新型混棉设备在色纺及差别化纤维混纺上的应用
2021-01-10詹华春
詹华春
(青岛宏大纺织机械有限责任公司,山东 青岛 266101)
1 引言
随着人们消费水平的不断提高,产品附加值相对较高的色纺纱及差别化纤维纱线愈发受到市场的青睐。目前在色纺及差别化纺纱行业,大部分纺织厂对纤维采取传统的人工混合方式。随着信息化、智能化不断的升级完善,亟需研发一种新型的混棉设备来代替传统的混棉方式,以满足市场和客户需求[1]。基于此,本文介绍了一种新型混棉设备JWF1037精细混棉输送机在色纺及差别化纤维混合中的应用,为相关行业提供技术参考。
2 新型JWF1037精细混棉输送机
2.1 JWF1037精细混棉输送机的主要特点
2.1.1结构及机械特点
本机适用对单批次50 kg~300 kg的不同品种、不同颜色纤维进行精细混合,是集自动喂入、开松、输送、混合、输出于一体的多功能混棉机,可通过摆动的角钉帘,实现混棉状态与输出棉状态的自由切换,这是该机主要创新点之一[2]。设备通过不断重复地纤维输送、提升、剥取、抛射、混合,可实现纤维的均匀混合,混合效果好,同时,运用本机还能缩短工艺流程配置,节约设备、人工及管理成本,达到提质增效的目的[3]。
JWF1037精细混棉输送机工作初始状态时,角钉帘处于混棉位置,采用人工称料,翻斗自动喂入方法,定量地将不同等级或不同颜色的原料放置到液压翻斗中,翻斗启动将原料翻至第一平帘,经过开松打手初步开松后,再经由第二平帘输送到角钉斜帘提升,在原料提升的过程中,剥混打手将原料从角钉帘剥取,利用抛物线原理将原料抛出后经混棉打手依次阶梯混合,完成一个混合过程[4]。然后原料再一次落入第二平帘上,重复上述混合过程,直至纤维混合均匀。混合完成后,角钉帘摆动至出棉位置,同时由角钉帘提升,经过均棉罗拉、剥棉罗拉,纤维落入出棉管道输送至后道设备[5]。JWF1037精细混棉输送机工作原理如图1所示,主要结构及作用见表1。
2.1.2电气系统特点
整个系统电气一体化控制;从原料喂入、输送、混棉、输出全自动控制生产;各个关键点均有传感器检测保护,其参与自动控制各相关旋转件的运行;生产过程中,整个系统全面保护;光电监控原料在各工序的实时状态变化;单独操作可视化显示屏,在线调整各类参数设置;配方存储功能。
2.2 JWF1037精细混棉输送机的应用实践
我公司从2015年开始研究适合小批量、小订单色纺纱及差别化纤维纺纱混合用设备,并于2016年将新型混棉设备推向市场。据调研,大部
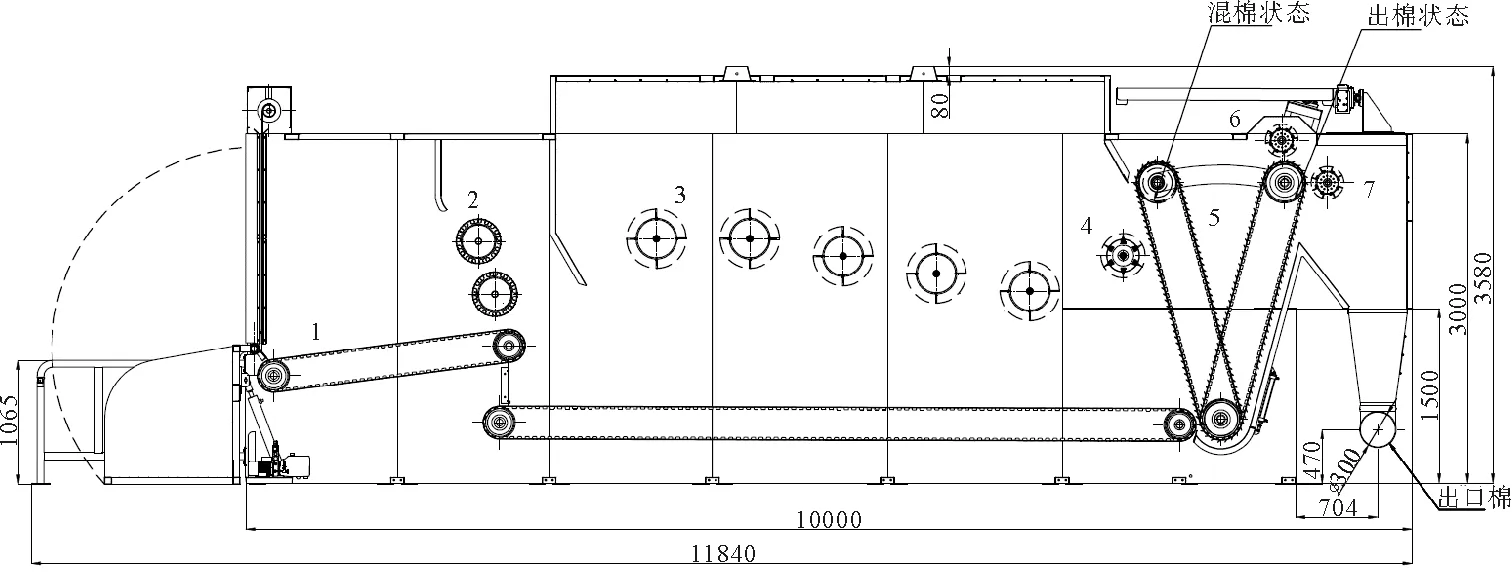
图1 JWF1037精细混棉输送机工作原理图
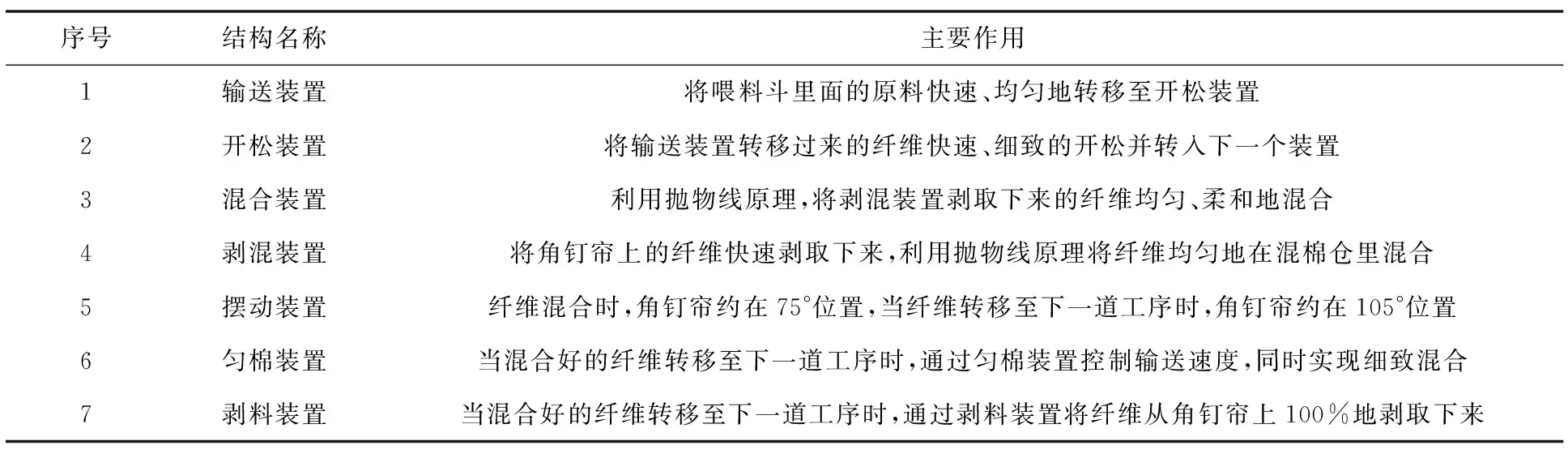
表1 JWF1037精细混棉输送机主要结构及作用
分纺纱厂色纺纱或差别化纤维纱订单约80%的产量在300公斤以内,且对混合工序的要求非常高。因此,通过对色纺中颜色差别最大、比例差别最大的实际应用情况进行介绍,彰显JWF1037精细混棉输送机的优势。
2.2.1工艺流程一
以广西某厂为例,其工艺流程为:JWF1037精细混棉输送机→A054凝棉器+A035E混棉机→FA1112开棉机→A186G梳棉机→FA306并条机→条卷机→E66精梳机→D45并条机→粗纱机→细纱机→络筒机。其中配棉工艺参数见表2,JWF1037精细混棉输送机主要技术参数见表3,经JWF1037精细混棉输送机混合前、混合后原料状态见图2、图3,成条状态见图4。

表2 配棉工艺参数
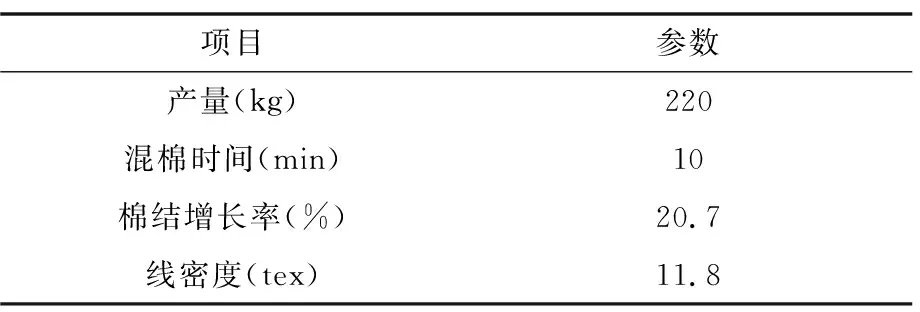
表3 技术参数
2.2.2成纱质量
精梳11.8 tex成纱质量指标见表4,成纱质量按FZ/T 12014—2014《针织用棉色纺纱》考核,所测指标均达到优等。

图2 混合前原料状态

图3 混合后原料状态

图4 成条状态

表4 精梳11.8 tex成纱质量指标
2.2.3工艺流程二
以山东某厂为例,其工艺流程为:JWF1037精细混棉输送机→FA055纤维分离器+JWF1115精开棉机→梳棉机→并条机→条卷机→精梳机→并条机→粗纱机→细纱机→络筒机。其中配棉工艺参数见表5,JWF1037精细混棉输送机主要技术指标见表6,经JWF1037精细混棉输送机混合前、混合后原料状态见图5、图6,成条状态见图7。

图5 混合前原料状态

图6 混合后原料状态

图7 成条状态
2.2.4成纱质量
精梳9.8 tex成纱质量指标见表7,成纱质量按FZ/T 12014—2014《针织用棉色纺纱》考核,所测指标均达到优等。

表5 配棉工艺参数
表6 技术参数

表7 精梳9.8 tex成纱质量指标
3 结语
纺织厂的实际使用效果证明,JWF1037精细混棉输送机智能化程度较高,成纱质量好,解决了色纺、差别化纤维混合难的问题,可以有效降低人力成本,提高劳动生产率。
