30CrMnSiA金属粉芯型药芯焊丝熔滴过渡分析与电弧增材研究
2021-01-07赵慧慧高旭王贯盈刘英梁志敏
赵慧慧 高旭 王贯盈 刘英 梁志敏







摘 要:為探究金属粉芯型药芯焊丝电弧增材加工的可行性,采用30CrMnSiA高强钢粉芯型药芯焊丝,结合高速摄像与电信号同步采集系统,分析焊丝在脉冲熔化极气体保护焊工艺下的熔滴过渡特点和电弧稳定性,在确定的工艺参数下,探讨脉冲工艺WAAM对高强钢药芯焊丝沉积件成形性、组织和力学性能的影响。结果表明,高强钢药芯焊丝熔滴过渡类型为多脉一滴的非轴向小滴短路过渡;沉积件横向和纵向力学性能存在差异,横向强度和韧性均优于纵向;沉积件横向和纵向断口存在大量韧窝,均呈现微孔聚集型韧性断裂,且纵向断口韧窝尺寸明显大于横向。因此,将金属粉芯型药芯焊丝应用于增材加工领域,其性能满足使用要求,可获得组织和力学性能优异的沉积件。研究结果可为提高金属粉芯型药芯焊丝的增材加工效率、改善增材加工性能提供借鉴和参考。
关键词:金属材料;金属粉芯型药芯焊丝;高强钢;电弧熔丝增材制造;熔滴过渡;力学性能
中图分类号:TG455 文献标识码:A
doi:10.7535/hbkd.2021yx05009
收稿日期:2021-07-07;修回日期:2021-08-15;责任编辑:张士莹
基金项目:上海市人才发展资金项目(2020038);国防基础科研项目(JCKY2017205A002);河北省自然科学基金(E2021208005);河北省省级科技计划资助(20351801D)
第一作者简介:赵慧慧(1984—),女,辽宁丹东人,高级工程师,博士,主要从事搅拌摩擦焊、增材制造数值模拟及工艺优化和组织性能等方面的研究。
通讯作者:刘 英博士。E-mail:371468939@qq.com
Research on droplet transfer and wire arc additive manufacturing of 30CrMnSiA metal powder-cored welding wire
ZHAO Huihui1,GAO Xu2,WANG Guanying2,LIU Ying2,3,LIANG Zhimin2,3
(1.Shanghai Aerospace Equipments Manufacturer Company Limited,Shanghai 200245,China;2.School of Materials Science and Engineering,Hebei University of Science and Technology,Shijiazhuang,Hebei 050018,China;3.Hebei Key Laboratory of Material Near-net Forming Technology,Shijiazhuang,Hebei 050018,China)
Abstract:In order to explore the feasibility of arc additive processing of metal powder-cored welding wire,30CrMnSiA high-strength steel powder-cored wire was adopted,combined with high-speed camera and electric signal synchronous acquisition system,to analyze the droplet transfer characteristics and arc stability of the wire under pulse melting and gas shielded welding process.Under certain process parameters,the influence of pulse process WAAM on formability,microstructure and mechanical properties of deposited parts of high-strength steel powder-cored wire was discussed.The experimental results show that the droplet transfer type of high-strength steel powder-cored welding wire is a short circuit transition with non-axial droplet and multiple pulses one drop;the transverse and longitudinal mechanical properties of the deposited part are different;both the strength and toughness along with transverse are better than that of longitudinal direction;there are a large number of dimples on the transverse and longitudinal fractures of the deposited parts,which suggest that the fracture modes are both micropore aggregation plastic fracture,and the size of dimples on the longitudinal fracture is significantly larger than that in the transverse fracture.Therefore,when the metal powder-cored wire is applied to the field of additive processing,its performance meets the application requirements,and the deposited parts with excellent microstructure and mechanical properties can be obtained.The research results provide reference for improving the additive processing efficiency and performance of the metal powder-cored wire.
Keywords:
metallic materials;metal powder-cored welding wire;high strength steel;wire and arc additive manufacturing;droplet transfer;mechanical property
高强钢广泛应用于汽车、船舶、石油管道、海洋平台、航空航天等领域,焊接结构(零件)生产中开发相匹配的等强韧焊接材料具有重要意义[1]。金属粉芯型药芯焊丝由薄钢带包裹金属粉剂组成,焊丝成分易调节,焊接过程中电流主要在焊丝表面流过,相比实心焊丝,金属粉芯型药芯焊丝熔敷效率高、熔渣少、焊缝成形美观,尤其适用于高强钢的焊接[2]。电弧熔丝增材制造技术(WAAM)作为一种效率高、材料利用率高、设备成本低的快速成形技术,广泛用于铝合金、钛合金、不锈钢、高强钢等金属零件的制造[3-5]。吴成成等[6]针对低合金高强钢焊丝采用GMAW工艺开展了热输入对增材组织及力学性能的影响,得出组织和力学性能随热输入的变化规律。郭纯等[7]针对船用高强钢焊丝采用CMT工艺开展了电弧增材制造工艺制备船用结构件的可行性研究,成形、组织及性能均满足使用要求。
为达到高效快速增材成形的目的,获得组织和力学性能优异的沉积件,本文采用脉冲MIG工艺对30CrMnSiA金属粉芯型药芯焊丝进行电弧增材试验,由于熔滴过渡行为能精确反映焊接过程中的稳定性,因此先进行单道单层堆焊试验,通过高速摄像与电信号同步采集系统,分析药芯高强钢焊丝的熔滴过渡行为。采用确定的工艺参数进行单道多层单壁墙电弧增材试验,对增材沉积件进行金相组织观察试验和显微硬度分析,测试沉积层横向和纵向的力学性能,结合扫描电子显微镜,分析拉伸断口的形貌特征。
1 试验材料与方法
采用的电弧增材系统由FANUC机器人和Fronius CMT Advanced 4000R型焊机组成。试验基板选用30CrMnSiA高强钢板材,几何尺寸为300 mm×150 mm×5 mm,焊丝选用直径为1.2 mm的30CrMnSiA金属粉芯高强钢焊丝,其化学成分如表1所示。保护气体为80%Ar+20%CO2,流量为20 L/min。电弧增材工艺采用脉冲熔化极气体保护焊,焊枪角度垂直于焊缝,焊丝干伸长10 mm,焊接速度为8 mm/s,焊枪每层抬高高度为1.5 mm,层间等待时间为60 s。增材成形后将试件与基板分离,采用铣床加工试件表面,然后进行硬度、拉伸和微观组织取样分析。增材过程中焊接工艺参数如表2所示。在单道单层沉积试验中,采用同步采集系统记录焊接过程中的熔滴过渡和电流电压,图1为高速摄像和电信号采集系统示意图,设定高速摄像的拍摄速度为2 000帧/s。
单道单层沉积试验结束后,对堆焊过程熔滴过渡行为进行分析。根据熔滴过渡稳定性,选定较好的工艺参数后再进行单道多层电弧增材试验,成形件尺寸约为200 mm×120 mm×7 mm。将增材后的成形件与基板分离,采用铣床对试样进行机加工。使用线切割沿垂直方向切割试样获得金相试样,再经打磨、抛光、腐蚀后对沉积层显微组织进行分析,采用显微硬度仪进行硬度测定。由于成形件为薄壁结构,
因此根据ASTM E8/E8M-21[8]标准设计拉伸试样尺寸,拉伸试样形貌和尺寸如图2所示。本次试验中,金相试样和拉伸试样取样方案如图3所示,其中拉伸试样分别沿平行和垂直于增材方向取样。拉伸断口采用TESCAN VEGA3扫描电镜进行观察。
2 结果及分析
2.1 熔滴过渡稳定性
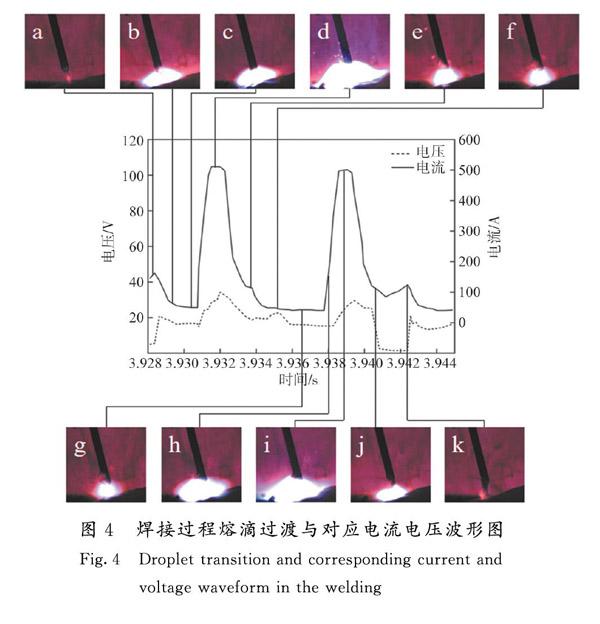
图4为在脉冲熔化极气体保护焊所选定工艺参数下进行单道单层试验过程中的熔滴過渡图像与对应的电流电压波形图,图中为完成一次完整的熔滴过渡过程。
其中:图4 b时刻在焊丝端部开始形成熔滴;图4 d时刻,随着脉冲峰值电流的到来,电弧呈现“钟罩状”,由于粉芯药芯焊丝熔融金属黏度较大,因而熔滴表面张力大[9],在脉冲峰值电流下熔滴并未脱落,而是在峰值电流的加热作用下,熔滴体积增大,尺寸略大于焊丝直径;
图4 e—图4 g时刻,熔滴逐渐长大,电弧转移至熔滴下方,在电弧力作用下熔滴偏离焊丝轴向;图4 h—图4 i时刻,随着新一轮脉冲峰值电流的到来,在峰值电流加热作用下,熔融金属流动性增加,电弧上爬值熔滴上方包裹住熔滴,熔滴产生缩颈;图4 j时刻电压迅速降低,熔滴脱离电弧包裹向熔池过渡;图4 k时刻,熔滴与熔池发生短路接触,电流因短路过渡呈现明显增大,熔滴脱离焊丝端部,过渡到熔池,完成一个完整的熔滴过渡过程。随着2次脉冲电压的到来,整个过程电弧体积呈现周期性变化。在第1个脉冲峰值电流作用下,电弧包裹熔滴,熔滴长大,而后电弧转移至熔滴下方,熔滴偏离焊丝轴向;在第2次脉冲峰值电流作用下,熔滴流动性增加,加速向熔池过渡,与熔池接触后发生短路过渡,形成一次完整的熔滴过渡。从图4可以看出,整个过程熔滴过渡稳定性较好,经过2次脉冲形成一次熔滴过渡。该工艺下,熔滴过渡模式为多脉一滴的非轴向小滴短路过渡。另外,焊接过程中伴随有少量烟尘和飞溅[9-11],应采取相应措施,做好防护。
2.2 单道多层沉积件成形形貌
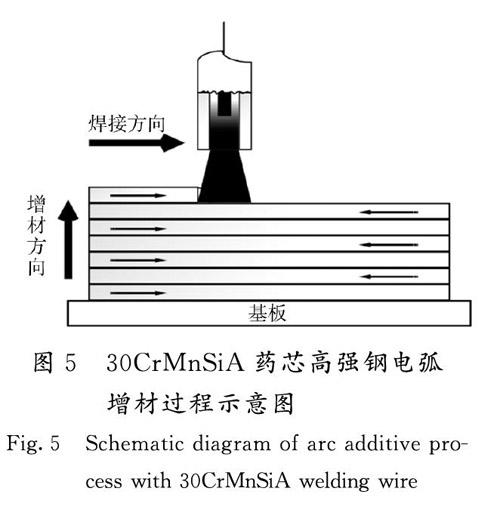
增材过程示意图如图5所示。由图5可知,增材过程中电弧连续稳定,没有出现断弧现象,沉积层未出现断续现象。增材后单道多层成形件形貌如图6 a)所示,从试样图片可以看出,采用WAAM脉冲工艺沉积形成的试样整体成形良好,沉积层表面粗糙度较小,仅出现少量瘤状凸起现象,这与焊枪行走速度较快、熔池下方支撑变薄有关。在电弧热作用下沉积层被重熔,造成熔池增大,液态金属在表面张力作用下发生收缩,冷却凝固后形成瘤状凸起[12-14] 。采用铣床双面加工后单道多层成形件如图6 b)所示。
2.3 单道多层沉积件微观组织
对电弧增材成形件不同区域进行微观组织分析,图7为沉积层不同区域金相微观组织图像。
从图7可以看出,沉积层组织致密,冶金结合良好。不同区域金相组织主要由粒状贝氏体(GB)、针状铁素体(AF)和M-A组元组成。焊丝粉芯中含有铬、锰、硅、镍等元素,可以抑制共析铁素体的形成,促进针状铁素体的形成和细化[15-16] 。随着沉积层数的增加,在电弧高温作用下,沉积层受焊接热循环的影响,底部区域温度被加热至奥氏体转变温度之上。由于底部沉积区与基板连接,冷却速度较快,因而冷却后形成粒状贝氏体,并伴随M-A組元的产生。
同时,底部区域受基板影响,散热较快,晶胞外延生长造成硅元素在晶间的偏析,还会促进无碳化物贝氏体(CFB)的形成[15-16]。
如图7所示,沉积层顶部区域由粒状贝氏体、针状铁素体和M-A组元组成,中部区域由粒状贝氏体、针状铁素体和M-A组元组成,底部区域由粒状贝氏体、针状铁素体、无碳化物贝氏体(CFB)和M-A组元组成。沉积层不同区域显微组织的差异造成了试样不同区域力学性能的差异。从高倍金相显微组织(见图7 d)和图7 e))可以看出,沉积层中存在少量气孔和夹杂等缺陷。
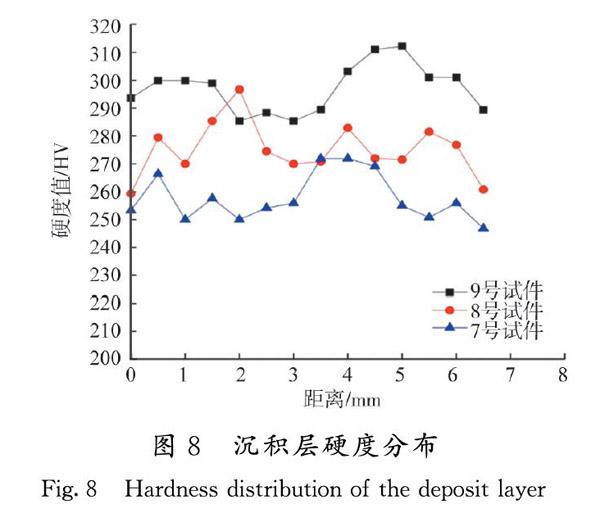
2.4 单道多层沉积件硬度
图8为沉积层不同区域硬度测试结果。由图8可知,底部区域硬度最高,硬度平均值为297.8 HV;中部区域硬度次之,硬度平均值为275.7HV;顶部区域硬度最小,平均值为256.2 HV。底部区域和顶部区域硬度值相差较大,底部较顶部硬度值高。这是由于,底部区域受上层沉积过程中热循环的影响,温度达到奥氏体转变温度以上,且底部区域与基板连接,受基板影响散热较快,导致冷却速度较快,发生相变过程中形成的贝氏体数量增多[17-19]。此外,冷却较快,使得底部区域晶粒尺寸较小,造成底部区域硬度值较大。随着沉积过程的进行,热输入逐渐积累,越靠近沉积层上部,热积累越大,冷却速度越慢,形成的贝氏体数量越少,硬度也随之减小。
2.5 单道多层沉积件拉伸结果
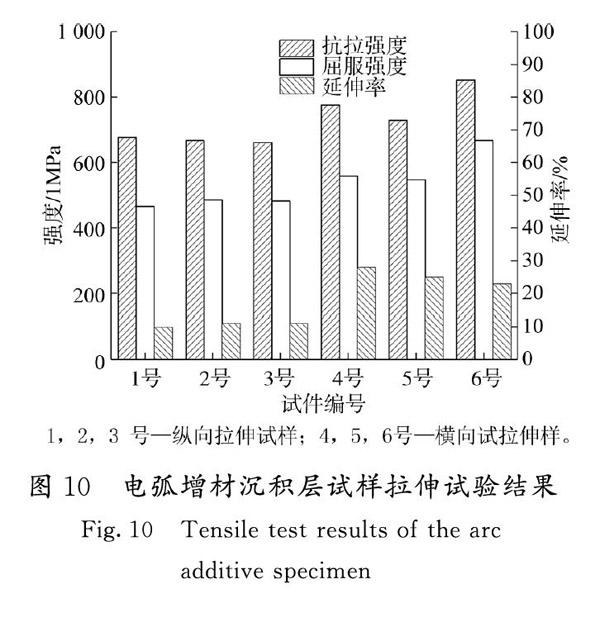
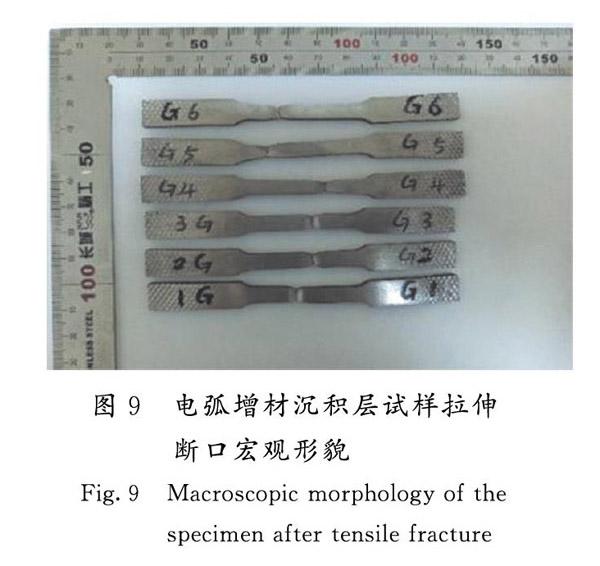
图9为横向和纵向试样拉伸断裂后断口和试样的宏观形貌,电弧增材沉积试样拉伸性能测试结果见图10。
从图9可以看出,2组试样拉伸断口与拉伸方向均呈45°夹角,且断口处呈现明显的颈缩,表明试样塑性较好。由图10可知,试样横向平均抗拉强度为786.7 MPa,屈服强度为591.3 MPa,断口延伸率为25.3%;试样纵向平均抗拉强度为669.0 MPa,屈服强度为477.7 MPa,断口延伸率为10.3%。从拉伸试验测试结果可以看出,横向和纵向试样的力学性能相差较大,横向试样强度和韧性明显好于纵向。同时可以发现,试样纵向拉伸力学性能均一性较好,说明各沉积层之间冶金结合良好,而横向试样力学性能波动较大。结合金相组织和硬度测试结果表明,各沉积层间微观组织不均匀,
说明电弧增材沉积过程中的热循环造成沉积层沿高度方向呈现组织和性能的不均一[20-23]。
图11为电弧增材试样拉伸断口SEM微观组织图像。由图11 a-1)和图11 b-1)可以看出,高强钢电弧增材沉积试样拉伸断口均呈明显的韧窝特征,韧窝大小和尺寸分布均匀,说明在该工艺参数下沉积件横向和纵向断裂均为微孔聚集型韧性断裂。从断口放大图(见图11 a-2)和图11 b-2) )可以看出,纵向断口韧窝尺寸略大于横向断口,说明高强钢电弧增材沉积试样沿纵向力学性能稍差。图11 c)为纵向试样拉伸断口缺陷处的形貌组织,可以看出,该断面上存在气孔,尺寸约为10 mm,且在韧窝处存在尺寸较大的第二相粒子。
第二相粒子的尺寸与所处韧窝的大小有关,图中第二相粒子的尺寸多为微米级,在拉伸时,尺寸较大的第二相粒子会与基体发生分离,产生空穴,破坏材料的连续性,使得抗拉强度和塑性减小,同时气孔的存在降低了沉积件的力学性能。因此,高强钢电弧增材试样纵向力学性能明显低于横向[6,16,22-23]。
3 结 论
与实芯焊丝相比,金属粉芯型药芯高强钢焊丝熔敷率高,成分调控简单,合金元素过渡系数高,非常适合低合金高强钢的焊接。本文采用高速摄像与电信号同步采集分析系统,分析了金属粉芯型药芯高强钢焊丝在脉冲熔化极气体保护焊工艺下的熔滴过渡特点,并对其电弧增材沉积件的组织和力学性能进行了研究。
1)在一定的脉冲工艺条件下,30CrMnSiA金属粉芯焊丝熔滴直径较小,熔滴过渡模式为多脉一滴的非轴向小滴短路过渡,熔滴过渡过程稳定,伴随少量烟尘和飞溅。
2)30CrMnSiA金属粉芯焊丝电弧增材单道多层沉积件成形较好,各区域微观组织致密,主要由粒状贝氏体和针状铁素体组成,底部区域粒状贝氏体数量较多,硬度较大。
3)30CrMnSiA电弧增材沉积件拉伸断口均呈现韧窝聚集型塑性断裂,且横向试样拉伸性能明显优于纵向。 根据金属粉芯型药芯高强钢电弧增材沉积试验及拉伸断口试验结果可知,降低药芯高强钢电弧增材过程中的气孔和夹杂,优化沉积层组织以获得沿高度方向性能均一的沉积件,将是下一步药芯高强钢电弧增材研究的重要方向。
参考文献/References:
[1] 刘奔,徐勤官,王先锋.金属粉芯型药芯焊丝开发与应用现状[J].金属加工(热加工),2020(3):28-29.
LIU Ben,XU Qinguan,WANG Xianfeng.Development and application of metal powder flux cored wire[J].Metal Working,2020(3):28-29.
[2] 王世杰,王海东,罗锋.基于电弧的金属增材制造技术研究现状[J].金属加工(热加工),2018(1):19-22.
WANG Shijie,WANG Haidong,LUO Feng.Research status of arc-based metal additive manufacturing technology[J].Metal Working,2018(1):19-22.
[3] 熊俊,薛永刚,陈辉,等.电弧增材制造成形控制技术的研究现状与展望[J].电焊机,2015,45(9):45-50.
XIONG Jun,XUE Yonggang,CHEN Hui,et al.Status and development prospects of forming control technology in arc-based additive manufacturing[J].Electric Welding Machine,2015,45(9):45-50.
[4] 吴晓玲,张晓刚.高强钢用实芯焊丝与药芯焊丝熔敷金属工艺性试验对比研究[J].金属加工(热加工),2017(12):61-63.
WU Xiaoling,ZHANG Xiaogang.Comparative study on the technological test of deposited metal of solid welding wire and flux-cored wire for high strength steel[J].Metal Working,2017(12):61-63.
[5] 王雪,李伟坡,何建英,等.不锈钢的药芯焊丝焊接过程中熔滴过渡行为分析[J].热加工工艺,2018,47(5):169-172.
WANG Xue,LI Weipo,HE Jianying,et al.Analysis on droplet transfer behavior during flux-core wire welding of stainless steel[J].Hot Working Technology,2018,47(5):169-172.
[6] 吳成成,王克鸿,许华银.热输入对高强钢GMAW增材组织及力学性能影响[J].机械制造与自动化,2020,49(3):37-39.
WU Chengcheng,WANG Kehong,XU Huayin.Effect of heat input on microstructure and mechanical properties of high strength steel GMAW additives[J].Machine Building & Automation,2020,49(3):37-39.
[7] 郭纯,马明亮,胡瑞章,等.电弧增材制造舰船用高强钢10CrNi3MoV的组织及性能[J].材料导报,2019,33(Z2):455-459.
GUO Chun,MA Mingliang,HU Ruizhang,et al.Microstructure and properties of 10CrNi3MoV high strength steel for naval ship made by wire and arc additive manufacturing[J].Materials Review,2019,33(Z2):455-459.
[8] WANG L W,SUO Y C,LIANG Z M,et al.Effect of titanium powder in microstructure and mechanical properties of wire + arc additively manufacturing Al-Mg alloy[J].Materials Lettters,2019,241:231-234.
[9] 李辉.金属粉芯型药芯焊丝电弧物理特性试验研究[D].太原:太原理工大学,2015.
LI Hui.Study on Physical Characters of Arc of Metal Powder Flux-cored Wire[D].Taiyuan:Taiyuan University of Technology,2015.
[10]王燕.药芯焊丝电弧焊熔滴过渡与焊接飞溅[J].电焊机,2013,43(4):96-99.
WANG Yan.Research on metal transfer and welding spatter of flux cored arc welding[J].Electric Welding Machine,2013,43(4):96-99.
[11]孟庆润,周海龙,王勇.减少高强钢用金属粉芯药芯焊丝飞溅的途径[J].焊接技术,2016,45(10):64-65.
MENG Qingrun,ZHOU Hailong,WANG Yong.Approachs to reduce the spatter of metal powder-cored flux-cored wire for high-strength steel[J].Welding Technology,2016,45(10):64-65.
[12]张金田,王杏华,王涛,等.电弧增材制造单道单层工艺特性研究[J].材料导报,2020,34(24):24132-24137.
ZHANG Jintian,WANG Xinghua,WANG Tao,et al.Study on the processing characteristics of single-bead and single-layer in the WAAM[J].Materials Review,2020,34(24):24132-24137.
[13]张天理.800 MPa级高强钢金属粉芯焊丝熔敷金属复相分割微观组织及强韧化研究[D].天津:天津大学,2016.
ZHANG Tianli.Study on Interlaced Multiphase Microstructure and Strengthening and Toughening Mechanism of Deposited Metals of Metal Powder-cored Wires for 800 MPa Grade High Strength Steels[D].Tianjin:Tianjin University,2016.
[14]张金田,王杏华,王涛.单道多层电弧增材制造成形控制理论分析[J].焊接学报,2019,40(12):63-67.
ZHANG Jintian,WANG Xinghua,WANG Tao.Research on forming control for single-pass multi-layer of WAAM [J].Transactions of the China Welding Institution,2019,40(12):63-67.
[15]DAI Y L,YU S F,HUANG A G,et al.Microstructure and mechanical properties of high-strength low alloy steel by wire and arc additive manufacturing[J].International Journal of Minerals Metallurgy and Materials,2020,27(7):933-942.
[16]曹嘉明.电弧熔丝增材制造高强钢零件工艺基础研究[D].武汉:华中科技大学,2017.
CAO Jiaming.Fundamental Study on Wire and Arc Additive Manufacturing Technique for High Strength Steel Components[D].Wuhan:Huazhong University of Science and Technology,2017.
[17]周海龙,孟庆润,吕奎清,等.高强金属粉药芯焊丝YCJ1100M性能及微观组织分析[J].焊接技术,2018,47(2):61-63.
ZHOU Hailong,MENG Qingrun,LYU Kuiqing,et al.Analysis of properties and microstructure of high-strength metal powder flux-cored wire YCJ1100M[J].Welding Technology,2018,47(2):61-63.
[18]李丹晖,徐亦楠,徐浩,等.Q960高强钢焊丝熔敷金属组织及性能研究[J].焊接,2017(2):44-47.
LI Danhui,XU Yinan,XU Hao,et al.Analysis on microstructure and mechanical properties of 960 MPa deposited metal[J].Welding & Joining,2017(2):44-47.
[19]王维,师胜德,李长富,等.电弧熔丝增材制造18-8型不锈钢的组织与性能研究[J].热加工工艺,2021,50(10):30-34.
WANG Wei,SHI Shengde,LI Changfu,et al.Research on microstructure and mechanical propertiesof 18-8 stainless steel components produced by wire arc additive manufacturing[J].Hot Working Technology,2021,50(10):30-34.
[20]DIRISU P,GANGULY S,MEHMANPARAST A,et al.Analysis of fracture toughness properties of wire + arc additive manufactured high strength low alloy structural steel components[J].Materials Science and Engineering A,2019,765:138285.
[21]刘政军,裘荣鹏,武丹,等.合金元素Ni和Mo对高强钢金属粉芯型药芯焊丝焊接接头力学性能的影响[J].热加工工艺,2017,46(19):59-62.
LIU Zhengjun,QIU Rongpeng,WU Dan,et al.Effect of alloying elements Ni and Moon mechanical properties of metal powder flux cored wire welding joint of high strength steel[J].Hot Working Technology,2017,46(19):59-62.
[22]鄧磊,尹孝辉,袁中涛,等.焊接热输入对800 MPa级低合金高强钢焊接接头组织性能的影响[J].热加工工艺,2015,44(1):36-38.
DENG Lei,YIN Xiaohui,YUAN Zhongtao,et al.Effect of heat input on microstructure and properties of weld joints of 800 MPa grade high strength low alloy steel[J].Hot Working Technology,2015,44(1):36-38.
[23]朱宇霆,张克静,蒋勇,等.焊接热输入对低合金高强钢力学性能及组织的影响[J].机械制造文摘(焊接分册),2017(3):5-9.
ZHU Yuting,ZHANG Kejing,JIANG Yong,et al.Effect of welding heat input on mechanical properties and microstructure of low alloy high strength steel[J].Welding Digest of Machinery Manufacturing,2017(3):5-9.
