基于ProCAST 数值模拟的马氏体不锈钢折流器铸造工艺优化
2021-01-12聂金成叶洁云汪志刚何晓璇陈子慧
聂金成, 叶洁云, 汪志刚, 何晓璇, 陈子慧
(1. 江西理工大学材料冶金化学学部,江西 赣州 341000;2. 南昌航空大学航空制造工程学院,南昌 330000;3. 南京理工大学泰州科技学院,江苏 泰州225300)
ZG06Cr13Ni4Mo 对应于美国标准A743/743M-03 中的CA6NM,是一种低碳马氏体不锈钢,具有优异的强度、韧性、可焊接性能、耐磨性能和铸造性能,因此广泛应用于水力发电设备。某公司利用采用砂型重力铸造方法生产的用于水轮发电机自动控制的折流器铸件来切断水流保护水轮机,延长水轮机使用寿命。 由于折流器长期服役在高冲击、重潮湿的腐蚀环境中,要求铸件承受一定的载荷和强度,因此减少铸造过程中气孔、夹渣、裂纹、缩松、缩孔等铸造缺陷的出现是实现折流器铸件致密化的关键[1-4]。 随着人们对铸造模拟技术需求的快速增长,ESI 集团开发的ProCAST 软件能够进行铸件充型、凝固和冷却过程模拟,准确预测缩松、缩孔等铸造缺陷出现的位置,以便调整工艺方案[5-7]。本文结合企业生产的实际需要,基于ProCAST 铸造模拟软件,对折流器铸件的铸造工艺进行模拟,通过模拟结果调整铸造工艺,从而获得较优的铸件质量,并为同类产品生产提供参考。
1 铸造工艺设计
1.1 铸件结构分析
1.1.1 铸件结构特点
折流器铸件属于异形件, 三维结构如图1 所示。该铸件材质选用ZG06Cr13Ni4Mo 马氏体不锈钢,其轮廓尺寸为 967 mm×455 mm×509 mm。 铸件净重190 kg,毛重 218 kg。
1.1.2 铸件结构设计
对折流器铸件进行结构分析(见图2),确定铸件的机械加工余量、粗糙度以及加工方法[8],如表1 所列。
1.2 铸件技术要求
①铸件熔炼采用EAF(电弧炉)+LF(钢包精炼炉)+VOD(真空吹氧脱碳法)的冶炼工艺方案,最终化学成分如表2 所列; ②铸件热处理工艺为1 010 ℃正火+605 ℃一次回火+580 ℃二次回火[9-10]。
1.3 铸造工艺分析
本次折流器铸件采用呋喃树脂砂重力铸造的方法[11-12],因不锈钢浇注温度高于普通铸钢件,呋喃树脂砂在高温状态下易出现发气量加大和造成铸件表面黏砂的现象[13],因此需要采取合理措施排出气体(设置明顶冒口、出气孔和芯骨缠绕排气绳等)和选用醇基锆英粉做涂料[14]。
1.4 铸造工艺方案
本铸件充分考虑分型面和浇注位置的选择,确定了平做立浇工艺方案[15]。在浇注时力求金属液流平稳,防止卷气,降低出现气孔可能性,故平做立浇工艺方案采用底注式浇注系统,水平侧入方式[16],浇注系统使用预埋陶瓷管造型[17]。

表1 铸件机械加工余量分布Table 1 Distribution of machining allowance for the casting
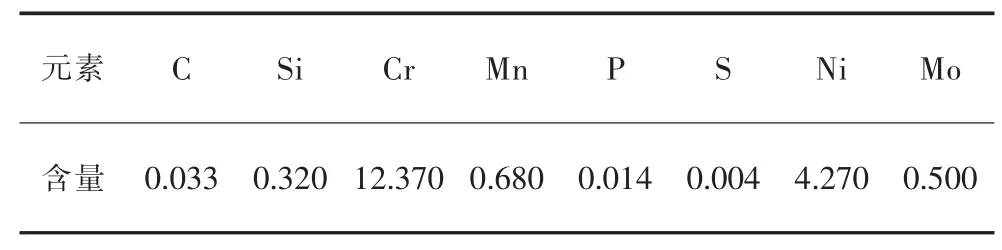
表2 折流器铸件化学成分Table 2 Chemical composition of the jet deflector casting 单位:质量分数,%
结合折流器铸件尺寸和结构特点, 共设置1 条锥形直浇道、1 条环形横浇道、4 条切线内浇道 (螺旋状布置)和1 处梯形直浇道窝,并根据铸件的补缩范围,设置了6 个标准腰形暗冒口和2 个随形明顶冒口。 折流器铸件的浇注系统及浇道分布如图3所示。
2 铸造工艺模拟与分析
2.1 热物理参数和模拟参数设置
由于 ProCAST 软件中 Cast 模块里没有ZG06Cr13Ni4Mo 的材料热物性数据, 需要自定义添加材料的化学成分,软件由此计算生成相应的材料属性[18]。 主要铸造模拟参数如下:
1) 边界条件。铸件与砂型之间、冷铁与砂型之间取500 W/(m·2K),铸件与冷铁之间取2 000 W/(m·2K)[6]。
2) 初始条件。浇注温度 1 565 ℃,型砂温度 25 ℃,冷却方式为室温空冷。 浇注时间t 采用漏包浇注系统钢液上升计算法计算,公式为[19]:
式中:GL为浇注重量,按工艺出品率估算,约为350 kg;N 为同时浇注的浇包数量, 取1 个;n 为每个浇口的包孔数,取 1 个;v包为钢液的浇注速度,取 20 kg/s。 由式(1)计算得到浇注时间 t 为 17.5 s,取整为 17 s。
3) 模拟参数。 浇注方式选择 Gravity Filling(重力铸造), 计算停止温度 TSTOP=700 ℃, 填充率LVSURF=1[20]。
2.2 初始方案模拟结果与分析
初始方案模拟结果及分析见图4。
从图4(a)可知,折流器挡流板和转轴上方添加冒口之后, 消除了大部分滞留在铸件的缩松缩孔缺陷,说明明顶冒口和暗冒口分布和数量的设置起到了良好的补缩作用, 但是缺陷控制仍未达到理想效果,这从图4(b)可以反映,折流器以挡流板和拐臂孔为界限所围成的部分铸件温度较高, 晚于下方转轴凝固,因此补缩通道畅通,缺陷较小;而挡流板与暗冒口的温度较低, 部分暗冒口可能先行凝固, 补缩通道阻塞, 其中2 个较大的暗冒口阻塞现象最严重,缺陷也最多。 究其挡流板缩松缩孔缺陷高的原因,分析图4(c)和图4(d)可知,折流器浇注系统的内浇口连接挡流板下部分,导致内浇口上方的金属液温度一直过高,形成孤立液相区,得不到上方冒口及时补缩,进而形成缺陷。
2.3 工艺优化及数值模拟分析
2.3.1 铸造工艺优化方案制定
根据初始方案的模拟结果,为进一步减少缩松缩孔缺陷区域,对初始工艺做出如下改进:
1) 折流器长短侧翼与挡流板连接处处于热节位置,金属液温度高,在热节连接处下设置2 块大的弧形冷铁,在挡流板下设置12 块方形冷铁;
2) 折流器长侧翼中的转轴部分存在少量缺陷,应加大明顶冒口的尺寸,同时在转轴外设置4 块半圆冷铁;
3) 在原有暗冒口的基础上,改用2 个保温冒口。
本次优化工艺均使用铸铁外冷铁,冷铁尺寸采用模数法计算,并结合工厂中常用的冷铁厚度,选取冷铁的厚度为20 mm, 冷铁形状依照铸件形状优化[21]。冷铁和保温冒口形状大小见图5,最终优化工艺方案如图6 所示。
2.3.2 工艺优化方案速度场分析
针对图 7(a)~图 7(e)速度场分析,对应左侧速度标尺,从充型1.19 s 时可以看出,金属液以较快的流速充满整个浇道,进入型腔的平均速度达到1.7 m/s,因内浇道呈螺旋切线布置, 对挡流板侧壁冲击较小,但金属液紊流现象较突出;充型5.05 s 时,金属液同步上升,较平稳地充满挡流板,充型平均速度低于0.8 m/s;充型10.61 s 时,金属液面十分平稳,没有发现金属液飞溅和卷气现象, 对挡流板几乎无冲击;充型12.87 s 时,金属液开始填充不对称的2 个大明顶冒口,依旧保持平稳、同步充型,充型平均速度低于0.01 m/s;在16.8 s 时充型完毕,总体充型结果令人满意。 结合速度场分析和图7(f),金属液从浇道进入型腔直至充满共需16.8 s, 与理论计算时间非常接近,并且从左侧充型时间标尺颜色可以得出,同种颜色绝大部分呈水平层状分布, 进一步验证平做立浇工艺采用环形底注侧入式浇注系统后, 整个充型过程十分平稳,降低了因卷气而产生气孔的可能性。
2.3.3 工艺优化模拟结果与分析
工艺优化模拟结果及分析见图8。
从图8(b)缺陷分布图可以看出,通过合理布置冷铁、扩大明冒口尺寸和改设保温冒口的措施,最大程度地把缩松缩孔缺陷从铸件内部转移到冒口中,铸件内部缺陷率从24.2%大幅降低到1.56%, 说明冷铁布置增加了整个挡流板的冷却速度,使得明顶冒口和暗冒口后期凝固, 从而优化铸件凝固顺序,补缩通道畅通,这与图 8(c)、图 8(d)模拟结果一致;从图8(e)得出,保温冒口的设置避免了由于内浇口热量导致孤立液相区的出现,延长了补缩通道,几乎消除了挡流板的全部缺陷,最终得到一个致密、满足综合机械性能的铸件。
3 结 论
1) 本次折流器铸件采用平做立浇工艺方案和环形底注侧入式浇注系统, 整个充型过程十分平稳,降低因卷气而产生气孔的可能性。
2) 根据初始方案模拟结果合理布置外冷铁、保温冒口和调整明冒口尺寸,最终有效减少了缩松缩孔缺陷,保证了铸件的致密性和综合机械性能。
