广角机织物的织造工艺及其偏轴拉伸力学性能
2021-01-05张祝辉张典堂
张祝辉, 张典堂, 钱 坤, 徐 阳, 陆 健
(1. 生态纺织教育部重点实验室(江南大学), 江苏 无锡 214122;2. 江苏锦竹工业用布有限公司, 江苏 泰州 215300)
广角机织物是由普通平纹机织物衍变而来的一种产业用纺织品[1]。与普通正交机织物相比,广角机织物经纬纱线之间的夹角不是90°,而是120°,因此,织物各个方向的变形能力更加突出。利用此特点,广角机织物特别适合用作球形、锥形等曲面物体的包覆或骨架材料的制备。在航空航天和国防技术方面,用碳纤维或芳纶织造的广角机织物主要用于呈锥形的火箭头和导弹头部分的骨架材料[2];在工业方面,广角机织物作为传送带的外层包布,可提高传送带的反向屈挠疲劳强度,使其耐磨性更好,可有效延长使用寿命。广角机织物的研制具有重要的工程和学术应用价值,然而局限于织造装备及工艺,有关连续广角机织物的制备及其力学性能系统研究的报道较少。
在工艺及性能方面,广角机织物主要是通过正交机织物的裁切获得。侯大寅[3]首先提出了开发斜纬织物,是在普通平纹机织物上加工裁剪得到;李建强等[4]在小样机上试织了斜纬织物并进行测试发现,斜纬织物的拉伸性能比普通机织物好。在广角机织物的直接成型方面:张海泉等[1]对广角机织物的开发现状和存在的问题进行分析,提出了广角机织物开发途径的一些建议;蒋履良等[5]开发了V带用广角机织物;王克毅等[6]通过对管状织物进行裁剪得到45°斜交织物;姚桂香等[7]初步探讨了涤纶广角机织物的拉伸性能。在机器装备方面:侯大寅[3]提出研制斜纬织机的设想;文献[8-9]提出广角机织物的生产设备和生产工艺,其主要是通过二次加工得到广角机织物,增加了成本,但确实是目前生产广角机织物的主要方法;张艳芹等[10]描述了一种广角机织物专用剑杆织机,通过斜向引纬使其与经线呈120°或60°夹角;姚桂香等[11]设计了喷水广角机织物织机。综上,围绕广角机织物的工艺、装备及力学性能已有初步研究。
事实上,可工业化、连续化生产广角机织物的设备尚未见报道,且有关广角机织物的系统性的基础性能研究也很缺乏。为此,本文对原有普通剑杆织机进行改进,制备得到涤/棉普通正交机织物和广角机织物,研究了不同偏轴角度下普通涤/棉正交机织物和广角机织物在不同方向上的拉伸力学性能,探讨了其特征值变化规律以及变形和失效模式,以期为工业产品用广角机织物提供工艺技术及理论设计支撑。
1 试验部分
1.1 广角织机原理及装备
文献[10]中设计了广角机织物专用剑杆织机,但只是将主机框架(开口机构、引纬机构、打纬机构)与送经和卷取机构呈一定角度配置,且尚未在市场及相关公开报道中见到产品。依据普通剑杆织机基本原理:织轴上的经纱绕过后梁,经经停装置后,在前方分成上下2层形成梭口,引纬器将纬纱纳入梭口,然后上下层经纱闭合并进一步交换位置,同时钢筘将纬纱推入织口,使经纬纱相互交织,初步形成织物;织轴不断放送适量的经纱,卷取辊及时将织物引离织口,使织造过程持续进行[12]。在KT599型高速挠性剑杆织机基础上设计了基于剑杆织机改造的广角机织物织机,其示意图如图1所示。主要原理为:剑杆织机机架上的卷曲机构7和8保持不变,经轴1和主机框架3、4、5做相应的角度调整,即120°角;固定后梁2与卷曲机构呈α角放置以确保经纱张力的需求,随后按照五大机构工作原理织造出广角机织物。
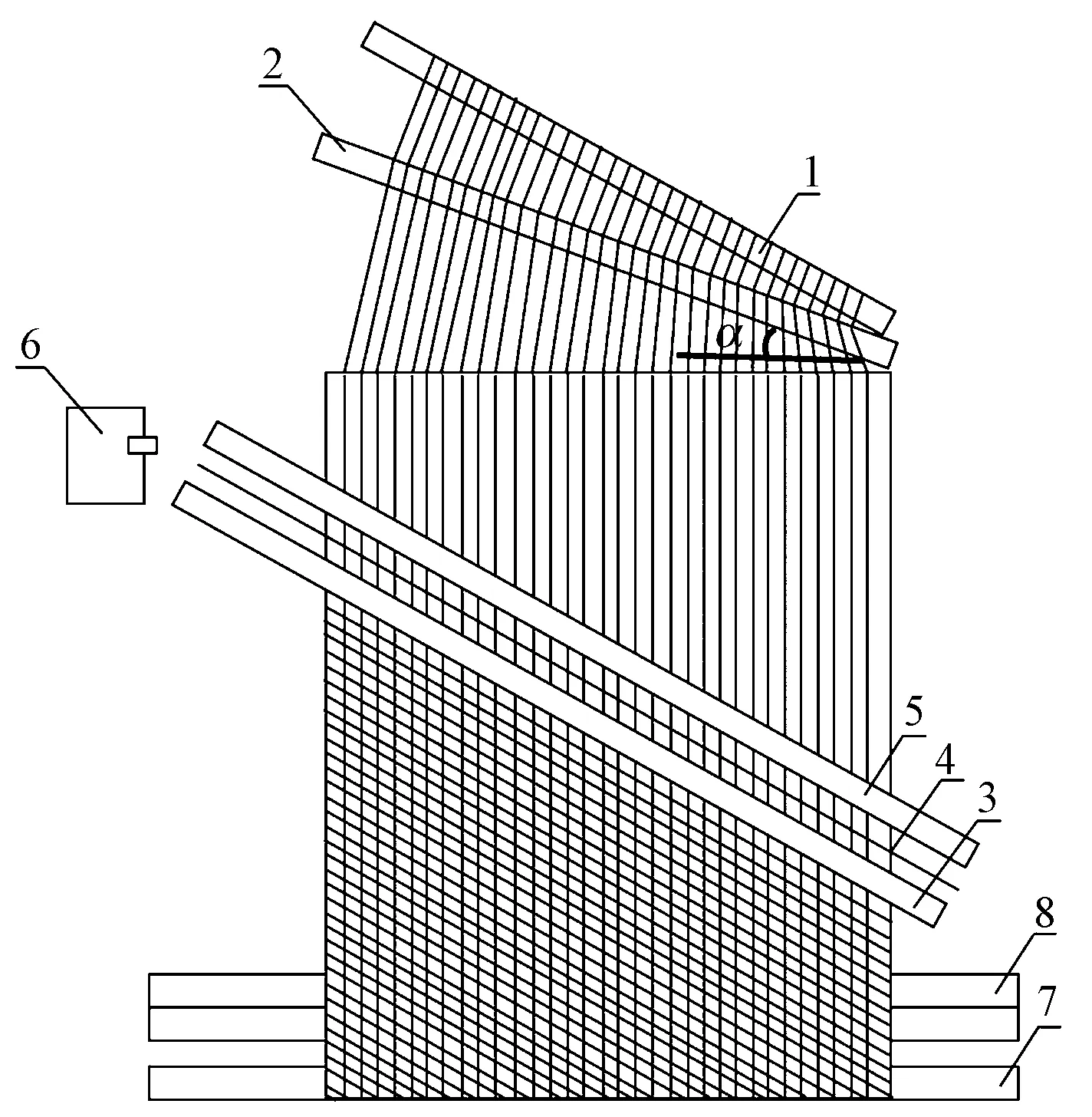
1—经轴; 2—固定后梁; 3—综框; 4—经停片; 5—活动后梁; 6—引纬机构; 7—卷布辊; 8—布轴。图1 广角机织物织机结构示意图Fig.1 Schematic diagram of wide-angle woven fabric weaving machine
本文采用KT599型高速挠性剑杆织机织造的普通正交机织物作为对比。图2示出普通剑杆织机和广角机织物织机实物图。试验装备由江苏锦竹工业用布有限公司提供。
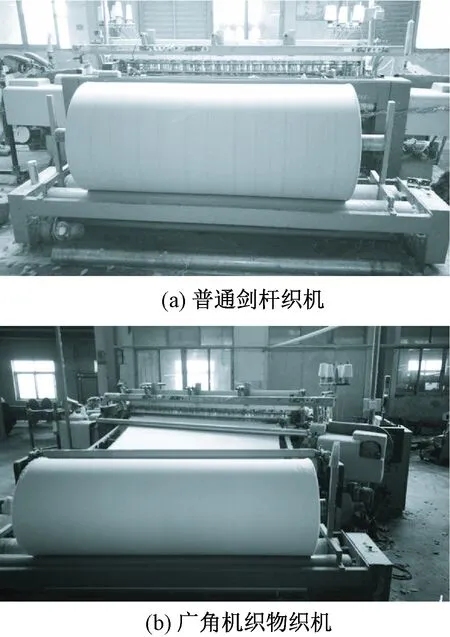
图2 普通剑杆织机和广角机织物织机实物图Fig.2 Physical map of ordinary rapier loom (a) and wide-angle woven fabric loom (b)
1.2 织物的制备及拉伸性能测试
1.2.1 试验材料
普通正交机织物和广角机织物的经纬纱均采用涤/棉混纺纱线,纱线线密度为21 tex×3,经纬密均为140根/(10 cm),由江苏锦竹工业用布有限公司提供。
1.2.2 织物的制备
图3示出普通正交机织物和广角机织物示意图。采用涤/棉混纺纱线,通过本文试验设计的广角机织物织机和普通剑杆织机分别织造广角机织物和普通正交机织物,设计转速为500 r/min。试验通过空间四连杆机构实现引接纬,步进电动机控制旋转式独立电子绞边,伺服电动机控制送经、卷取实现织物的织造。
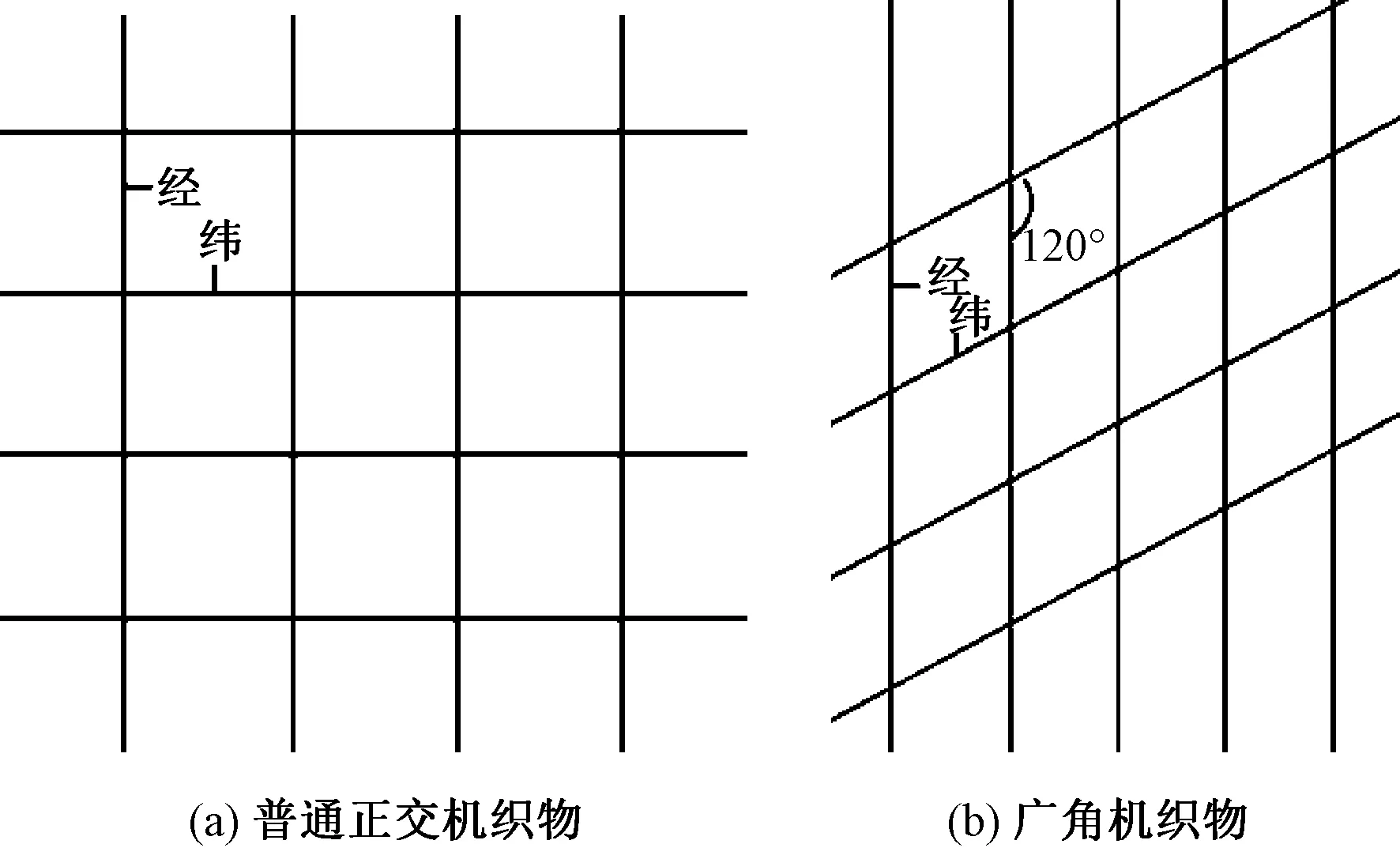
图3 普通正交和广角机织物示意图Fig.3 Schematic diagram of ordinary orthogonal (a) and wide-angle (b) woven fabric
1.2.3 拉伸试样的制备
参照GB/T 3923.1—2013《纺织品 织物拉伸性能 第1部分:断裂强力和断裂伸长率的测定(条样法)》,设计织物拉伸尺寸为250 mm×50 mm。通过裁剪的方式得到2种织物不同偏轴角度的拉伸试样。其中:正交机织物偏轴试样包括0°、45°、60°、90°、120°共5个角度,经向为0°,纬向为90°;广角机织物偏轴试样包括0°、60°、90°、120°共4个角度,经向为0°,纬向为120°。图4示出普通正交机织物不同偏轴角度剪裁示意图。其中:左侧为试样裁剪示意图,以经向为0°方向,顺时针划分不同角度;中间部分为实际裁剪的不同角度的样品;右侧为对应角度样品纱线交织示意图。广角机织物剪裁试样原理相同。
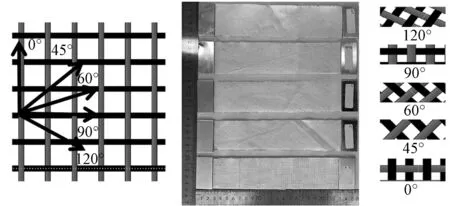
图4 普通正交机织物不同偏轴角度剪裁示意图Fig.4 Clip sketch of ordinary orthogonal woven fabric with different off-axial angle
1.2.4 拉伸力学性能测试
参照GB/T 3923.1—2013在Instron 3385H型万能材料试验机上进行织物的拉伸力学性能试验,加载速度为100 mm/min,试样厚度为0.42 mm。 图5(a) 示出试样夹持示意图。由于夹持钳口具有较大的夹持力,易使织物滑脱且在拉伸过程中使部分纱线产生滑移,导致试验结果不理想,故对织物试样两端固定加强片。图5(b)示出样品拉伸试验装置图。所有试验均重复5次,获得应力-应变曲线。在此基础上,提取关键拉伸力学性能参量(断裂强力、断裂伸长率和弹性模量),取平均值进行分析。
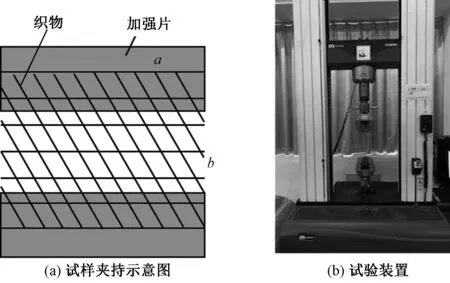
图5 试验试样夹持示意图和装置Fig.5 Schematic diagram of pattern endorsement (a) and test apparatus (b)
2 结果与讨论
2.1 普通正交机织物拉伸力学性能分析
图6示出不同偏轴角度普通正交机织物的拉伸应力-应变曲线。可以看出,随着偏转角度的变化,偏轴织物的应力-应变曲线变化明显不同,这也表明普通正交机织物具有重要的偏轴效应。0°和90°试样应力-应变曲线主要为线性增加,具有明显的脆性特征。这主要是由于正轴试样在拉伸过程中,纱线两端均被夹持,纱线直接承受载荷,其拉伸断裂过程如图7所示。对于45°、60°和120°试样,其应力-应变曲线表现为先非线性增加(0~a、0~b、0~c段),然后逐渐呈线性增加(a~d、b~e、c~f段)的趋势,具有较大的断裂伸长和较低的最大载荷,其中120°试样的断裂伸长最大且断裂强力较大。这主要是由于在拉伸过程中,织物经向被拉向竖直方向,纬向被拉向其垂直方向;竖直拉伸的纱线由原先的屈曲状态逐渐伸直,而被拉向垂直方向的纱线则更加屈曲,直至呈束腰现象;最后竖直方向纱线绷直没有弹性,开始出现脆性断裂。
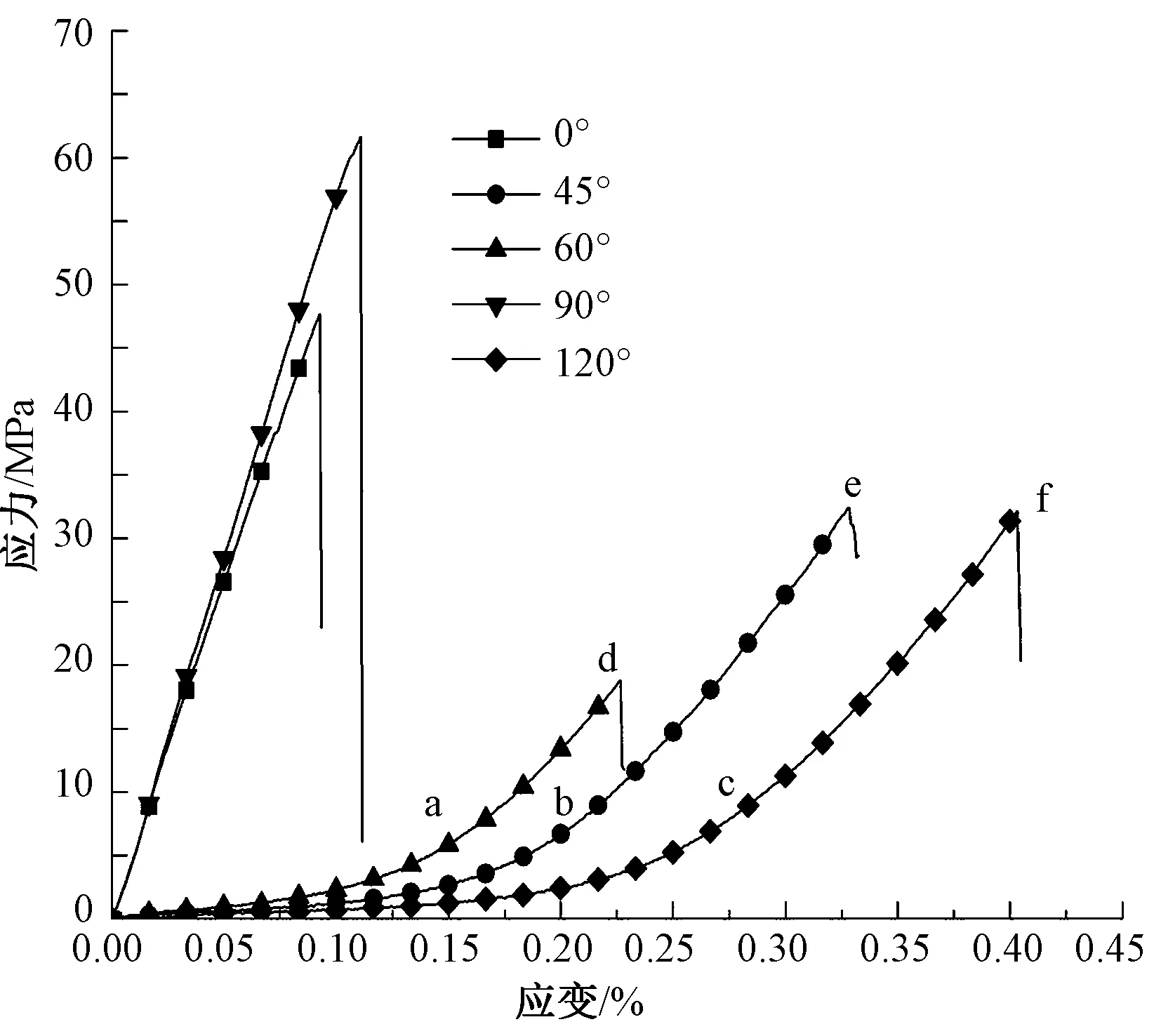
图6 不同偏轴角度普通正交机织物应力-应变曲线Fig.6 Stress-strain curves of ordinary orthogonal woven fabrics at different off-axial angles
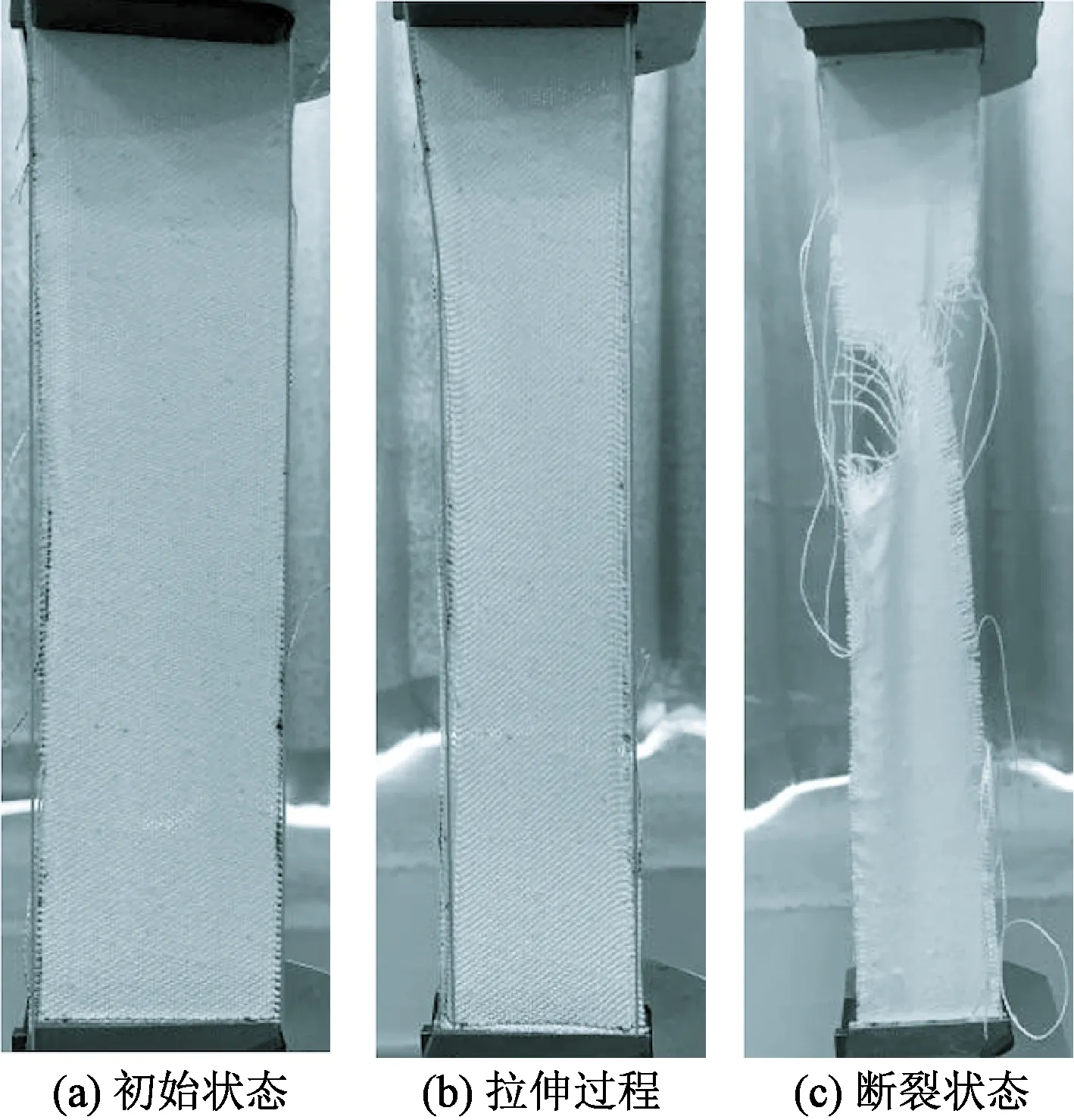
图7 0°和90°普通正交机织物拉伸断裂过程Fig.7 Tensile fracture process of ordinary orthogonal woven fabrics at 0° and 90°.(a) Initial state; (b)Stretching process; (c) Fracture state
综上分析可知:不同偏轴角度普通正交机织物的应力(断裂强力)沿各偏轴角度的变化规律是90°>0°>45°、120°>60°;而应变(断裂伸长率)变化规律是120°>45°>60°>90°>0°,其中45°与120°试样断裂强力基本一致;120°正交机织物的断裂伸长率最大且断裂强力较大,因此,经纬交织呈120°是最优角度。
2.2 广角机织物拉伸力学性能分析
图8示出不同偏轴角度广角机织物应力-应变曲线。可以看出:0°试样应力-应变曲线主要为线性增加,具有明显的脆性特征;60°试样拉伸时,织物发生了剪切变形,经纬纱交织点形成的平行四边形间隙沿拉伸方向逐渐变小,直至呈束腰状态时空隙被填满,经纬纱相互挤压,载荷逐渐增大[7]直至断裂。
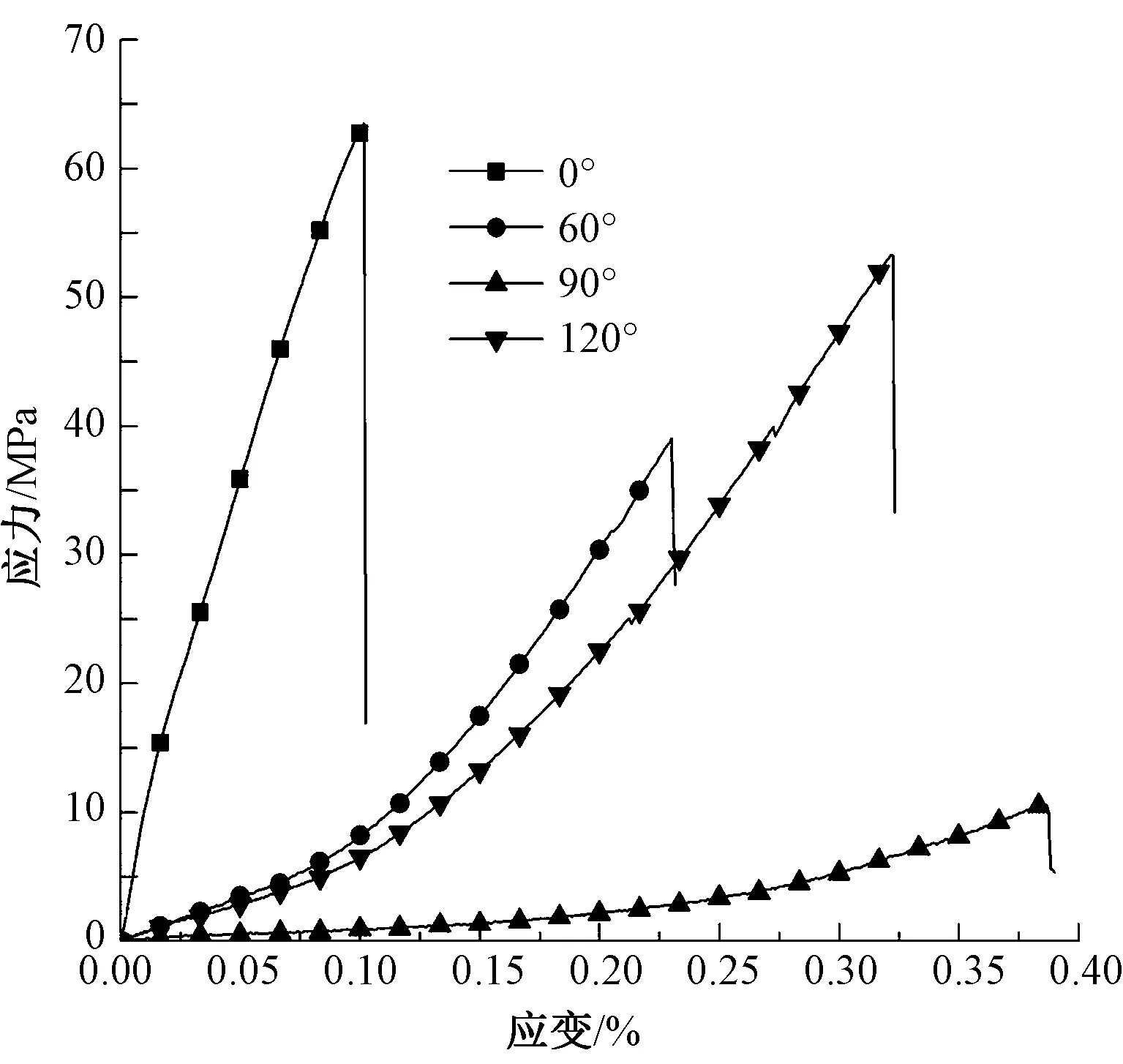
图8 不同偏轴角度广角机织物应力-应变曲线Fig.8 Stress-strain curves of wide-angle woven fabric at different off-axial angles
90°试样拉伸至断裂的过程如图9所示。结合图5(a)可知,织物在拉伸试验过程中并不是所有的纬向都被加强片两端所夹持,例如点a被上端夹持,而点b没有被下端夹持,因此在拉伸过程中,部分纬纱逐渐被拉伸为竖直方向,另一部分纬纱屈曲不受力,经纱垂直方向也逐渐屈曲,交织点摩擦至束腰状态,位移不断增大但载荷却上升缓慢,最终织物因两端受力较大导致两端开始出现断裂,织物失效;120°广角机织物试样应力-应变曲线的变化趋势与120°普通正交机织物试样相似,所不同的是120°广角机织物具有较大的断裂强力。这是由于织物纬向竖直方向受力,经向被拉向其垂直方向,交织点摩擦直至经向垂直方向屈曲至束腰状态,随后部分纱线和纤维出现断裂,最终织物出现脆性断裂[12-14]。
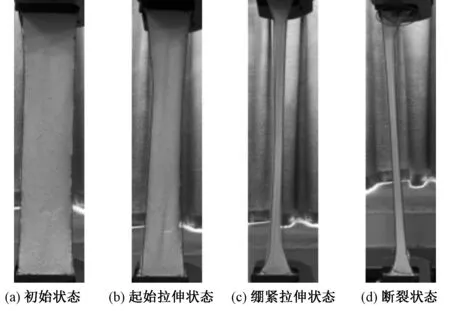
图9 90°广角机织物拉伸断裂过程Fig.9 Fabric tensile fracture process diagram of 90°wide-angle woven fabric loom. (a)Initial state; (b) Initial tensile state; (c) Tension-tensile state; (d) Fracture state
综上分析可知:不同偏轴角度广角机织物的应力(断裂强力)沿各偏轴角度的变化规律是0°>120°>60°>90°;而应变(断裂伸长率)变化规律是90°>120°>60°>0°;120°广角机织物的断裂伸长率和断裂强力较大,因此,经纬交织呈120°是最优角度。
2.3 拉伸特征指标结果分析
图10示出不同偏轴角度普通正交机织物和广角机织物拉伸力学性能对比结果。由图10(a)可知,2种织物拉伸断裂强力均呈现出明显的极轴特性。0°、60°和120°广角机织物的断裂强力相较普通正交机织物有一定提升,90°普通正交机织物和广角机织物的断裂强力基本持平,并没有因改变织物结构而降低。由图10(b)可知:0°、60°和90°广角机织物的断裂伸长相比普通正交机织物都有一定提升;120°广角机织物纬向的断裂伸长率提高了30%,但其断裂伸长远低于正交机织物,这主要与织物经纬交织角度的不同有关,这与上述应力-应变曲线分析结果一致。由图10(c)可知,各偏轴角度广角机织物的弹性模量明显优于普通正交机织物,尤其是广角机织物的经向(0° 方向)和纬向(120°方向)相比于普通正交机织物的经向(0°方向)和纬向(90°方向)的弹性模量分别提高42%和79%。通过以上分析可知,广角机织物在经向的刚度更大,抵抗弹性变形能力更强,而纬向方向的刚度低,易产生变形,展现出了优异的强度和变形特征。
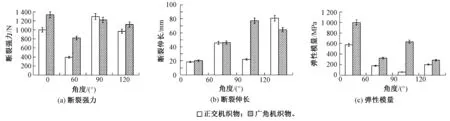
图10 不同偏轴角度正交机织物和广角机织物拉伸力学性能Fig.10 Tensile mechanical properties between orthogonal woven fabrics and wide-angle woven fabrics at different off-axial angles. (a) Breaking strength; (b) Breaking elongation; (c) Elastic modulus
3 结 论
本文介绍了广角机织物的织造工艺,通过研究普通正交机织物和广角机织物不同偏轴角度的拉伸力学性能,并进行特征值对比分析,得到以下主要结论。
1)从不同偏轴角度普通正交机织物应力-应变曲线可以得出,45°、60°、120°普通正交机织物的应力随着应变的增大而增大,120°普通正交机织物的断裂伸长最大且断裂强力较大,因此,经纬交织呈120°是最优角度。
2)通过不同偏轴角度普通正交机织物和广角机织物应力-应变曲线及特征值结果分析可知:0°、60°和120°广角机织物的断裂强力和断裂伸长较普通正交机织物有一定提升,90°的2种机织物的断裂强力基本持平;120°广角机织物的断裂伸长低于120°普通正交机织物,但广角机织物各偏轴角度的弹性模量均优于正交机织物。
FZXB
