车载全景鱼眼镜头的设计与制造
2021-01-04张占军米士隆
张占军,张 磊,米士隆
(东莞市宇瞳光学科技股份有限公司,广东东莞 523850)
0 引言
结合全景辅助驾驶系统的实际需求和标准设计鱼眼镜头。首先,明确鱼眼镜头的具体设计内容和设计结构,通过镜头和光学原理折射率公式等内容,设计与制造鱼眼镜头。同时在维持鱼眼镜头原理不变的情况下设计一个凸面,以此提升鱼眼镜头本身所具备的性能,并且通过模具方式进行制造。
1 车载全景鱼眼镜头的设计
全景车辆的辅助系统主要以鱼眼镜头充当主要镜头,该摄像头本质上归类于广角镜头,能够起到对驾驶有利的镜头辅助作用。其所具备的摄像头范围普遍为16 mm 或焦距更短的镜头,在实际工程应用期间,该种类的镜头通常泛指视角范围超出150°,其视角范围上限为180°,甚至在部分工程应用中还设置过视角范围超过270°的鱼眼镜头[1]。
如图1 所示,能够得出实际使用期间的鸟瞰图像。这种图像视角能够展现出机动车驾驶期间附近的具体情况,该摄像头在采集视频期间通常会由鱼眼镜头进行失真校正图像,虚拟图像缝纫投影负责针对鱼眼镜头进行合成与变换,这样就能够覆盖前镜头的180°范围。若是使用鱼眼睛针孔相机投影模型就可能会造成失真的情况,因此在实际设计流程中应当包含对外形尺寸的计算、像差计算修正和初始结构计算等3 方面。在设计期间的前镜片会呈现凸出状,因而称为鱼眼镜头[2]。
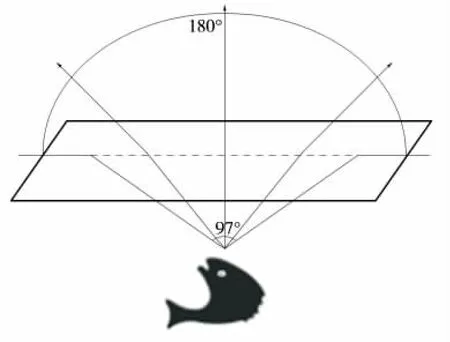
图1 鱼眼视觉效果
为确保最终设计效果能够得到符合需求的超广角镜头,在实际设计期间需要针对成像功能进行设计。因实际驾驶期间所遇到的物体都具有固定形状,为确保鱼眼镜头形成的画面能够符合人们认知,应针对镜头进行模型方面的设计,利用相关公式设定鱼眼镜头像点的精准位置。
利用光学仿生学的相关原理能够针对鱼眼镜头进行设计,即在工程实践期间,开发人员参考鱼类在水面游泳产生的视觉原理,通过光学技术进行相关改进与转型,最终成像。该鱼眼镜头可以获取到半球领域的范围图像,为提升该鱼眼镜头性能,需要设计一个凸面,提升后曲面的曲率。
2 车载全景鱼眼镜头的制造
2.1 相关设计
2.1.1 模具设计
需要针对模具设计的步骤和流程进行设计与构思,按照具体步骤展开设计与制造加工。通常情况下模具的设计步骤包含以下方面。
(1)适当了解与掌握光学产品关联的公差要求、结构和外观要求,明确本次制造中的最终成型机类型以及所具备的关键功能。
(2)针对模具的结构展开设计并明确模具的尺寸参数。
(3)明确模具的材料选择和方案,并进行调查与审核。
2.1.2 模具结构
明确模具的整体结构,因注塑工序的不同,模具的结构也需要按照具体的成型注塑机来适当改变,通常情况下基础结构包含浇注系统、成型功能、结构部件和温度调节。
本次制造采用的三模板结构,其中喷嘴能够直接将注塑机中的原料注射到模具当中,顶针和回针的作用是为协助成型产品完成脱模。
首先,需要明确成型部件。本次制造主要针对光学塑胶产品进行设计,其中包含动模、排气口和定模。在此期间需要将模具定型在注塑机的固定板侧上,这样才能避免注塑机的开合模运动对模具造成影响,因此需要将光学表面模芯充当成型模具的一部分。
其次,需要针对结构部件进行制造,其中包含导向机构、支撑零件和顶出机构。要确保顶出机构的制造符合设计需求,从根本上避免塑料产品在出型时发生严重变形现象。
最后,需要针对浇注系统进行制造,其中包含主流道、浇口和分流道,如图2 所示。按照具体的设计需求对产品所需的材料规格和公差值等进行明确设计。在设计期间要体现出浇道的作用,即将灌嘴中的液态树胶材料注入到模芯当中,设计期间需要参考塑料在模具中的具体流动情况,这样才能确保浇筑工序的准确性。

图2 浇筑系统
2.1.3 浇注系统设计
首先,需要针对主流道进行设计。主流道即通过注塑机喷嘴进行注入的那部分,通常情况下将其设计为圆锥形。这样才能确保注塑期间熔融态塑胶材料可以正常流动,并且在开模期间能够将其从动模上取下。
其次,需要针对分流道进行设计。分流道能够引导熔融态的塑胶材料完成流动,因此需要针对这部分进行精准设计。要确保分流道表面积与体积之间的比例相对较低,这样才能减少塑料原料的热量损失和压力损失。
最后,需要针对浇口部分进行设计。该部分主要作用是让注入模芯的材料流动速度变快,一般情况下采用小浇口充当模具制造的关键浇口,这样才能完成对模具的设计。
2.1.4 温度调节系统设计
首先,需要重视变形状况,即针对形状相对复杂的产品,需要将自身完成冷却的厚薄部分,利用温度调节系统调节温度。要确保模具的模芯与其他部分温度相同,这样才能同时完成冷却。
其次,需要重视精度,即针对腔体部分的注塑环节进行适当更改,其中因热胀冷缩,会导致模芯腔体和产品之间存在着较为明显的收缩。因此需要调节模具内部温度,以此减少产品的收缩率和收缩程度。
最后,需要重视应力,即针对注塑阶段和成型阶段进行适当更改,当材料达到熔融状态后注入到模芯中。通过降温方式进行冷却,在此阶段中模具自身会生成内应力,也会形成入射光线的双折射现象,为防止模具自身发生破裂,需要采用模温调节的方式来进行更改。
2.2 模具的制造
(1)在制造期间需要筛选模具的材料,通常情况下选择s136 型模具制作。本文在制作期间使用的模芯材料则是完成镀镍后在镍层上精车完成的,其中使用的模板也归类为s136 型号。在模座方面采用钢材来充当材料,其中的隔热板需要具有较强的耐温性,因此采用复合材料。
(2)在实际制造期间,模具通常分为模芯、模座和镶块。因此在注塑期间主要将模具内部制造成空穴,这样才能起到良好的制造效果。本次制作采用的芯片是S136,在顶部镀上一层相对较厚的镍层充当粗胚,通过粗车和精车的加工后使该粗胚拥有镜面效果。通常情况下镶块式模芯制造期间需要考虑到产品的切换来换取不同的镶块,因此采用共用模座的方式进行,这样能够极大程度上降低成本和加工周期。本次制造采用的镶块是不锈钢,在加工期间通过流道和浇口的加工后进行模芯孔和定位孔的制造。模座在制造期间选择了符合设计需求的材料,这样才能提升整体模具质量。
2.3 注塑
2.3.1 塑胶材料的选择
目前,市场上较为常见的光学镜头镜片制造原材料为玻璃或树胶材料,考虑到光学玻璃的特点和材料优势,采用原始的光学材料充当主材料。但是随着技术和工艺的进步,人们开发出更符合量产制造需求的光学塑胶材料,考虑到该材料具有低成本和高效率的优势。因此本文以此作为关键的塑胶材料选择对象,这样才能符合现代光学镜头对材料的需求。因此,本次制造选择的材料是E48R 材料,该材料的性价比相对较高,并且各项参数都符合光学镜片对材料的需求。
2.3.2 注塑机的使用
本次制造期间采用Fanuc 的ROBOSHOT S-2000i 型注塑机,为全电气式注塑成型机,具备以下优点。
(1)消耗的成本相对较低,主要体现在电力消耗上。
(2)污染程度较小,因其不使用机油,因此污染程度较低。
(3)高强度。该注塑机功率非常高。
2.3.3 注塑过程
注塑成型阶段是将固态颗粒状的原材料通过干燥桶的方式进行高温状态下的烘烤。在此期间所保持的温度相对较高,直到材料成为熔融态。利用注塑机的高压和挤压操作将熔融态的光学塑胶材料利用喷嘴方式喷出,注入到光学磨具中,通过主流道、浇口、分流道注入到模具型腔中,利用保压方式进行冷却固化,最后将成型的产品从模具上拔出。
3 结论
本文主要提出具体的设计理念和设计方案,利用光学仿生学的相关原理能够针对鱼眼镜头进行设计。在实际制造期间全方位介绍模具设计、模具制造和注塑过程,本次制造的模具型号为s136,通过镍层上精车完成模具制造,采用的芯片是S136,塑胶材料选择E48R 材料,采用Fanuc 的ROBOSHOT S-2000i 注塑机,最终完成制造。
