电脑横机编织提花组织的设计与工艺
2021-01-19周春梅
周春梅
(南京特殊教育师范学院,江苏 南京 210036)
随着科技的进步和针织行业的飞速发展,针织服装进入一个时尚化、时装化、多样化的阶段。随着电脑横机在针织服装生产中的应用,电脑横机针织物成为针织服装界的新宠,人们对针织物组织和花纹的设计要求越来越高。在针织物中,提花组织有着举足轻重的地位,特殊的肌理、视觉效应、特性使针织物层次更加丰富,具有生动、立体、自然的美感[1]。由于织物正面线圈与纬平针相似,针织提花组织的色彩图案仅次于印花,可以根据不同主题的需要,用不同的色纱按要求的图案进行编织。
1 提花组织的设计要点
1.1 提花组织的组织结构
提花组织是按照花纹要求,有选择地在某些织针上编织成圈,在不成圈的织针反面以浮线的形式进行编织形成的一种花色组织。其结构单元由线圈和浮线组成,可以分为单面提花组织和双面提花组织[2-3]。
单面提花组织是在一个针床上编织,双面提花组织是在两个针床上编织。
1.2 提花组织的绘图步骤
(1)在花样页用提花色码绘制提花花型;(2)根据实际需要设置功能线214;(3)检查花型是否需分组;(4)根据相应的背床进行过渡;(5)设置纱嘴;(6)将功能线补充完整;(7)编译检查,存盘上机编织。
1.3 提花组织的花型设计
提花组织是运用不同颜色的纱线,通过颜色的交织,编织出各种各样的图案。通常,一个编织行由两种以上的颜色从头至尾编织而成,一行中的颜色数有多少就叫几色提花,例如一行由两种颜色编织而成,就称其为两色提花。单色提花也叫浮线提花或虚线提花,双面提花有横条提花、芝麻点提花、空气层提花等。在做虚线提花时不宜设计大色块图案,浮线过长,织物容易形成掉圈。如果设计大色块图案,可以通过中间加挂集圈来改善过长的浮线。
1.4 提花组织的细节处理
1.4.1 运用特定的提花色码
提花色码分两组。第一组:231#~239#;第二组:241#~249#(领子提花色码)。
1.4.2 罗纹过渡到提花的处理
(1)圆筒罗纹过渡到提花。①过渡到单面提花:用110#强行翻针,将所有针都翻至前板;②过渡到提花后板满针:因圆筒罗纹也是前后板满针,无需过渡;③过渡到天竺:先编译,调出性能加速技术(Performance Acceleration Technology,PAT)图或通过反编译查看天竺前后编织的那一枚针在第一支针还是第二支针,然后把对应后板空针的地方用110#翻针至前床。
(2)其他罗纹过渡到提花的处理。①过渡到单面提花:若罗纹用的是1#2#3#直接翻针,无需过渡,系统会自动翻针。若用的是8#9#10#,罗纹结束插一行空行,用110#强制翻针。②过渡到提花后板满针:在罗纹上面打一转假四平,度目另设一段,需调紧。③过渡到天竺:罗纹过渡到1×1天竺,也是先编译,看PAT图是哪支针先前后编织的,插入两行,加一转假四平,再把对应后板空针的地方用110#强制翻针至前板。
1.4.3 提花纱嘴的设置
不属于提花的部分纱嘴填在215,提花部分的纱嘴在编译的过程中“引塔夏纱嘴设置”里设定。
2 电脑横机编织提花组织的工艺
2.1 单面提花组织的结构与特性
以两色提花、前针床为正面编织为例(图1),当第一色在前针床进行编织时,第二色不编织,在第一色后面拉浮线;当第二色在前针床编织时,第一色在第二色的后面拉浮线,每种颜色编织多少针取决于设计图案。同理,如果是三色浮线提花,一种颜色在前针床编织,另外两种颜色在其后面拉浮线。
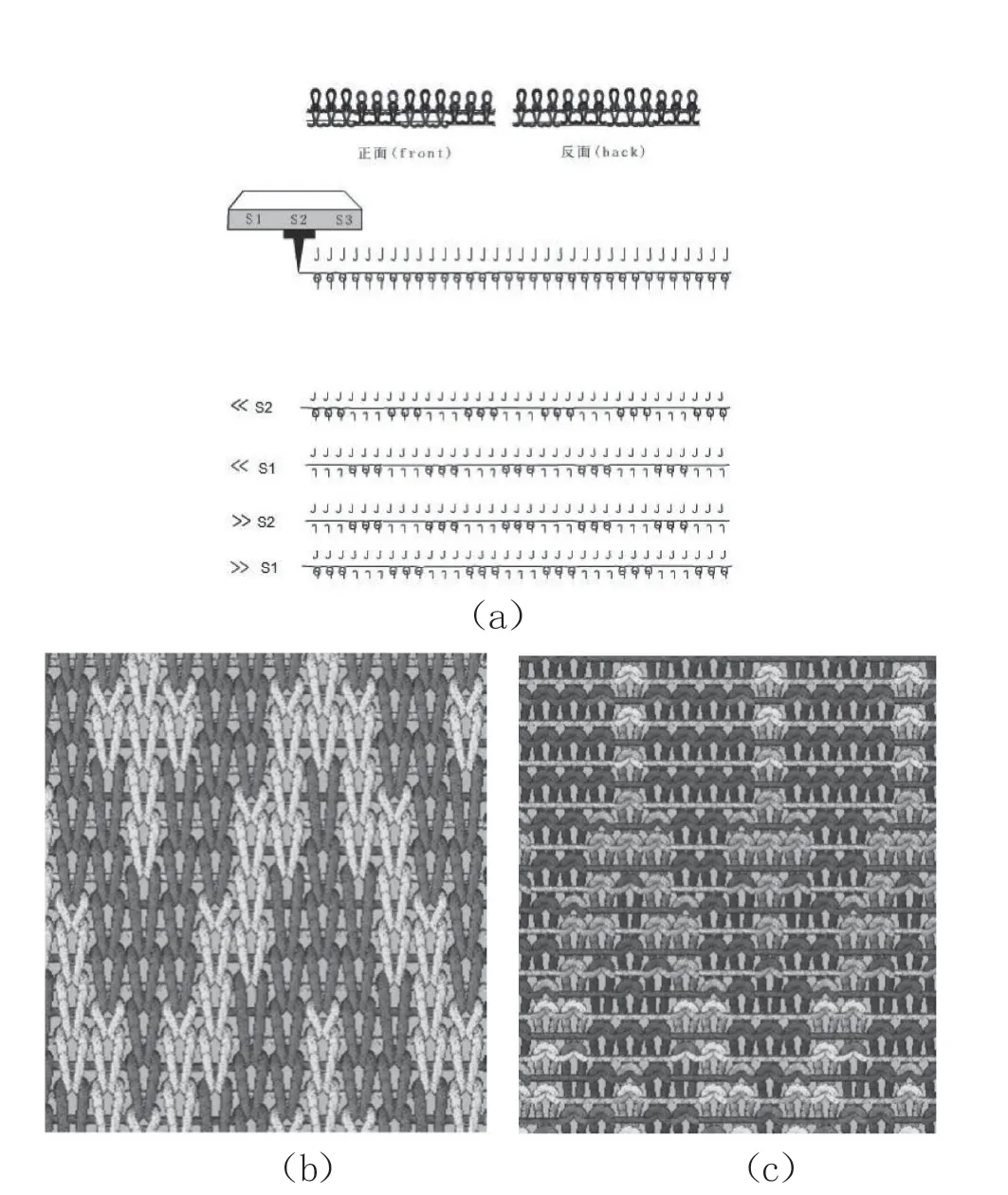
图1 浮线提花
单面提花组织设计特征:线圈大小相同,结构均匀,织物外观平整,正面具有良好的花色效应。由于只在一个针床编织,织物厚度比双面提花组织薄,相对节省纱线。受浮线影响,织物弹性小、花型小,花型具有局限性,设计者可以根据设计特征来设计花型图案。浮线提花织物与单面织物编织密度基本相同。空针提花需修边,尽量让每把纱嘴以编织的形式回到边上。
2.2 双面提花组织的结构与特性
2.2.1 背面横条双面提花
背面横条双面提花编织时,后针床满针,也叫四平提花。正面的花型按设计图案编织,反面的走针方式是:每种颜色在后针床的所有织针都进行编织,也称完全提花(图2)。
织物在两个针床上编织,不卷边,比单面平针织物厚,后针床密度大于四平密度。受密度影响,一般三色提花不选用背面横条提花方式制作。
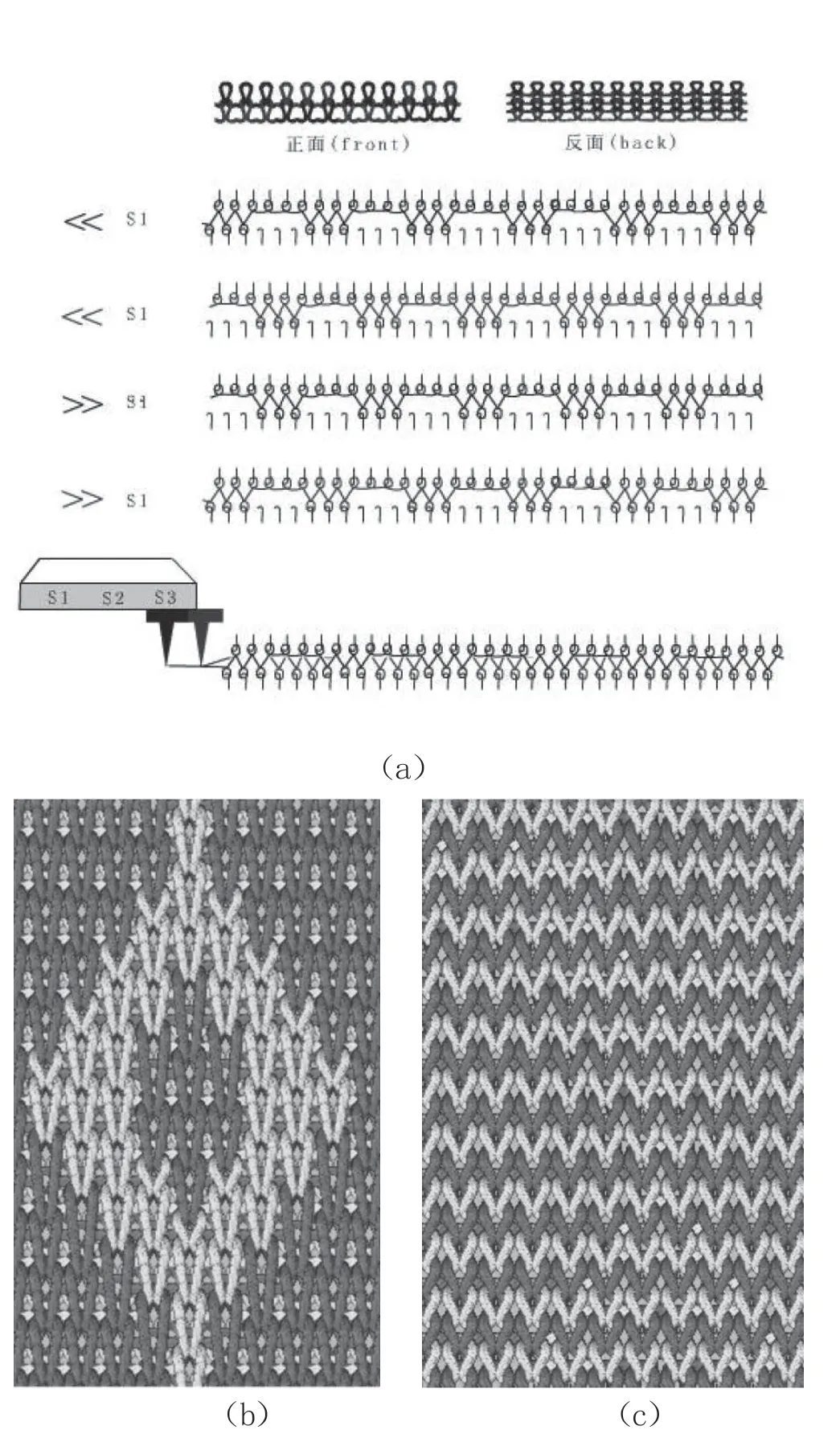
图2 横条提花
2.2.2 背面芝麻点双面提花
芝麻点双面提花即背面的颜色呈一隔一交错排列,背面的每一横列线圈都由两种纱线交替编织而成,形成芝麻点状外观。两色提花织物(图3),织物正面两个成圈系统编织一个横列,三色提花织物的正面由3个成圈系统编织一个横列(图4)。
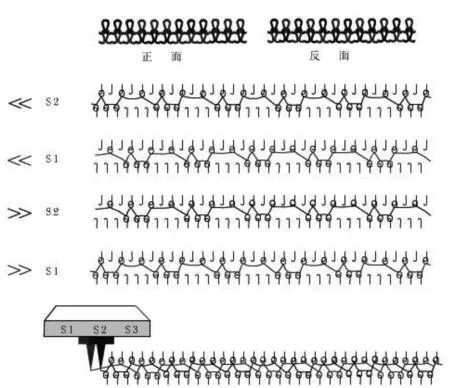
图3 芝麻点提花(两色)

图4 芝麻点提花(三色)
背面芝麻点双面提花织物无卷边性,背面由于一隔一出针方式,不同色纱线分布均匀,减弱了露底的现象。正面线圈密度疏松,显露背面花的颜色,称为露底。芝麻点提花的编织密度与横条编织密度接近。
2.2.3 背面空气层双面提花
空气层双面提花织物两面均按照花纹要求选针编织,正反面选针互补,即正面选针编织时,反面不编织;正面不编织时,反面选针编织。这样,织物间就形成了空气层,花型颜色面积越大,空气层越大。当编织两色提花时,正反面花型相同但颜色相反,形成正反面颜色互补的花纹效果(图5)。
空气层提花织物厚实、紧密,花型清晰,不易露底,但满针编织时织物单位面积质量较大。为了降低织物单位面积质量,织物反面也可以隔针编织,一隔一、一隔二、一隔三等。空气层双面提花织物的编织密度与单面织物接近。做空气层提花时,必须封口,让编织的两种颜色以芝麻点的形式相互交替编织,使织物边缘封口。
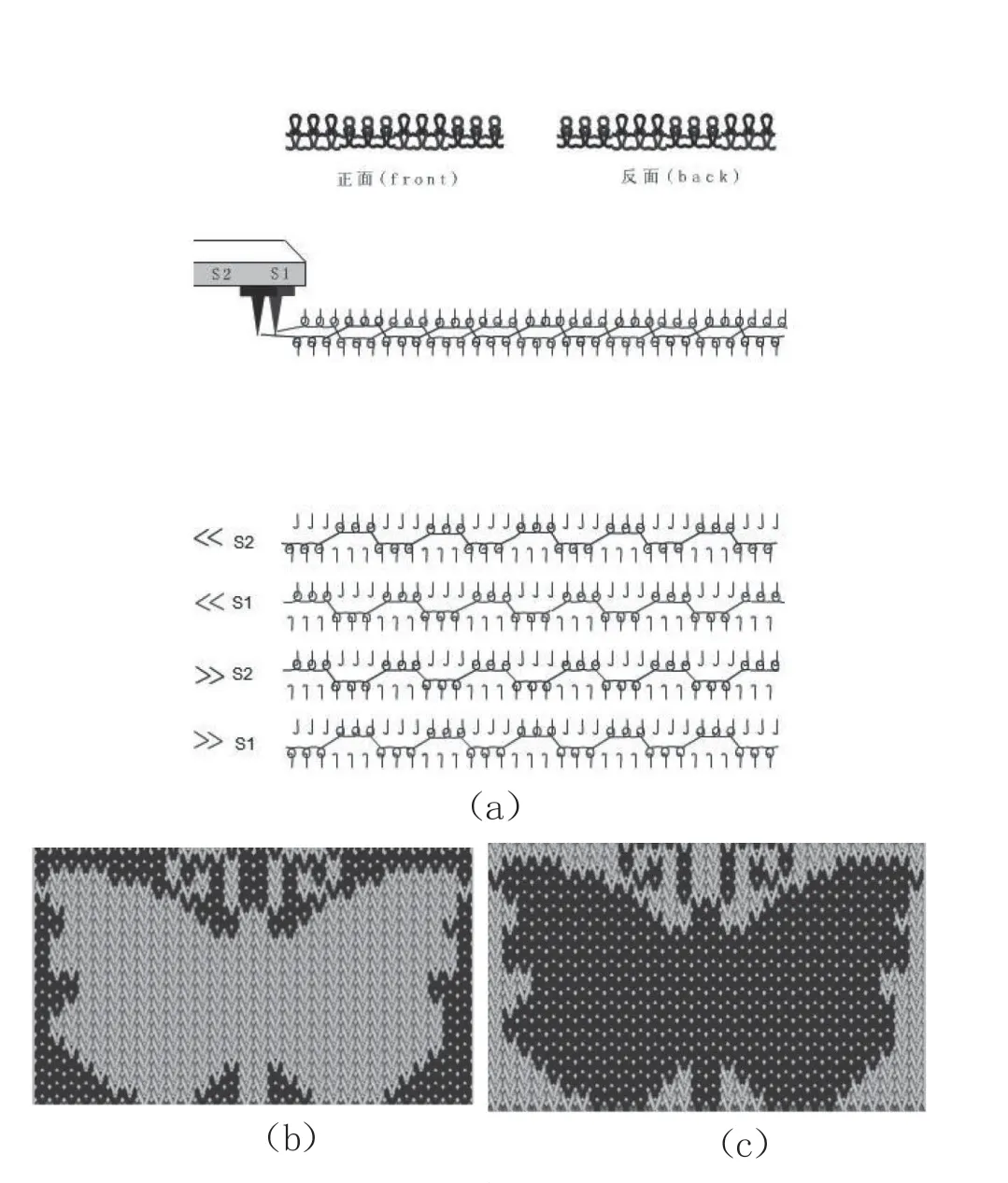
图5 空气层提花
3 芝麻点提花毛衫的设计制作
3.1 原料和款式
设计一款在四平针的基础上进行提花的男士套头毛衫,纱线是蓝色和灰色的混纺线,编织设备使用龙星牌双系统12针电脑横机、16把导纱嘴。
3.2 工艺计算
确定纱线后,运用设计花型编织样片,测算横密和纵密,测量各部位尺寸,进行各部位的工艺计算。
3.3 绘制花样图
绘制的花样如图6所示。
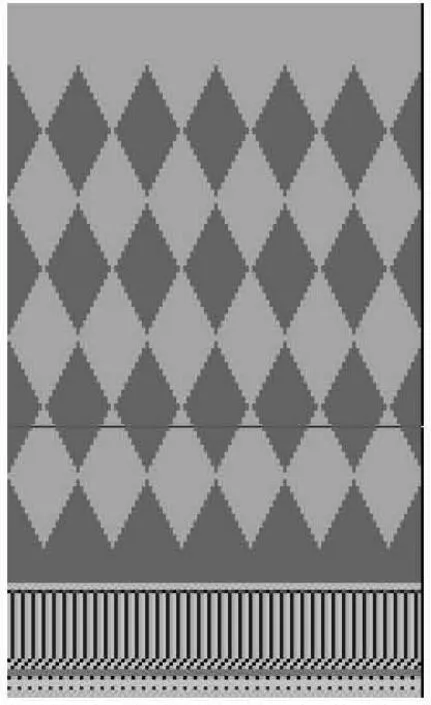
图6 绘制花样
根据实际需求设置功能线214,如图7所示。

图7 设置功能线214
3.4 在成型工艺中输入计算好的参数
在成型工艺中输入计算好的参数,如图8所示。

图8 成型工艺参数输入
选择保留花样,点击选择中心,将工艺套入花型中,注意两边花型对称(图9),点击Enter键,再点击确定。注意罗纹到提花的过渡以及提花到废纱的过渡。大身部分两把纱嘴交替使用。将功能条补充完整,编译上机。

图9 套入花型
3.5 设备参数
花型设计完成后将花型编译上机,在机器上设置编织参数,包括密度参数值(度目值)、速度参数值、罗拉参数值、起针点和导纱器停放点等。
3.6 后期整理
服装编织下机后,要把各部位缝合整理好,完成洗水熨烫,成品如图10所示。

图10 成品
4 工艺分析
(1)在花型设计过程中,要注意两把纱嘴的交替使用;(2)提花的边缘要封口;(3)编织密度要适中,牵拉力大小要合适,密度过大或过小都不利于编织的顺利进行;(4)收针部分不可以使用先移针、后翻针的收针符号,否则后针床线圈将无法被收掉,在收针数大于或等于两针时,尽量修改成一枚针一枚针收。使用大身的一把纱嘴进行平收。
5 结语
提花组织的色彩图案、组织结构以及纱线原料的选择决定了针织物的最终风格和视觉效果,可以在一件衣服上使用单色花型,也可以同时使用多种提花花型。随着针织行业的发展,提花在毛衫上的运用空间会越来越大,在运用提花图案进行设计时,需针对消费者的心理特征,巧妙地把提花图案运用到各式毛衫设计中,提高产品品质的时尚感与设计感。