任意层互连刚挠结合板开发初探
2021-01-09孟昭光阳厚平赵南清
孟昭光 阳厚平 赵南清
(东莞市五株电子科技有限公司,广东 东莞 523290 )
1 产品背景
1.1 产品基本信息
该款任意层互连刚挠结合印制板(R-FPCB)由双面无胶电解铜材料+电解纯铜箔+斗山DS-7402-BS 1078 62%材料混压而成,产品孔径小,且内层芯板厚度0.050 mm,板厚较薄需采用FR-4框架绑定方式进行填孔电镀,是一款技术含量较高的新类型软硬结合板产品。产品基本信息见表1。

表1 产品基本信息
产品设计叠构见图1。
1.2 产品要求与技术难点
PCB要求与加工难点见表2。
1.3 产品工艺流程
1.3.1 L4/L5层 工艺制作流程(FPC内层基材)
L4/L5基材开料—LDD—等离子—线路前处理—水平除胶—PI调整—水平沉铜—填孔电镀—内层线路—内层蚀刻—内层AO—内层贴CVL—冷压—真空快压—固化—内层防焊丝印—靶冲—加工—预压—棕化—烘烤—等离子—控制中心

图1 产品叠构图

表2 技术加工难点
1.3.2 L3/L6层 工艺制作流程(1+2+1工艺叠构)
内层贴合—内层压合—X-RAY—激光切割—棕化减铜—LDD—等离子—水平沉铜—填孔电镀—X-RAY—内层线路—内层蚀刻—内层AOI—棕化—烘烤—控制中心
1.3.3 L2/L7层 工艺制作流程(1+1+2+1+1工艺叠构)
内层贴合—内层压合—X-RAY—铣板边--棕化减铜—LDD—等离子—水平沉铜--填孔电镀—X-RAY—内层线路—内层蚀刻—内层AOI—棕化--烘烤—控制中心
1.3.4 L1/L8层 工艺制作流程 (1+1+1+2+1+1+1工艺叠构)
外层贴合—外层压合—X-RAY—铣板边--棕化减铜—LDD—外层钻孔—等离子—磨板—水平沉铜—填孔电镀—X-RAY—外层线路—外层蚀刻—外层AOI—外层防焊丝印—激光开盖—化金—铣板—清洗—激光切割—金面清洗—飞针—FQC—FQA—包装入库
制程重点:AOI和FQC成品板良率;
制作难点:LDD、压合、填孔电镀、线路、防焊、激光盲割与开盖工序。
2 制作方案和检验方式
重点工序制作方案与检验方式(见表3)。
3 过程数据分析
3.1 压合介厚数据(见表4)
3.2 减铜数据(见表5)
3.3 涨缩数据推移图(见图2)
小结:以上涨缩数据分析,涨缩管控要求±5/万,实际成品SET涨缩:X+16/万Y-2/万,需对图2涨缩推移图。预补偿[1]进行调整和制程管控,才能满足涨缩需求。
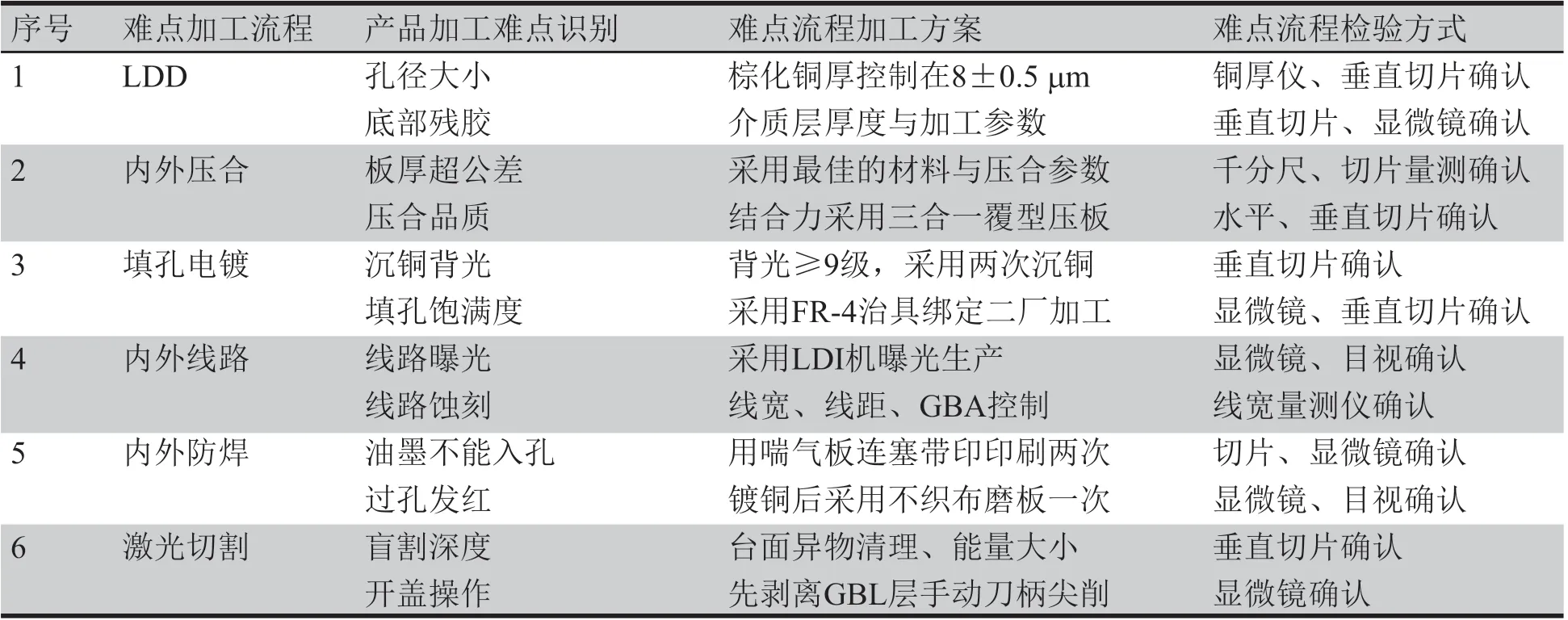
表3 重点工序制作方案

表4 各层介质层厚度 (单位:μm)

表5 棕化减铜后铜厚数据 (单位:μm)

图2 涨缩数据推移图
3.4 线宽测量结果(见表6)
3.5 填孔电镀铜厚测量结果
小结:以上数据分析,各层次铜厚均在管控范围内,合格。另工艺边存在镀铜不均现象,后续采用FR-4框架绑定,进行填孔电镀,主要改善L2/L7和L1/L8层存在一些板边镀铜不均、空洞和气泡现象,需要100%满足填孔品质要求。见表7和图3所示。
3.6 产品可靠性测试(见表8)
小结:热应力浸锡都在L3-L6层软硬交接处出现起泡分层,初步分析材料和规格厚度存在异常,PP材料耐不了三次高温高压,且介质厚度要求80 μm,实际切片介质层厚度只有42~56 μm范围,需重新调整叠构;成品涨缩管控要求±5/万,实际X方向+16/万,需要对预补偿进行调整和制程管控,才能满足需求。

表6 线宽数据(单位:mm)

表7 电镀铜厚数据 (单位:μm)

图3 各层填孔

表8 可靠性测试结果

表9 异常处理及改善
4 过程异常处理及改善
制作过程中存在异常问题汇总,临时出处理措施及后续改善方案(见表9)。
5 制作结论
通过对任意层互连刚挠结合板的制作研究,现有的设备制程能力基本具备生产条件,根据制作过程中的数据分析结果,在设计及工艺上存在一些问题,主要表现为以下几点,后续改善见表10所示。
(1)可靠性测试:热应力浸锡出现起泡分层,分析因材料耐不了三次高温高压加工生产,另工程设计需重新按照残铜率[2]去换算选择材料规格。
(2)板厚:经过三次压合,成品板厚偏薄,需要调整叠构才能满足层介质厚度和成品板厚。
(3)电镀铜厚:各层次铜后均在管控范围内,L2/L7和L1/L8层存在板边镀铜不均、空洞和气泡现象,后续采用FR-4框架绑定进行填孔电镀,减少不良发生。
(4)线路测量:各层次线宽、间距、焊盘和BGA大小均在公差管控范围内,可以满足品质要求,其中外层图形焊盘及BGA偏下限,又因产品存在涨缩,给飞针和电测工序带来加工困难,后续可优化调整线路补偿。

表10 后续改善方案
(5)成品涨缩管控[3]要求±5/万,实际测量:X+16/万Y-2/万,涨缩已超出管控范围,此项需重新评估调整预补偿进行和制程管控。
(6)FPC空旷区域L4/L5层设计阻胶片时,所有区域需要都加工贴合阻胶片,便于激光盲开,确保外观良率。
