 用于辐照的PP材料医用防护服,应尽量提高横向断裂强力,建议至少大于60 N,这样才能确保经30 kGy的灭菌剂量辐照处理后,其性能仍满足标准要求。
5 小结
研究结果表明,选取的3种材料医用防护服的抗渗水性、抗合成血液穿透性、过滤效率、微生物指标经辐照后均满足要求。但断裂强力受不同程度影响,其中PP材料医用防护服受吸收剂量影响程度最大,在20 kGy吸收剂量的辐照后,断裂强力已不能满足国标强制要求。
根据试验的分析结果对医用防护服辐照消毒灭菌工艺提出以下建议。
1) PP材料的医用防护服产品在批量辐照前应先确认横向断裂强力初始指标。一般PP材料的医用防护服灭菌剂量在20~30 kGy之间,为保证其经30 kGy吸收剂量辐照后,横向断裂强力仍不低于45 N,建议初始横向断裂强力大于60 N。同时还应严格控制生物负载水平,在满足灭菌效果的前提下尽量降低吸收剂量。通过上述方式可实现对PP材料医用防护服产品的有效辐照消毒灭菌。
2) PET材料医用防护服耐辐照性能优异,未来应将研究重点放在对PP材料防护服耐辐照性能提升上,特别是其断裂强力的提升。
3) 同传统环氧乙烷灭菌方式相比,辐照技术快速高效、节能环保的优势明显。但需通过提升辐照装置的技术水平和优化辐照工艺降低医用防护服的辐照消毒灭菌成本。
