MAUDE数据库中膜式氧合器相关不良事件分析
2021-01-19深圳市药物警戒和风险管理研究院广东深圳518000
深圳市药物警戒和风险管理研究院 (广东 深圳 518000)
内容提要:对美国MAUDE数据库2019年1月~2020年2月收集到的膜式氧合器的不良事件进行统计分析。分析膜式氧合器所涉及到的不良事件并提供相关建议,避免和减少不良事件的发生。结果发现,膜式氧合器不良事件主要表现为渗漏、破裂、压力大、氧合性能不好等,不良事件的发生与生产和使用环节息息相关。
《新型冠状病毒肺炎诊疗方案》(试行第七版)[1]指出,对于严重的ARDS患者可考虑体外膜肺氧合(Extracorporeal Membrane Oxygenation,ECMO)作为挽救性治疗。膜式氧合器作为危重新型冠状病毒肺炎患者的重要救治器械,其使用安全性尤为重要。笔者对美国MAUDE数据库中的膜式氧合器不良事件进行分析,为其安全生产和使用提供参考。
1.资料与方法
检索美国FDA的制造商和使用机构器械使用经历数据库(MAUDE),以“DTZ”为产品代码,检索时间为2019年1月至2020年2月,获得553条膜式氧合器相关不良事件信息,进行分析汇总。
2.结果
2.1 不良事件涉及制造商情况
553例不良事件涉及泰尔茂医疗产品有限公司等多家企业,其中泰尔茂占69.80%,MAQUET占17.54%,索林占6.51%。详见图1。
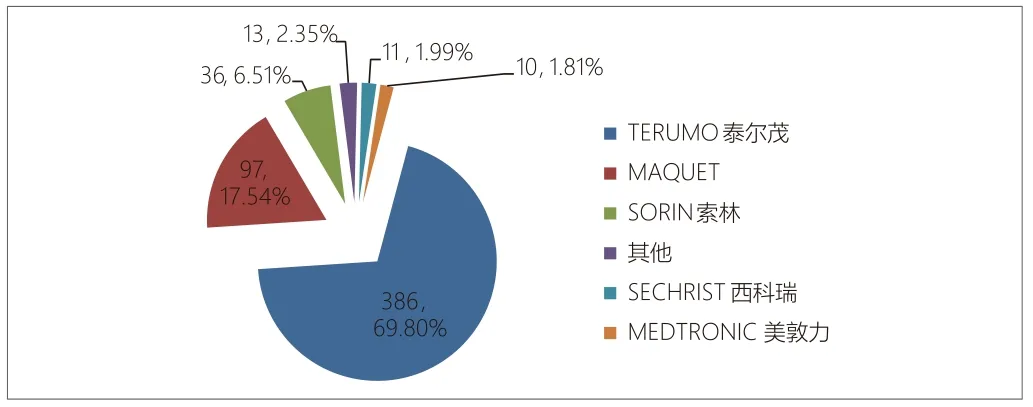
图1.不良事件涉及制造商情况
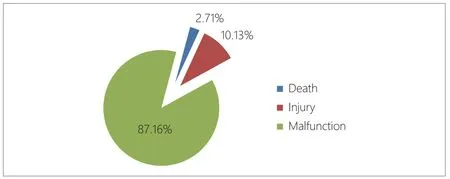
图2.不良事件类型
2.2 不良事件类型
MAUDE数据库将事件分为三类,分别是死亡、伤害和故障。553例不良事件中死亡15例,伤害56例,故障482例,但均不能确定事件中死亡和伤害的结果与膜式氧合器的关联性。见图2。

表1.不良事件表现及例数
2.3 不良事件表现
不良事件主要表现为渗漏(123例)、温度探头感应问题(65例)、压力大(54例)、氧合性能不好(46例)、破裂(48例)等,详见表1。
2.4 不良事件原因分析
2.4.1 渗漏与破裂
氧合器的渗漏主要包括产品外壳破裂变形、连接处渗漏、氧合室渗漏等情况,有些渗漏是在调试预充过程中发生的,这个阶段没有患者参与,可以及时更换氧合器,不会造成严重不良后果;有些渗漏是在体外循环的过程中发生,这个阶段的渗漏可能会导致患者出现失血,严重的大量失血可能会导致灾难性的后果。
外壳破裂变形主要是产品的运输包装防护的问题。一般来讲产品出厂的时候必然是要进行渗漏测试以及外观检测的,而一旦临床上出现产品外壳破裂,穿孔等情况,很大可能是由于运输过程中产品的防护没有做好的原因。
连接处渗漏一般出现在产品的接口处,出现该情况主要是因为产品半成品加工以及产品装配时出现问题。另外产品本身各个部件在连接的时候,由于人工操作的问题,也是会出现连接不好发生渗漏的情况的。
氧合室渗漏一般分为丝膜渗漏和封堵胶渗漏。出现丝膜渗漏一般是丝膜原材料在加工的时候就出现了破裂情况,或者是在装丝膜的时候将其弄破导致的。封堵胶渗漏一般是离心后,封堵胶与产品壳体之间的黏接性能不好出现剥离现象导致的。
2.4.2 压力大
压降是氧合器性能指标中很重要的一个参数,反映了血液通过氧合器的难易程度,在不影响氧合器其他性能的情况下,压降越小越好,而压降太大则会导致更大的血液破坏,如果压降超标的话整个体外循环系统就有爆管的风险。压降的大小和产品的设计以及丝膜的缠绕方式存在一定的关系,临床上一旦出现压力过高的情况,在排除管路其他方面的问题后,一般考虑是丝膜的缠绕出现的问题,这与装配时候的人工操作有关。同时压降与患者的血液情况也存在一定的关系。
2.4.3 氧合性能不好
氧合性能是氧合器最主要的一个技术指标,表现为氧气与血液的结合程度以及二氧化碳从血液中排出程度,出现氧合不好的情况将会导致患者供血不足,严重时会危及患者生命。氧合性能不好可能有两种情况:一是丝膜出了问题,可能是丝膜在生产过程中开孔率低或者孔径小,导致氧气不能很好的通过微孔进入到血液内部;也可能是丝膜的缠绕方式导致其不能很好的被利用起来的问题。二是气源出了问题,可能是气源供气不足或者气血比太小的问题。
2.4.4 消泡过滤异常
膜式氧合器在使用过程中,静脉回流的血液和回收吸引的血液要经过过滤网过滤,如果过滤材料孔径过小或生产过程中处理不当导致孔径异常,会发生血流堵塞现象。回收吸引的血液要经过消泡处理,如果消泡剂涂饰工艺有误可造成消泡不良,导致有泡沫的血液从相关接口逸出,影响正常转流。
2.4.5 其他
一是生产过程中混入杂质。膜式氧合器的生产过程较复杂,涉及的工序也比较多。每一道工序都有可能导致杂质进入到氧合器内,一旦有杂质在氧合器内部,并且在手术前预充的过程中没有发现,则有可能导致杂质随着血液进入到体内的危险,严重时会导致患者出现栓塞危及生命。二是使用过程中的不规范操作。如氧合器选型不当,流量调节不当,气流量调节不当,使用前预充不充分,排气不足,使用时间过长等,这些都可能会造成氧合效果不好、形成凝血、气体栓塞及血浆渗漏等不良事件。
3.讨论
膜式氧合器的不良事件和生产、经营和使用三个环节息息相关,需要从设计、生产质控、运输存储和使用操作等方面进行风险控制,提高膜式氧合器的使用安全性。
3.1 加强生产环节质量控制
生产企业应在产品质量的源头上把好关,使产品的设计更合理,生产工艺更完备,检测手段更完善,保证产品的性能稳定、可靠和一致。
生产企业应注重规范说明书、标签、及重要的参数,如:产品预期使用时间、有效期等,以指导和规范临床医生的操作使用[2]。同时应做好运输环节的防护。
3.2 重视预充过程的检查
渗漏、破裂、连接松动等不良事件很多发生在氧合器的预充环节,因此临床使用过程中应密切监测预充过程,这个过程是没有患者参与的,在这个过程中识别出不良事件并采取有效控制措施,可以大大提高体外循环过程中氧合器的安全性能。
3.3 规范临床使用操作
ECMO技术具有较强的量-效关系,对临床医生的操作使用要求较高,因此临床医生不仅要严格按照产品的性能以及使用说明书的规定要求来调试使用产品,还应定期接受相关的培训,确保ECMO技术能够高效、安全开展,避免因临床医生连接错误等操作使用问题导致的不良事件[3-5]。