异形炸药部件的水射流安全分解技术
2021-01-08王金涛余文力王涛杭贵云沈慧铭张青张聪
王金涛, 余文力, 王涛, 杭贵云, 沈慧铭, 张青, 张聪
(火箭军工程大学 核工程学院, 陕西 西安 710025)
0 引言
随着现代常规武器的不断发展,为达到高效毁伤的目的,战斗部装药逐渐呈现出丰富多样的形式,装药量越来越大、炸药件的形状越来越复杂。这些装药设计在提高战斗部毁伤效能的同时,也为装药的回收销毁带来了巨大困难。废旧弹药本身不仅是极度危险的爆炸物,而且是一种极大的污染源,如果处理不当,会造成严重的环境污染,甚至对人员生命安全造成巨大威胁。美国陆军国防弹药中心从1998年开始,逐步开展了对废旧弹药进行回收、再利用,并实现资源化技术研究[1]。国内研究者也逐渐认识到对废旧弹药进行回收利用的必要性和紧迫性,提出要实现“弹药非军事化”,彻底废除我国处理废旧弹药以烧、炸为主的基本销毁方式,创立强调环保前提下的“变毁为生”新模式,为废旧弹药的回收再利用奠定了基本理论依据[2]。
目前,国内已经广泛开展了废旧弹药回收利用技术的研究,例如,弹药拆解技术、绿色销毁技术、资源化再利用技术以及处置过程中的安全评估技术等[3-6],主要涉及废旧弹药拆解和倒空技术,其中可用于装药倒空的技术手段有高压水射流技术、高强度水力空化技术、高压氨射流掏空技术、电磁加热装药倒空技术等[7-12]。这些技术能够对常规弹药进行安全有效的倒空,但处理后的炸药材料已经完全被粉碎或溶解,只能对其进行进一步化学处理,避免其污染环境。总体而言,目前对于废旧弹药进行处理的出发点仍以销毁为主要目的,处理后的废旧弹药整体上失去了再利用价值,特别是对大质量废旧弹药,部分弹药仍具有再利用或者进行试验研究的价值,但需要对其进行安全分解。
当前,和平时期弹药库中炸药存量大,炸药件在长期贮存过程中装药性能发生了较大变化,对炸药性能参数的定量掌握是评估弹药有效性和安全性的基础。如果直接进行倒空销毁,则炸药性能参数将无从获取。
炸药作为易爆的高危材料,若采用刀具切割分解的常规方法,则由于机械摩擦容易升温,无法确保作业过程的安全性。近年来,随着水射流切割技术的不断进步,该技术在炮弹销毁方面也非常有效,尤其在销毁弹药方面更具优势[13-15]。水射流切割技术相对于其他切割技术更加安全、环保、可控,具有广泛通用性。
常用水射流切割技术主要分为4类:纯水射流、磨料射流、空化射流、脉冲射流。不同的水射流形式适用于不同材料类型。相对于纯水射流,其他形式的射流特点主要为:
1)磨料射流,加入了多种添加剂和磨料形成的浆体射流为固体与液体两相射流,冲击力大,提高了射流的磨削能力和切割效率,适用于切割玻璃、陶瓷、混凝土等材料;
2)空化射流,在射流中通过一定方式产生空化气泡,当射流冲击被切割物体时,空泡破灭产生的微射流和冲击波具有强大的作用力,以实现对高强度材料的切割,但切割质量相对不好控制。
3)脉冲射流,类似子弹射出的间断射流,是利用水力冲击——水锤作用产生的巨大瞬态能量来达到切割或破碎材料等目的,主要用来进行材料的破碎工作。
前人对于水射流切割炸药的研究由来已久,宋拥政等[16]、张国文等[17]、钟树良等[18]国内研究人员探索了水射流切割炸药的技术方案,证明水射流切割炸药是可行的、安全的,但水射流对炸药结构破坏严重,炸药部件在水射流作用下内部形成大量损伤裂纹,几何结构被完全摧毁。可见,水射流作为炸药切割工具是安全可行的[19],能够保证在切割过程中炸药不被引爆,但对于炸药部件的几何结构完整性却难以得到维持,无法为后续针对炸药材料开展再利用或试验研究提供合格的样品。
本文针对一种某型高能、大尺寸、异形装药,提出基于水射流技术的安全分解方案,解决了百千克级以上炸药部件安全分解为千克级炸药部件的技术难题,保证了分解过程中炸药材料的无损性,获得的炸药材料能够很好地用于爆轰性能、力学性能等参数的试验测试,能够为全面掌握炸药装药的性能变化规律提供重要的数据支撑。
1 安全分解方案总体设计
本文所提大型复杂装药的安全分解方案的设计方案如下:
1)获取炸药材料的力学性能参数,如抗压强度等,分析炸药材料在水射流冲击作用下的损伤模式和机理,为控制水射流速度、防止炸药材料过度受损提供数据依据;
2)建立水射流冲击炸药部件的有限元仿真模型,通过流体与固体耦合方法描述水射流冲击作用和炸药材料的损伤过程;
3)改变水射流的速度,分析炸药材料受损程度的变化,不断优化水射流速度,最终获得合适的水射流速度范围;
4)针对炸药部件的几何结构特征,设计合适的水射流切割工装,对炸药部件实施安全分解。
本文需要分解的炸药装药形状为空心圆柱形,其中内径500 mm,外径650 mm,高度750 mm,总质量约105 kg,如图1所示。这种类型的炸药部件质量大、结构复杂,对切割技术提出了较高的要求。

图1 装药部件形状及尺寸Fig.1 Shape and size of explosive component
本文进行炸药部件切割的要求:一是安全不爆,即保证炸药在切割过程中不被引爆,因此水射流瞬时冲击能量不宜过大;二是结构无损,即切割后的炸药块保持结构完整,不能被水射流粉碎为颗粒状,以保证后续可以利用其他工具对其进行进一步分解加工,满足炸药性能测试试验要求。
综合以上两点,必须审慎地选择水射流的类型和射流速度,才能满足炸药分解过程的安全和分解后结构的相对完整。通过比较可以发现,只有纯水射流适合于本文试验的要求,其他3种水射流类型均存在瞬时能量过高的问题,在切割过程中容易引爆炸药。
本文最终确定的切割试验方案如图2所示。图2(a)中展示了炸药部件的总体切割方式为水平层状切割,即将炸药部件切成薄片(厚度为3 cm左右);图2(b)中展示了每一层切割时的水射流运动路径,切割时炸药部件固定不动,水射流做圆周运动,水射流的出射方向始终正对炸药件表面,运动360°即可完成一层切割。

图2 水射流切割方案示意图Fig.2 Schematic diagram of water jet cutting scheme
2 水射流切割炸药部件仿真计算
确定水射流类型为纯水射流之后,对于水射流的速度也必须进行慎重地选择,主要原因有两点:一是保证水射流能量满足切割要求;二是由于本文切割的炸药件为大尺寸空心圆柱形,在进行切割时需保证对面的炸药不被破坏,如图2(b)所示。因此,对于水射流的速度需要进行优化选择,本文采取的方法是利用LS-DYNA软件进行数值计算[20],通过对不同水射流速度切割过程进行仿真计算,分析切割过程中炸药部件的受力特点,筛选合适的速度范围。
2.1 网格模型
由于炸药部件为轴对称体,可以简化为二维模型进行分析。同时为更好地处理水射流作为高速流体的特点,采用流体与固体耦合的方法建立数值模型。此外,水射流与炸药部件作用过程中,忽略光泳和热泳产生的作用力,将水射流假设为定常流动。
炸药件部分建立1∶1数值模型,选取图2(a)中水射流冲击位置作为仿真计算的初始工况,炸药部件定义为拉格朗日网格,对水射流冲击区域的网格采用两级过渡加密设计,水射流冲击区域的网格尺寸0.3 mm,如图3所示。水射流与空气场定义为欧拉网格,水射流宽度为1 mm,网格尺寸为0.5 mm,几何模型和网格划分模型如图4所示。

图3 炸药部件的网格图Fig.3 Mesh model of explosive component

图4 水射流与空气场的网格图Fig.4 Mesh models of water jet and air

图5 水射流切割炸药部件的数值仿真模型Fig.5 Numerical simulation model of water jet cutting explosive component
图5所示为整体仿真模型。图5中,炸药部件模型与空气场模型重叠,为流体与结构耦合作用区域,炸药部件定义为拉格朗日网格,描述炸药部件的变形和失效破损等力学行为;空气场和水射流定义为欧拉网格,描述二者的流动特性。流体与固体耦合作用由LS-DYNA软件中的关键字*CONSTRAINED_ LAGRANGE_IN_SOLID定义。
2.2 材料模型和状态方程
为准确描述炸药部件在高速水射流作用下的力学行为、损伤情况及安全性,选择包含有弹性、塑性及流体动力特性的材料模型,关键字为*MAT_ELASTIC_PLASTIC_HYDRO,该模型结合点火增长状态方程,能够很好地描述炸药、推进剂等材料的力学行为和损伤判据,同时能够模拟炸药的冲击起爆过程。在本文中利用该模型可以很好地对水射流冲击炸药部件的安全性进行描述,如果计算过程中炸药被冲击引爆,则表明水射流强度过大,不满足设计要求。炸药材料参数如表1所示,数值来源于试验测量,部分参数见参考文献[21]。在该模型中,材料的屈服应力σy用(1)式表示:
(1)


表1 炸药材料的主要参数Tab.1 Main parameters of explosive
对于水射流,采用空材料模型(*MAT_NULL)结合格林奈森(*EOS_Gruneisen)状态方程,以准确描述二者的流体特性,参数如表2所示。空气采用空材料模型(*MAT_NULL)结合线性多项式(*EOS_LINEAR_POLYNOMIAL)状态方程,材料参数如表3所示。

表2 水射流的材料参数Tab.2 Main parameters of water jet

表3 空气的材料参数Tab.3 Main parameters of air
2.3 初始条件和边界条件
对炸药部件的圆环平面设为固定边界,模拟实际试验过程中对炸药的固定位置;对空气场的外表面设为无反射边界,模拟无限空气场。
为优化水射流的速度值,分两个步骤进行设置仿真模型中的水射流初始速度。第1步,初速度分别设为200 m/s、300 m/s、400 m/s、500 m/s;第2步,根据第1步计算结果,缩小初速度值的范围和间距,继续进行计算仿真。最终根据仿真结果,确定合适的水射流速度值。
2.4 炸药部件损伤判据
为在材料模型中准确描述炸药材料的损伤情况,根据炸药材料的力学特性,采用抗压强度作为其损伤判据。根据试验测量,炸药材料的抗压强度为30 MPa,因此在仿真过程中设定损伤判据为30 MPa.
2.5 第1步速度优化

图6 不同水射流速度下炸药部件的切割情况Fig.6 Cutting conditions of explosive component under different water jet velocities
图6所示为水射流速度分别为200 m/s、300 m/s、400 m/s、500 m/s时炸药部件的切割仿真结果。由图6中可以看到:当水射流速度为200 m/s时,水射流无法完全穿透炸药部件,不能完成切割任务;当水射流速度为300 m/s、400 m/s、500 m/s时,水射流均能完全穿透炸药部件,完成切割任务;当水射流速度为400 m/s、500 m/s时,水射流对炸药部件背面的损伤明显加剧,造成显著损伤。根据试验设计要求,从结构性和安全性角度出发,当水射流速度为400 m/s、500 m/s时,虽然没有造成炸药的冲击起爆,但炸药结构损伤严重,此时水射流速度偏大。
通过对仿真结果进行分析,炸药材料在遭受水射流冲击时首先受到挤压作用,由于水射流作用点高度集中,造成炸药表面受冲击处所受压强急剧增大,此时在冲击点附件形成较大的压力梯度分布,使冲击点处的炸药材料迅速受损、结构破坏,而冲击点附近区域仍然保持完整。由于水射流冲击的持续性,从冲击点处向炸药内部形成连续的压缩波以声速开始向四周传播,压缩波初始强度较大,但在炸药材料内部呈球面传播,其强度迅速降低,不足以使材料受损。但当压缩波传播到炸药另一面时,会发生自由面反射,形成稀疏波,对炸药材料造成拉伸作用,将可能导致炸药结构受损。
图7所示为炸药部件内部应力分布情况。由图7可见:当水射流速度为400 m/s、500 m/s时,由于水射流冲击形成的应力波在炸药部件内部传播并在其背面发生反射,形成稀疏波,造成背面拉伸损伤,即层裂现象,形成大片炸药材料剥落;当水射流速度为300 m/s时,由于应力波强度低,炸药部件背面损伤程度明显降低。因此,从控制炸药部件损伤的角度出发,在保证可靠分解的同时,应尽量降低水射流速度。

图7 不同水射流速度下炸药部件的损伤情况Fig.7 Damage conditions of explosive component under different water jet velocities
综合4种工况的仿真结果分析,可以得到以下3个结论:
1)为保证水射流能够对炸药部件实施完整切割,水射流速度约为300 m/s;
2)为确保切割后炸药部件内部结构的无损,水射流速度应控制在400 m/s以下;
3)为保证炸药部件在切割过程中的安全,水射流速度也应控制在400 m/s以下。
2.6 第2步速度优化
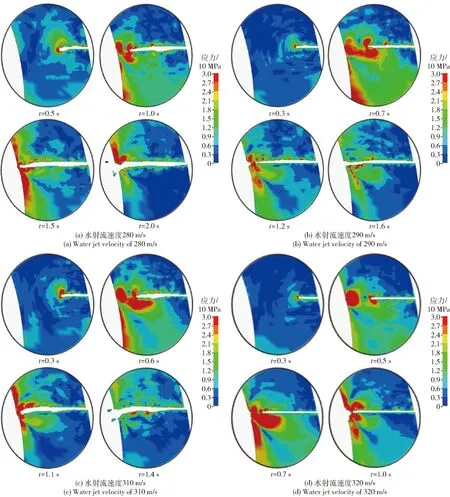
图8 不同水射流速度时炸药部件的切割过程Fig.8 Cutting process of explosive component under different water jet velocities
为进一步细化研究水射流速度对炸药切割过程的影响,为实际切割试验提供更为详细的指导,在水射流速度300 m/s的工况基础上,继续设置4种工况:320 m/s、310 m/s、290 m/s、280 m/s,通过仿真计算,深入分析水射流速度对切割过程的影响,优化水射流的速度范围。
图8所示为4种工况下水射流对炸药部件切割过程的仿真结果。由图8可见:当水射流速度为280 m/s时,由于水射流冲击力偏弱,难以有效贯穿整个炸药部件,最终主要靠水流的积累形成的惯性完成切割,致使切割后段创面较大;当水射流速度为290 m/s时,整个切割过程流畅完整,炸药部件的切割面平整;水射流到达炸药部件背面时,速度降为50 m/s左右,不会对对面炸药造成损伤;当水射流速度为310 m/s和320 m/s时,水射流在炸药部件背面形成的切割创口较大,不利于炸药部件的安全。
从图8中应力云图还可以看出:当水射流开始切割炸药部件时,应力最大值集中在水射流与炸药部件的作用区域,即应力损伤区域;随着切割过程的推进,应力波在水射流前方的炸药部件表面发生反射,反射形成的稀疏波在炸药内部形成拉伸应力,由于炸药材料拉伸强度较弱,会形成拉伸损伤,即在水射流尚未达到的区域形成层裂或裂纹;当水射流速度为310 m/s和320 m/s时,应力波造成的结构损伤较为明显,不满足炸药部件切割过程中其余部分结构无损的要求。
综合4种工况的仿真结果可以看出,水射流的最佳速度应当在290~300 m/s之间。在此速度区间内,既可以保证水射流具有足够的冲击强度,完成对炸药部件的完整切割,同时又能够保证炸药部件的其余部分内部结构无损和安全性。
3 炸药部件切割试验
3.1 切割装置设计
根据仿真计算得到的水射流速度优化结果,开展切割试验。由于炸药部件尺寸大、结构复杂、危险性高,国内尚无安全的专用切割装置。为保证安全可靠地分解炸药,同时能够实现远程实时控制,需要专用的切割工装才能完成切割试验。在分析研究水射流分解工艺的基础上,本文设计并制造了切割分解试验装置,分解装置包括炸药夹具和水射流切割试验平台,如图9所示。图9中,水射流切割试验平台包括支架、水射流旋转运动装置、远程在线可视化控制系统。利用该平台,在兵器051基地对炸药进行了安全分解。
3.2 试验参数控制
对于水射流速度的控制方式,采用调节水压的方式。为获取水压和水射流速度之间的准确关系,对不同水压下形成的水射流速度进行试验测定,并获取二者之间的定量变化关系;经测试可知,在恒定水压下,水射流速度波动在10 m/s以内。
对于水射流喷嘴的运动控制,采用步进电机进行数字化精确控制,如图9所示,图9中的“水射流旋转控制装置”主体为步进电机,步进角为0.09°,精度5%(不累积)。在步进电机控制下,水射流喷嘴做圆周运动,并保持水射流出射速度方向始终垂直于炸药表面。

图9 水射流切割试验示意图Fig.9 Site layout of water jet cutting experiment
3.3 试验结果分析
基于水射流速度的仿真优化结果,在切割分解过程中,通过对水射流速度进行微调,最终确定水射流速度为293 m/s,水射流喷嘴圆周运动的角速度为0.02 rad/min,能够保证水射流喷嘴旋转一周完成一次切割任务。切割试验与仿真计算过程一致,对炸药成功进行切割,达到了试验目标。
通过试验实施过程观测发现:当速度超过310 m/s时,水射流将正对的炸药层切割完毕后水射流仍具有较大的动能,对另一侧炸药造成了一定程度的损伤,同时由于水射流喷嘴距离对面炸药较远,水射流发散,作用面变大,形成了较大的损伤面;当水射流速度低于280 m/s时,水射流切割能力受限,切割时间增大,在喷嘴0.02 rad/min转速下,水射流未能完整切割炸药部件,仅形成了一道沟槽。由此可见,本文中数值仿真的结论准确度较高,既对切割试验提供了可靠的数据支撑,又验证了数值模型的正确性。
试验将炸药件切成3 cm厚的薄片后,为进一步减小尺寸,利用水射流继续将每个圆环薄片分解为两个半圆环。图10所示为切割后的炸药图片。从图10中可以看到,炸药的切割面平整光滑,切割后的炸药块结构完好,通过进一步计算机断层扫描试验观测,扫描图像如图11所示。由图11可以清晰地看到,炸药内部无裂纹损伤,结构保持完好。可见分解后炸药块满足炸药爆轰性能、力学性能试验的基本要求,为进一步研究炸药性能参数的老化规律奠定了良好的基础。

图10 切割后的炸药Fig.10 Cut explosive

图11 切割后炸药薄片的CT扫描图像Fig.11 CT scanning image of explosive flake after cutting
4 结论
根据大尺寸、大当量、异形炸药部件的特点与切割分解要求,本文提出了基于水射流的炸药部件安全分解技术设计方案。以厚度为75 mm空心圆柱型的百千克级军用高能炸药为例,根据提出的设计方案建立了数值仿真模型,通过计算分析获取了最佳的水射流切割速度为293 m/s,并据此设计加工了切割装置,成功开展了切割试验。得到主要结论如下:
1)对于抗压强度为30 MPa的炸药材料,水射流对炸药部件的切割过程是通过形成小范围高强度压缩损伤实现的,同时在内部会形成压缩波;压缩波在自由面的反射会形成稀疏波,可能造成拉伸损伤。在不同情况下,需要根据炸药部件的实际形状分析压缩波的传播,控制并减弱其损伤程度。
2)水射流切割炸药部件的数值仿真模型具有较高的可靠度,通过试验验证表明数值计算结果与试验参数吻合良好;对于其他形状的炸药部件,可以采用相同的方法建立数值模型进行计算分析,针对性地优化水射流速度参数。
3)水射流切割安全、环保,具有较强的推广应用前景;针对当前急需的大当量炸药部件的性能变化研究,可以根据本文提出的安全分解方案对炸药进行结构无损分解,获取高质量炸药样品,为进一步开展试验,测试炸药性能参数变化奠定基础。
