钢板厚度方向性能试验及试样的取样与制备
2021-01-05邓宗梁
邓宗梁
1.福建省建筑科学研究院有限责任公司,福建 福州 350108;2.福建省绿色建筑技术重点实验室,福建 福州 350108
厚度方向性能钢板,俗称Z 向板,是用于防止板材的层状撕裂,主要连接处的板材或者在板厚方向承受重大拉应力的板材,也称Z 向钢,又称抗层状撕裂钢,适用于因结构中承受厚度方向拉伸载荷而对钢材厚度方向有性能要求的地方,如高层建筑和大跨度钢结构的厚钢板结构等,厚度方向性能即平时所说的Z 向性能。
轧制成型的钢板在长宽高三个方向(即沿轧制方向、垂直于轧制方向和厚度方向)的力学性能是有差异的,并不是完全各向同性的,其中沿轧制方向性能最好,厚度方向最差。普通质量的钢板局部有出现分层现象的可能,厚度越厚的可能性越大,厚度越小的可能性越小甚至不会出现。当厚度超过一定数值时,其出现这种现象几乎是无法避免的。为解决这个问题,最好采用Z 向钢,其在厚度方向具有良好的抗层状撕裂性能,相对于一般钢材,它经过了特殊处理和冶炼等工艺,其有较低的硫含量,不到普通钢材的20%,断面收缩率也会超过15%[1]。
1 Z 向性能试验
钢结构工程,当板厚超过40 mm 且在厚度方向有承受荷载时,为了不使层间分层和层状撕裂的现象在焊接过程中出现,设计可采用Z 向钢,一种能抵抗层状撕裂的钢材,使用前,应复验其Z 向性能。国标GB 50205-2020 中也规定,如果设计采用了Z 向钢板且厚度≧40mm 的要进行抽样测试,试验结果符合相关要求后方能使用[2]。国标《厚度方向性能钢板》GB/T 5313-2010 为Z 向钢的现行产品标准,Z 向性能试验是在Z 向钢的厚度方向进行拉伸试验,用测出的断面收缩率评定Z向性能,GB/T 5313 标准中Z 向性能级别分为Z15、Z25、Z35等三个级别,其对应的硫含量要求分别为≦0.010%、0.007%、0.005%[1],表1 中给出了各级别钢板断面收缩率的具体要求。断面收缩率的试验方法为《金属材料 拉伸试验 第一部分:室温试验方法》GB/T 228.1-2010[3]。Z15 级别的钢板应按批进行Z向性能检验,Z25 和Z35 级别的钢板应逐轧制张进行检验[1]。
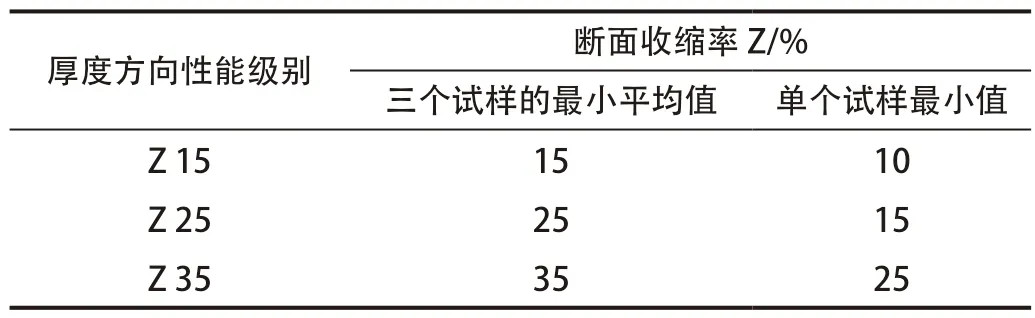
表1 厚度方向性能级别及断面收缩率值
2 取样
2.1 取样一般要求
(1)取样前,应先检查钢板的外观和尺寸是否满足要求,且试料应足够,能保证机加工出符合相关要求的试样。
(2) 取样时,一定要在试样上做好标识标记,以免混淆,如果混淆则无法分辨出试样取样的位置与方向。
2.2 取样
在一端钢板上切取,纵向方向为沿着钢板的主轧制方向,宽度方向为整块钢板的中部位置即1/2 的宽度处,切取足够的试料。如果钢板是钢锭成材的,一定要取于对应钢锭的头部端处。试料的长度和大小需能满足6 个试样的制备,其中3 个试验,另3 个备用[1]。
3 试样的制备
3.1 试样制备一般要求
试样制备时应注意热影响和试样表面的硬化,不能受其影响而改变试样的力学性能。最终的机加工工序应保证试件的形状、表面质量以及尺寸能满足相关技术要求[4]。
若实验室金属材料试验样品的机械加工(取样和制样)采取委托外部单位进行加工的方式,必要时,应派专人(检测员资格及以上人员)前往加工单位进行指导和监督,确保机加工工作的顺畅进行和加工的准确性。
3.2 Z 向性能试样制备
对于板厚≮40mm 的Z 向钢,可选择加工成带延伸部分的试样,将延伸部分焊接到试样的两个表面上,如图1 所示。焊接前,应先清除试样表面的所有铁锈、氧化铁皮、油脂等杂物。采用摩擦焊或其他合适方法以保证热影响区最小的方式进行焊接[1]。
从截取的试料中切取一段50mm 长的样坯进行机械加工,机加工成图1 所示的试件,其中中间部分为试样,上下部分均为用于试验夹具夹持的延伸部分,t为试样厚度,Lc为平行段长度,试件的纵向即拉伸方向为试样厚度方向。加工的试件相关尺寸取值为,平行段部分的直径d0取10mm,夹持端延伸部分的直径d取16mm,平行段部分与夹持部分以圆弧过渡,过渡弧半径R 应满足≥2mm 的要求,可取3mm,平行段长度Lc应≧1.5倍d0且不超过80mm,取制样造成的热影响区应在Lc之外,试样总长Lt应根据试样厚度和所使用的试验设备来确定,一般可取400~450mm。

图1 带两个延伸部分的Z 向性能试样
4 取制样注意事项
(1)截取样时,要注意热影响及加工硬化对钢板力学性能的影响,所采用的任何切割方法不能影响试样的有关性能。在保证切割面距离试样表面超过8mm 的情况下,可以使用热切割等方法从试件上截取试样[5]。
(2)机加工试样时,应去除由于取样造成的变形和加工过程中伴随的热影响及加工硬化区。
(3)为确保加工精度,粗、精加工应分开进行。因为粗加工时,切削量大,试件所受切削力、夹紧力大,发热量多,试件内部存在着较大的内应力,如果粗、精加工连续进行,则精加工后的试件精度会因为应力的重新分布而很快丧失。必要时,在粗加工之后和精加工之前,应进行低温退火或时效处理工序来消除内应力。
(4)应确保制备好的试样在转移、运输及储存过程中的完好、完整,避免出现影响检测结果的损坏,如表面划伤、磕碰、磨损、弯折、缺损、缺失等。
(5)取制样时务必注意安全,既不能伤害自己也不能危害他人,牢固树立安全意识。开工前应做好安全交底,排除安全隐患,操作时需按规定程序作业,不可违规操作。安全无小事,防患于未然,无危则安,无损则全。
5 结语
Z 向钢常见于钢结构高层建筑和大跨度钢结构工程的厚钢板中,其力学性能的好坏关乎钢构件是否可靠,其重要性可见一斑。厚度方向性能试验是Z 向钢材料的重要试验参数,其试验结果的大小反映了该材料抗层状撕裂能力的强弱,试验员需熟练掌握其试验方法和试样的取样与制备要求。文中介绍了板厚不小于40mm 且设计有厚度方向性能要求的Z 向钢的厚度方向性能试验及检测试样的取样部位、方向、数量、方法以及试样的制备方法等,并归纳出几点试样取制样时需注意的重要事项,为相关试验室进行厚钢板Z 向性能试验及试样的取制样提供便利和借鉴。