边界约束对中厚板焊接残余应力的影响
2021-01-08许振波周文静
许振波,周文静,钱 骥,2*
(1.重庆交通大学土木工程学院,重庆400074; 2.重庆交通大学省部共建山区桥梁及隧道工程国家重点实验室,重庆 400074)
钢桥面板自重小、承载能力强、环境适应性强等特点而广泛应用于大跨径钢桥建设中[1-2]。钢桥面板在现场焊接拼装成型时,局部集中加热及热循环过程中的非均匀加热及冷却,将会在对接焊缝及母板区产生不均匀塑形变形及焊接残余应力,焊缝接头的残余应力容易引起接头疲劳强度下降[3]。焊缝接头位置残余应力结合行车荷载等产生的工作应力,降低桥面板的疲劳强度、稳定性并显著影响钢桥的服役寿命[4]。中厚板边界约束的改变将会影响焊缝残余应力的形成,较小的焊接残余应力将延长桥面板连接焊缝的使用寿命,因此研究中厚板外约束改变对焊缝及近缝区残余应力的影响、优化焊接工艺和降低桥面板焊缝处残余应力,具有重要的实用参考价值。
试验分析及数值模拟二者均成为研究钢桥面板焊接残余应力的有效手段。研究表明,面板上表面焊接残余应力随厚度增加而减小[5]。文献[6]利用点热源分析了14~18 mm板厚的焊接残余应力,但是忽略了热源参数对残余应力分布的影响。林升等[7]通过子程序DFLUX得到了不同厚度对接板的残余应力分布,但是仅考虑边界自由约束而忽视了边界约束对中厚板焊接过程残余应力的影响。王若林等[8]通过热-结构间接耦合法,分析了扁平钢箱梁热应力及残余应力场,但没有考虑初始预热温度及焊后热处理对焊缝残余应力场的改善。
考虑热源形状对熔池形状作用,本文将焊接过程中的边界约束分为温度及力学二类边界进行讨论,通过改变焊前预热及焊后热处理外环境温度,改变力学边界约束状态及作用位置距离,对约束状态下的桥面板焊缝对接进行残余应力数值分析。通过对不同边界约束的改变,分析了温度、力学边界对中厚板焊接残余应力的影响。
1 焊接理论及模型边界设置
基于热-力耦合的焊接模拟通过直接耦合与间接耦合实现,鉴于间接耦合节省计算时间且操作灵活度高,通常完成温度场求解并将温度荷载重新施加于求解模型,进一步考虑不同边界约束设置,最终求解得焊接残余应力。
1.1 有限元网格划分及相关材料属性
为降低求解难度,设置焊缝填充材料与母板材质同为Q345低碳钢,材料参数参考文献[4]。图1模型网格划分按照焊缝及近缝区细密,母板远缝区网格稀疏,这样做既保证了焊缝区求解精度又使整体求解时间大幅降低。中厚板模型焊接数值模拟时为增加残余应力场求解精度,采用4层7道焊。
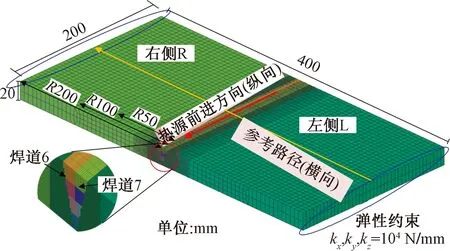
图1 平板网格划分及约束设置Fig.1 Grid division and constraint setting of flat plate
1.2 有限元模型边界条件的设置
熔焊条件下,母板主要通过对流与辐射方式向外界环境传热,二者综合考虑母板向环境传递的热量为
q=εc0(T4-Tf4)
(1)
式(1)中:ε对应物体黑度系数;c0为黑体辐射系数;T为母板温度;Tf外界环境温度。
母板横向外侧截面节点施加约束限制焊接过程中母板的刚体位移,以文献[9]给出的外边界节点约束值104N/mm为基准参考值,并通过改变外约束作用位置及作用力大小,研究外加约束对钢板焊接残余应力的影响。
1.3 焊接热源模型
选择合理的热源模型进行焊接温度场的模拟是求解得准确残余应力的前提。3D双椭球热源[10]前方电弧挺度大、熔深大,且可以有效地表征图2中CO2气体保护焊的熔池形状。外界温度设置为20 ℃。
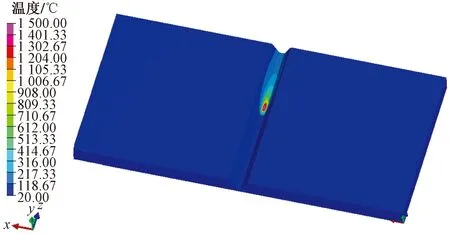
图2 前进中的瞬态热源Fig.2 Transient heat source in progress
2 试验验证及数值仿真解
2.1 试验及基本原理
图3中X射线衍射法测量仪基本原理:X光入射线以θ角照至1个无应力晶体,金属体内部两原子间距D,所散射光程差恰好为特征谱波长λ整数倍[11]。布拉格方程为
2Dsinθ=nλ
(2)
式(2)中:θ为入射线与晶面夹角;n为衍射指数。

图3 iXRD系统及电源Fig.3 iXRD system and power supply
平板施焊结束冷却至室温后,使用X射线分析仪测得残余应力。参照文献[9]实测数据对比图4中有限元纵向残余应力数据,实测值与有限元求解值分布趋势较为一致。焊缝中心线及焊缝熔合线位置仿真解存在凸起,原因在于焊缝加热引发焊道填充物膨胀,母材与焊缝交界处网格几何不连续,精细化网格节点解将求解值放大。较小的数值差及相同的应力分布趋势,可以认为基于弹-塑性有限元法的数值解是合理有效的。
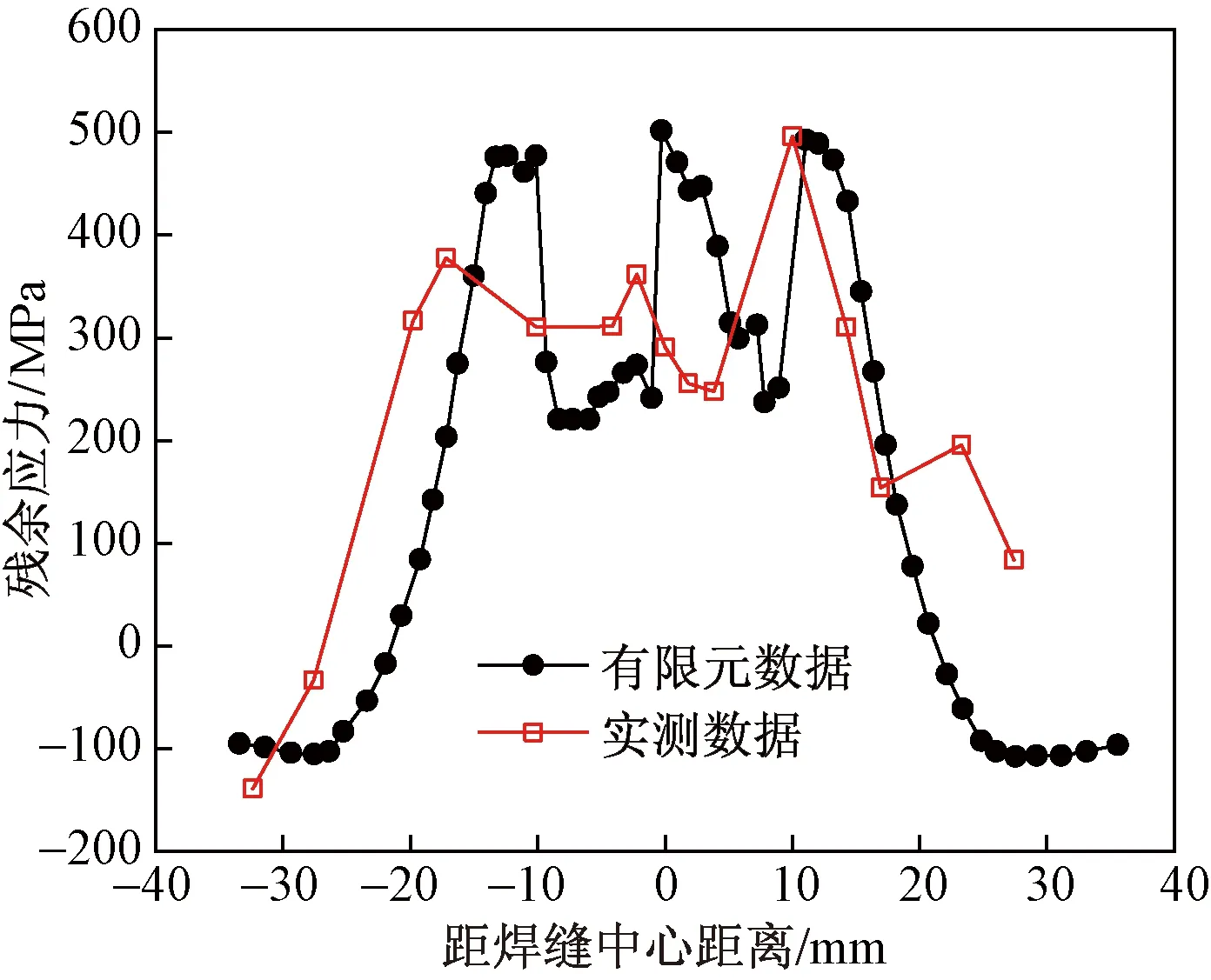
图4 X射线分析仪实测数据与有限元数据对比Fig.4 Comparison between measured data of X-ray analyzer and finite element data
2.2 残余应力的数值仿真
求解时不降低计算精度的基础上需要提高收敛速度,因此需要对焊接过程进行适当简化:①忽略焊件与支撑平台的热传导;②热源前进速度恒定;③热-力单向耦合等。
温度场计算结果重新读入并考虑外加约束作用得到图5约束状态下的平板Mises等效残余应力。其中超过母材屈服强度的区域仅集中在焊缝及临近热影响区(HAZ),宽度不超过30 mm。焊缝盖面焊拥有2个焊道,焊道7对焊道6的“覆盖”作用从而使得焊缝区域呈现为3个峰值条带。
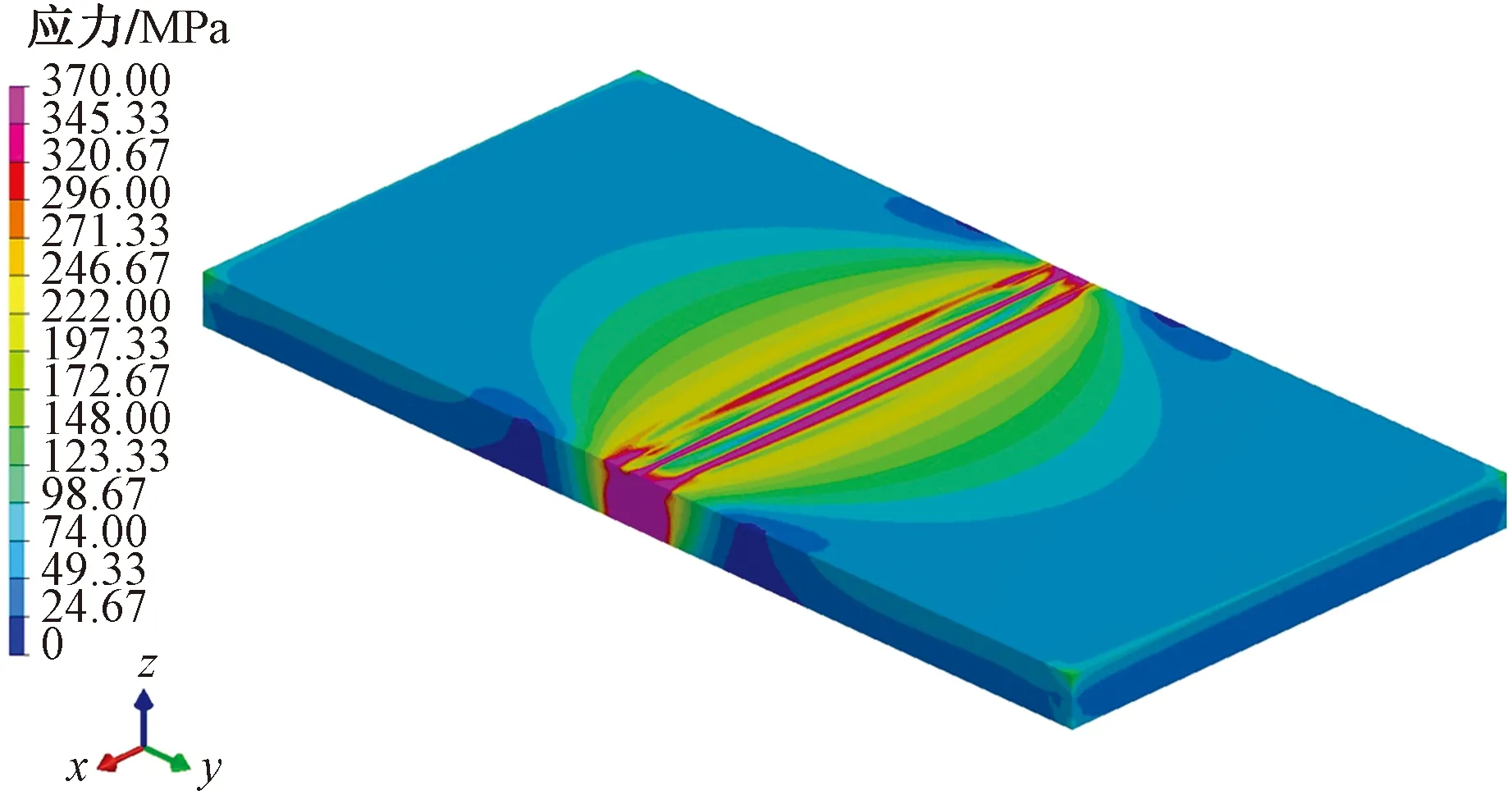
图5 约束状态下平板残余应力云图Fig.5 Residual stress nephogram of plate under constrained state
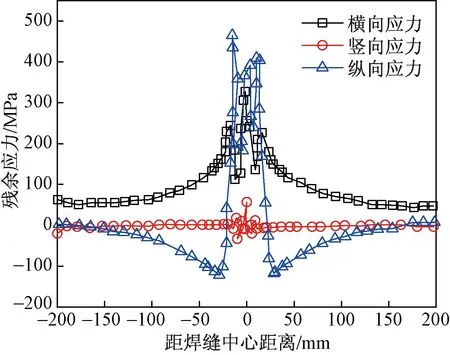
图6 平板x、y、z向残余应力Fig.6 Residual stresses in x, y, z directions of the plate
图6为中厚板上表面沿参考路径所得纵、横、竖向残余应力分布曲线。除焊道6,7(图1)热影响区纵向残余应力部分超过母材屈服强度外,顶板其余区域及横、竖向残余应力均超过屈服强度。中厚板热影响区纵向拉应力最大为473 MPa,随着距焊缝中心线距离的增加,纵向残余应力逐渐降低,距离焊缝中心线22 mm位置,纵向应力由拉转压,至中厚板边缘残余应力降至0。焊缝中心线位置横向应力最大为348 MPa,热影响区横向应力峰值最大不超过248 MPa。
3 边界对残余应力的影响
焊接前对中厚板预热及焊接结束后的热处理,将会显著改变焊缝区残余应力的大小[12-14],在外界横向约束改变的情况下中厚板热影响区(HAZ)及母板区横向残余应力将会产生更为明显的变化。
3.1 热学边界影响
保持力学边界约束不变,通过改变中厚板初始温度及焊后保温热处理实现对热物理场换热边界的控制,从而在热力耦合计算中达到间接影响残余应力分布的效果。以焊缝中心线左侧为例讨论不同热边界作用下中厚板残余应力变化。
3.1.1 预热温度作用
随着预热温度的升高,沿参考路径,图7(a)焊缝及熔合线附近3 mm范围横向残余应力降低。由于中厚板横向受边界力学约束的影响,HAZ及母板区域随预热温度的增加而逐渐增大,预热温度的提高使得焊接过程中达到的最高温度增大,金属受加热、冷却过程中的热胀冷缩效果增大,且横向自由收缩受限,加剧了HAZ横向残余应力变化。
距离熔合线7 mm位置,预热100、150 ℃后,图7(a)横向残余应力峰值达到276、298 MPa;当距离超过10 mm后,约束状态下横向残余应力的增加更加明显;距离熔合线25 mm处,横向残余应力差值达到最大值,相比对应节点无预热状态下应力分别增大70、111 MPa。
图7(b) 距焊缝熔合线4 mm位置,纵向残余应力达到最大值,至13 mm处,纵向残余应力变为压应力。HAZ及母板区纵向残余应力值与预热温度成反比,熔合线向外5 mm范围内,随预热温度升高,纵向残余应力降低最为明显。
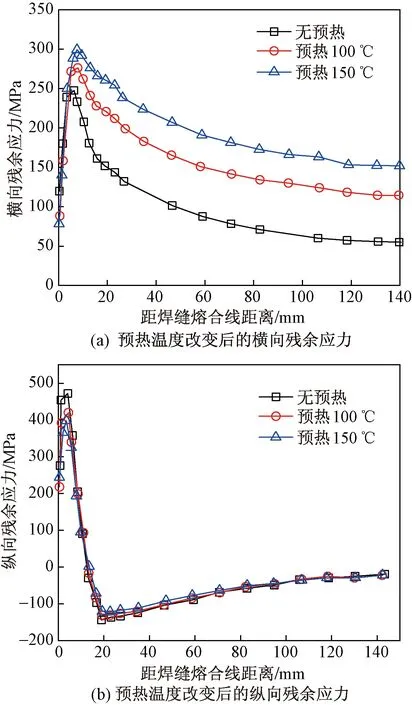
图7 不同预热温度下熔合线至板边缘残余应力分布Fig.7 Distribution of residual stress from fusion line to plate edge at different preheating temperatures
预热温度增加,焊接过程中焊缝区温度梯度降低,从而使得纵、横向残余应力降低(表1)。但是由于横向约束的影响,HAZ及母板区横向残余应力不降反增,图7(a)一定范围内(距熔合线4~25 mm)横向应力增大值与距离长度成正比,之后差值逐渐维持在60、98 MPa。
无约束状态下的纵向残余应力在整体预热后,由于降低了焊缝区的激热作用,焊缝及周围HAZ纵向残余应力与预热温度成反比。
3.1.2 焊后热处理作用
对比图8焊后冷却至20(室温)、100、150 ℃焊后保温1 h热处理后横向残余应力云图,由图8可知,随着焊后热处理温度的增大,焊缝及周围热影响区横向残余应力分布范围及对应位置应力数值逐渐降低。
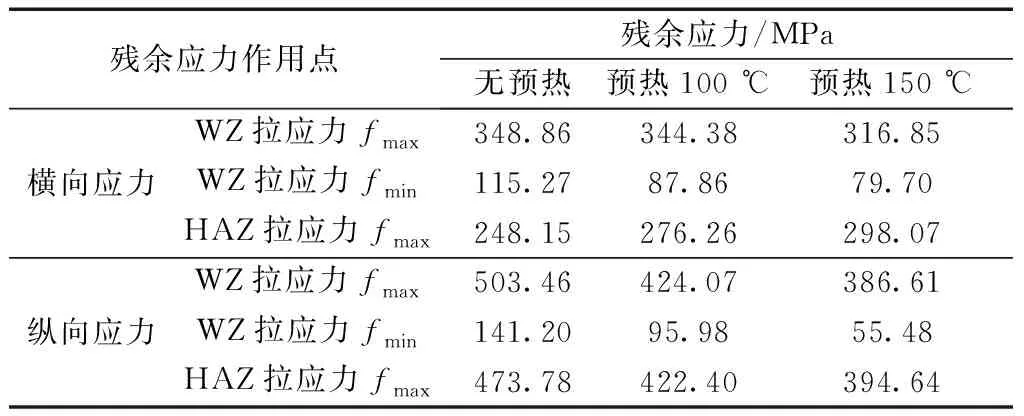
表1 预热后焊缝区(WZ)及热影响区(HAZ)焊接残余应力
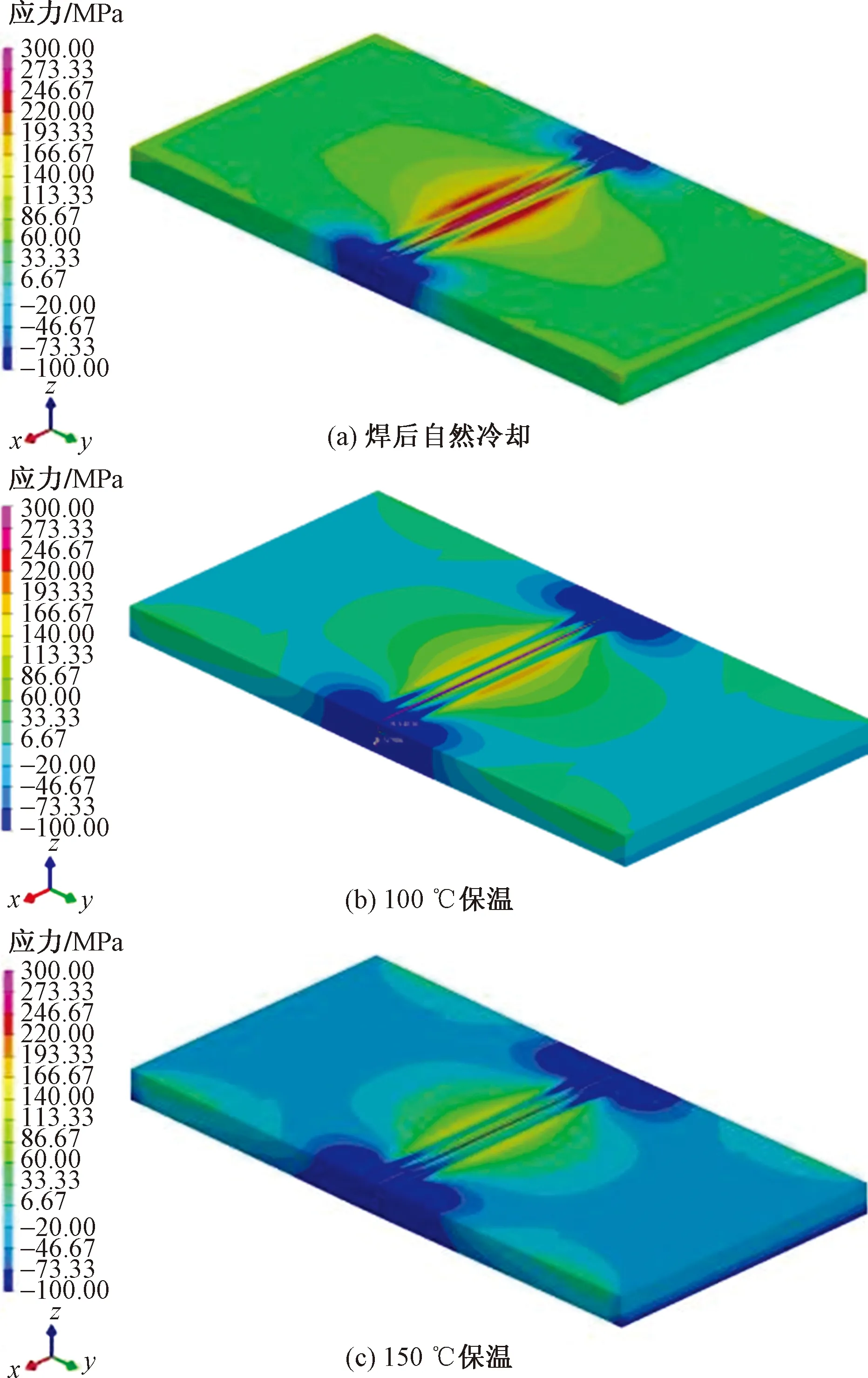
图8 不同热处理温度下横向残余应力云图分布Fig.8 Distribution of transverse residual stress nephogram at different heat treatment temperatures
随着焊后热处理温度的增大,图9(a)中厚板对应节点横向残余应力逐渐降低,熔合线位置横向残余应力降低为压应力。中厚板横、纵向边界约束与否,HAZ及厚板边缘均为残余应力降低的敏感区域图9。
焊后保温热处理后,焊缝、热影响区残余应力均会降低,中厚板边缘数值较小的拉应力甚至会转化为压应力。如表2所示,中厚板在横向约束作用下经保温热处理作用后,不同区域(WZ、HAZ及板边缘)横向残余应力的降低程度均大于无约束状态下的纵向残余应力变化;约束状态下HAZ横向残余应力降低最为显著,后保温100、150 ℃分别降低62、106 MPa;无约束作用的纵向残余应力在中厚板外边缘残余应力降低最为明显,100、150 ℃热处理作用后,纵向残余应力下降47、77 MPa。
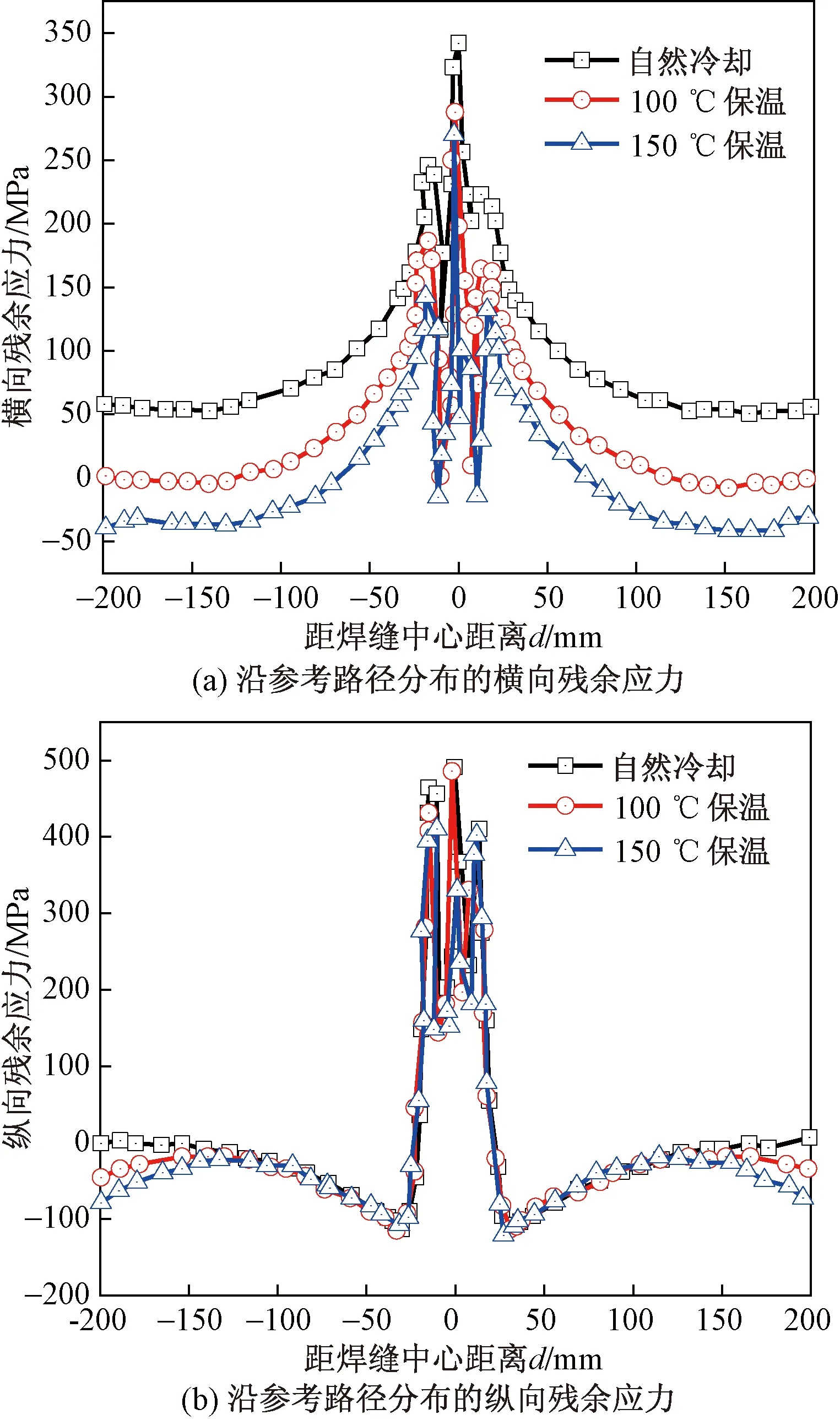
图9 不同热处理条件下的残余应力分布Fig.9 Distribution of residual stress under different heat treatment conditions
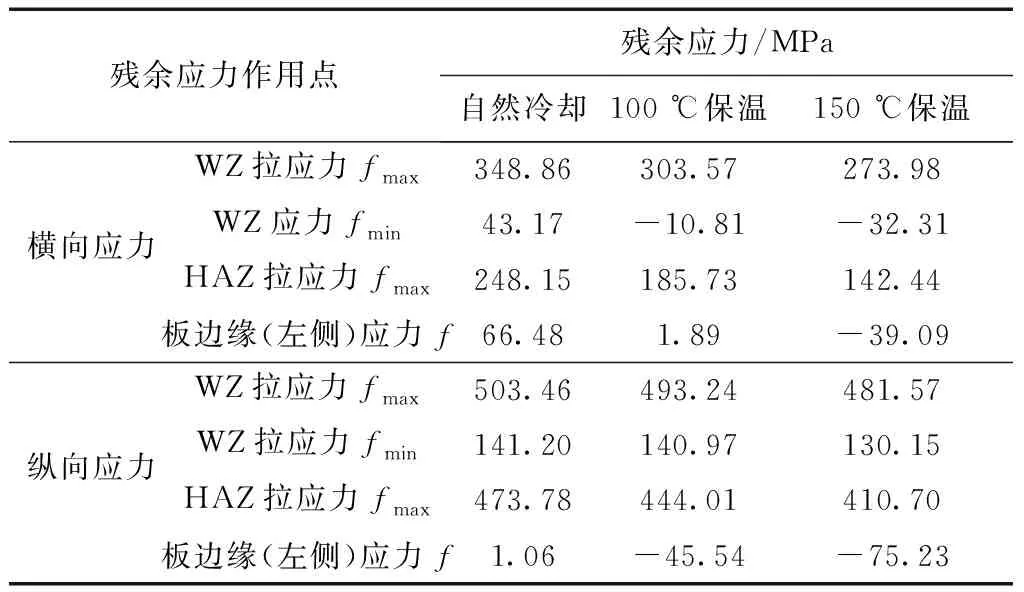
表2 焊后热处理作用下焊缝(WZ)、热影响区(HAZ)及母板残余应力变化
3.2 力学边界影响
在保证焊接初始温度为室温20 ℃,焊接完成后自然冷却至室温,通过对比中厚板纵、横向约束状态,横向约束大小及约束作用位置,进一步研究了力学边界约束对焊接残余应力的影响。
3.2.1 不同约束程度对残余应力的影响
中厚板边界约束工况1为104N/mm,工况2为103N/mm,工况3为105N/mm,通过改变外约束作用强度实现力学约束转化。
中厚板平面内图10(a)横向残余应力随横向外约束强度的增大而增大,但并不存在线性关系。焊接过程中中厚板横向收缩受外约束抑制作用,横向变形因板边缘约束程度的不同而呈现较大的差异,值得注意的是焊缝熔合线向母板边缘方向因约束等级造成的残余应力差值基本保持不变。
横向力学约束增大或减少一个数量级后,图10(b)中厚板平面内纵向残余应力改变不明显,说明横向力学约束对残余应力的影响是单向的,仅影响对应横向残余应力。
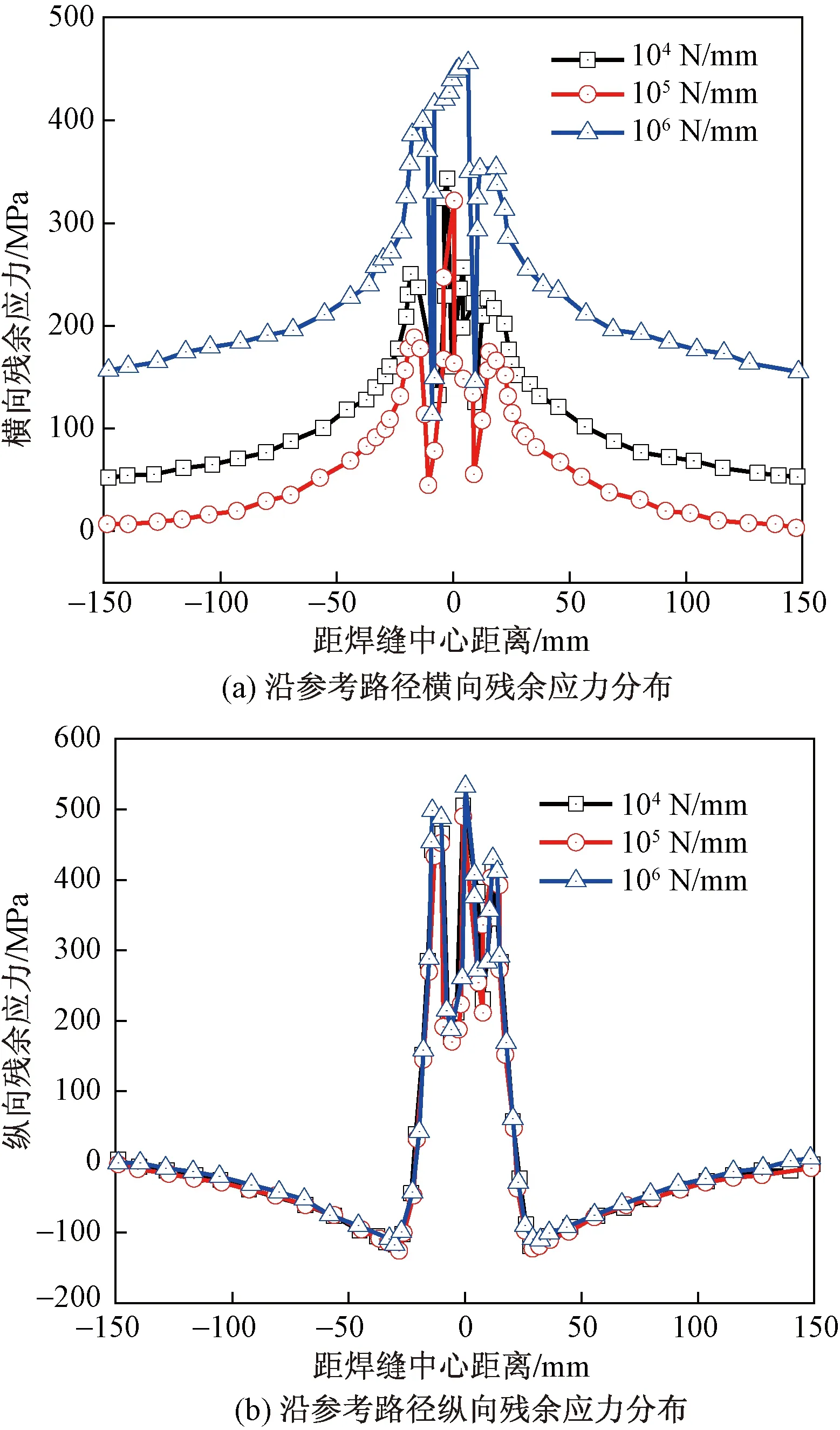
图10 板边界力学约束量级改变后残余应力变化Fig.10 The residual stress changes after the magnitude of mechanical constraint is changed
3.2.2 不同约束距离对残余应力的影响
保持板边界力学约束不变,选取距离焊缝中心线50、100、200 mm设置约束作用截面。沿上表面参考路径,讨论约束作用位置[例R(L)200:距离焊缝中心线200 mm时左(右)侧残余应力]对焊接残余应力的影响。
图11(a)所示,约束作用位置距离焊缝中心线越近,焊接结束后热影响区(HAZ)残余应力越大。力学约束作用位置减小至100 mm,相对母材屈服强度HAZ横向残余应力改变最大不超过4.22%;约束作用位置减小至50 mm,HAZ横向残余应力改变最大不超过4.71%;50 mm约束作用位置,中厚板外边缘尽管存在较强的约束作用,但不同约束位置横向应力差值亦未超过24 MPa。
约束作用位置改变后,图11(b)所示约束作用降低至100 mm时,对比200 mm约束基准值,中厚板平面内纵向应力增大不超过2.67%;约束作用位置减小至50 mm时,距离熔合线11 mm位置,纵向应力增大幅度不超过12.02%。
外边界约束位置由距中心线200 mm减小至原长度1/2、1/4,图11上表面参考路径残余应力分布趋势基本一致,残余应力改变较小,表示力学约束位置对残余应力改变不明显。
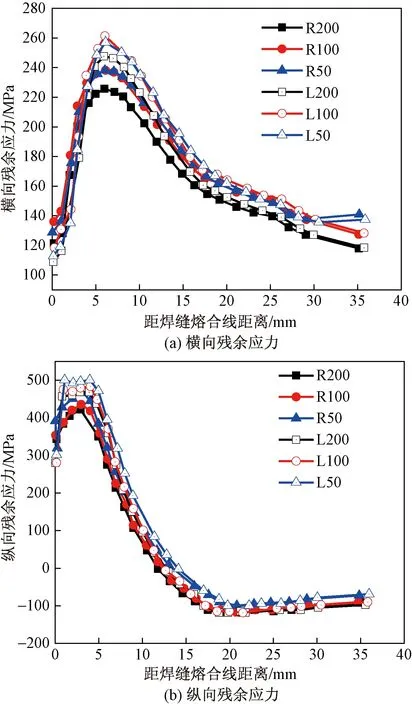
图11 力学约束作用位置改变后的残余应力Fig.11 The residual stress after the position of mechanical constraint is changed
4 结论
(1)一定温度范围内,焊前预热将显著降低热影响区残余应力,约束条件下母板区残余应力降低效果与预热温度正相关,自由状态下母板区残余应力受预热温度影响较弱。
(2)热处理后,约束状态下的横向残余应力在参考路径上均呈降低趋势,自由状态下的纵向残余应力仅在板边缘发生波动。
(3)残余应力与边界约束强弱成正相关。母板线性区约束改变造成的应力变化基本相同,横向约束强度的改变对纵向残余应力影响可以忽略。
(4)约束大小不变,约束作用位置的改变对横向残余应力的影响可以忽略不计;约束作用位置与焊缝距离减小后,自由状态下热影响区纵向残余应力的改变不超过12.02%。由此可见约束距离的远近对焊接残余应力的改变不明显,在保证计算结果精度的前提下为减小有限元建模尺寸及降低求解难度提供了可能。
