Q345R与20钢焊接工艺研究及生产应用
2021-01-03薛根奇胡延伟袁吉增
薛根奇 胡延伟 袁吉增



摘要:分析Q345R与20钢的焊接性能,拟定TIG+MAG焊接工艺规程,确定最佳焊接规范参数,进行了焊接工艺试验及评定,并采用渗透检测、射线检测验等方法验证焊缝的表面及内部质量,通过机械性能试验验证焊接接头的性能。结合高压电极锅炉本体与支管焊接结构形式,将试验研究结果应用于高压电极锅炉本体与人孔等支管的焊接,按NB/T 47013.2、NB/T 47013.5的要求对焊缝进行超声检测及渗透检测,检测结果符合相应标准的I级质量要求,焊接效果良好。
关键词:异种钢焊接;Q345R钢;MAG焊;焊接工艺;生产应用
中图分类号:TG457.1 文献标志码:A 文章编号:1001-2003(2021)12-0067-04
DOI:10.7512/j.issn.1001-2303.2021.12.13
0 前言
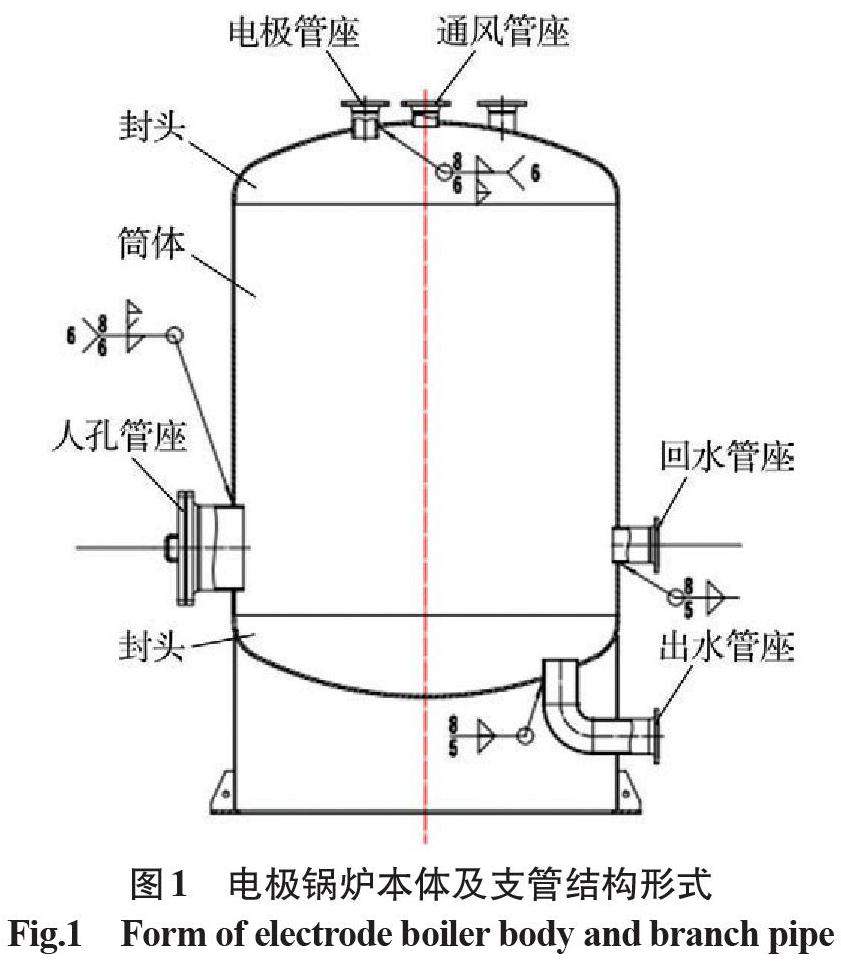
為实现“ 双碳 ”目标,减少石化能源的消耗,扩大风电、光电等清洁能源的消纳,高压电极锅炉作为集中清洁供暖、火电厂的灵活性调峰、工厂工艺供热的重要设备正逐步扩大应用。高压电极锅炉的重要元件锅炉主体筒体及封头采用Q345R钢,炉体上的各支管一般采用20钢,筒体或封头与支管之间采用完全焊透的插接结构或骑座结构如图1所示。Q345R低合金高强钢是用途最广、用量最大的压力容器专用钢板,具有良好的综合力学性能和工艺性能,被广泛用于锅炉、石油、化工、电站等行业,一般用于制作锅炉本体、热换器、反应器、分离器、导气管、液化气罐、气包、液化石油气瓶、水电站高气管、水轮机蜗壳等设备及构件。20钢为优质碳素钢,其强度低,韧性、塑性和焊接性均较好。
1 Q345R及20钢焊接性分析
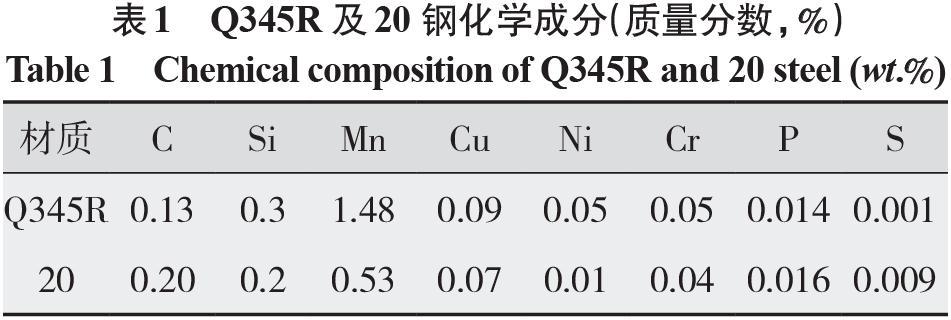
Q345R钢为低合金高强钢,20钢为优质碳素钢。根据GB713-2014《压力容器用钢板》、GB/T 711-2017《优质碳素结构钢热轧钢板和钢带》要求提供Q345R和20钢的实测化学成分,如表1所示。
1.1 Q345R钢及20钢焊接冷裂纹倾向分析
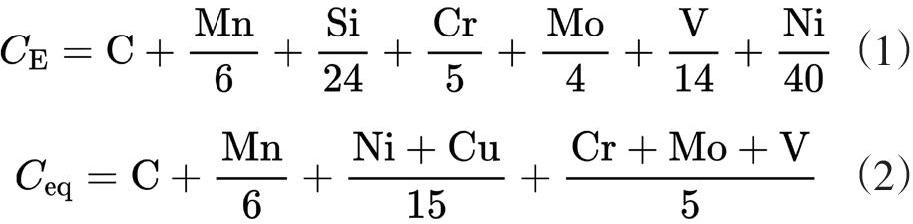
化学成分影响钢的淬硬倾向及焊接冷裂纹倾向,冷裂纹倾向通常用碳当量CE或Ceq来评价[1]。
当Ceq≤0.4% 焊接时基本无淬硬倾向,焊接性优良,焊前不需要预热;当Ceq=0.4%~0.5%时,淬硬倾向尚不算严重,焊接性能尚可,但随板厚的增加,需要一定的预热措施;当Ceq>0.5%时,淬硬倾向逐渐显著,冷裂倾向随之增加,为避免产生冷裂纹,需要采取严格的工艺措施,如焊前预热、控制线能量、焊后热处理等[2]。
焊接冷裂纹不仅取决于化学成分,而且还与其淬硬性、拘束度扩散氢的含量有关,焊接研究中多数采用Pcm来评估低合金高强钢焊接的冷裂纹敏感性,其公式为
当Pcm≤0.20%时,无需预热就能防止焊缝根部产生裂纹(焊缝根部在拘束条件下施焊时最易产生冷裂纹)[3]。工程经验显示,当Pcm≤0.25%时,材料对冷裂纹敏感性不明显[4]。
碳当量CE或Ceq适应于含碳量较高(≥0.18%)的钢材,裂纹敏感系数Pcm适用于含碳量比较低(≤0.17%)的钢材[2]。
将表1中Q345R钢实测的化学成分代入式(1)~式(3),得到Pcm=0.236%,CE=0.438%,Ceq=0.438%,裂纹敏感系数小,碳当量在0.4%左右,淬硬和冷裂倾向小,但由于含有一定量的合金元素,其淬硬、冷裂倾向都比低碳钢大一些。因此常温下焊接 Q345R 时,采取合适的焊接材料,常规工艺方法(无需预热),焊缝及热影响区一般不会出现淬硬组织,焊接冷裂纹产生的机率较小;焊接工件厚度较大时,需要适当控制焊接热输入和道间温度,避免焊缝及热影响区出现马氏体组织,必要时进行焊后热处理消除焊接应力。
将表1中20钢实测的化学成分代入式(1)~式(3),得到Pcm=0.239%,CE=0.305%,Ceq=0.302%,裂纹敏感系数小和碳当量都较小,材料的淬硬倾向和冷裂倾向小,焊接性能优良,采取常规的工艺方法不需要预热,可获得较好的焊接接头。
1.2 热裂纹倾向分析
低合金高强钢的热裂敏感性一般可用热裂敏感系数HCS来评定,HCS≤4.0时,可以防止热裂纹,HCS>4.0表示该合金钢在某些工艺情况下焊接时易产生热裂纹。
Q345R碳含量较低,且Mn含量高,Mn/S比较高,具有较好的抗热裂性。将Q345R化学成分代入式(4),HCS=0.971,热裂纹敏感性小,选取适当的焊接材料及焊接工艺可以防止焊接热裂纹的产生。20钢含碳量低,合金元素少,热裂敏感性比较低。
1.3 再热裂纹倾向分析
焊缝再次加热产生的裂纹为再热裂纹,一般产生在过热粗晶部位,母材、焊缝和热影响区的细晶区均不易产生再热裂纹。不是所有的钢材和合金都具有再热裂纹倾向,普通的碳素钢和固溶强化的金属材料一般不会产生再热裂纹,只有含沉淀强化元素的金属材料在焊缝熔合线附近易产生再热裂纹。试验研究表明,Cr、Mo、V、Ti、Nb元素含量对再热裂纹的影响较大,可用经验公式PSR评价再热裂纹倾向,PSR>0时易产生再热裂纹。
将Q345R化学成分含量代入式(5),经计算得PSR=-1.13,因此Q345R再热裂纹不敏感,再次加热时不易产生裂纹。
综上分析可知,Q345R与20钢焊接时不容易产生冷裂纹、热裂纹以及再热裂纹,焊接时选择合适的焊接方法和材料,以及合理的工艺参数,可保证焊缝质量。
2 焊接工艺试验研究
2.1 试验材料及焊接方法
电极锅炉本体材料的厚度12~16 mm,无缝支管的厚度12~20 mm,焊缝的结构形式有T型对接接头、角接接头,根据NB/T47014-2011《承压设备焊接工艺评定》确定采用16 mm厚Q345R钢与20钢进行焊接工艺评定,试件规格为600 mm×120 mm。根据Q345R钢与20钢的化学成分及机械性能和相关的研究及规范,采用50 kg级焊丝TGS-50及ER50-6[5~7],为保证焊接质量和焊接效率,结合锅炉本体与管座焊接的具体情况,确定采用钨极氩弧焊(TIG)+熔化极混合气体保焊(MAG)焊接方法,具体为TIG焊打底,MAG焊填充及盖面,焊丝质量符合NB/T 47018.3-2017 《承压设备用焊接材料订货技术条件 第3部分:气体保护电弧焊丝和填充丝》要求。
2.2 焊接设备、试样坡口及接头形式
焊接设备:TX-400焊机,YD-500GR3焊机;焊接材料:φ2.4 TGS50,φ1.2 ER50-6;试件规格:600 mm×120 mm×16 mm。
接头及坡口形式:平焊对接接头,结合电极锅炉主体上接管的形式,采用V型坡口,具体焊接坡口及焊接层次如图2所示。
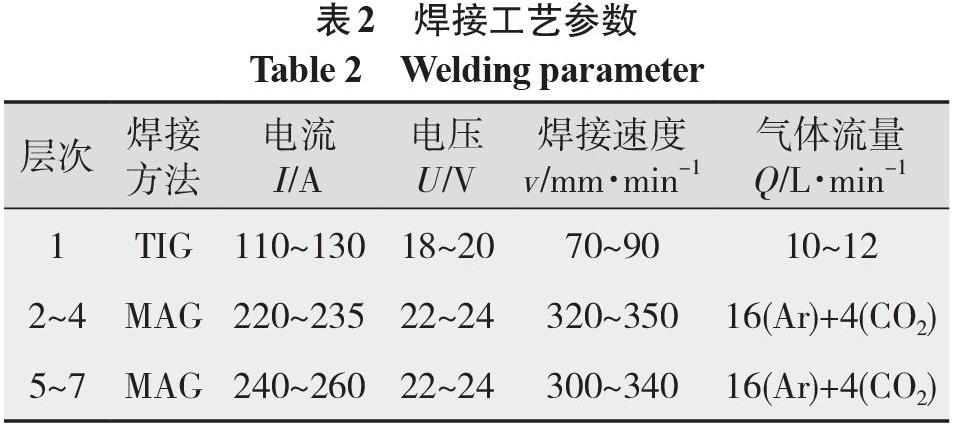
2.3 焊接工艺及措施
焊接工艺如表2所示。焊前及焊接过程中要注意以下事项[8-9]:(1)彻底清除坡口周围锈迹、油污、水分;(2)试板两端装配对齐,错边量小于板厚的1 mm;(3)由于是Y型坡口,单面焊缝,装配时考虑适当的反变形(约3°);(4)打底焊保证坡口根部熔透,背面清根要彻底;(5)MAG焊填充及盖面时坡口两侧要完全熔合,焊接层间对接处的接头错开30 mm以上,填充层及盖面层的厚度控制在4 mm 以下;(6)根据打底焊的情况必要时背面清根后盖面;(7)蓋面时,确保焊缝与母材圆滑过渡避免咬边,焊缝成形系数小于0.1。
3 试验结果及分析
3.1 外观检查
试件焊缝经目视检测,未发现任何气孔、夹渣、裂纹等表面缺陷。按NB/T 47013.5-2015 《承压设备无损检测 第五部分 渗透检测》进行渗透检测,检测结果符合NB/T 47013.5-2015 Ⅰ级质量要求。
3.2 焊缝内部质量检测
按NB/T 47013.2-2015 《承压设备无损检测 第二部分 射线检测》,AB级检测技术对焊接试件进行X射线检测,焊缝内部未发现焊接缺陷,符合Ⅰ级质量要求。同时按NB/T 47013.3-2015 《承压设备无损检测 第二部分 超声检测》B级检测技术进行超声检测,符合Ⅰ级质量要求。
3.3 焊接接头机械性能试验
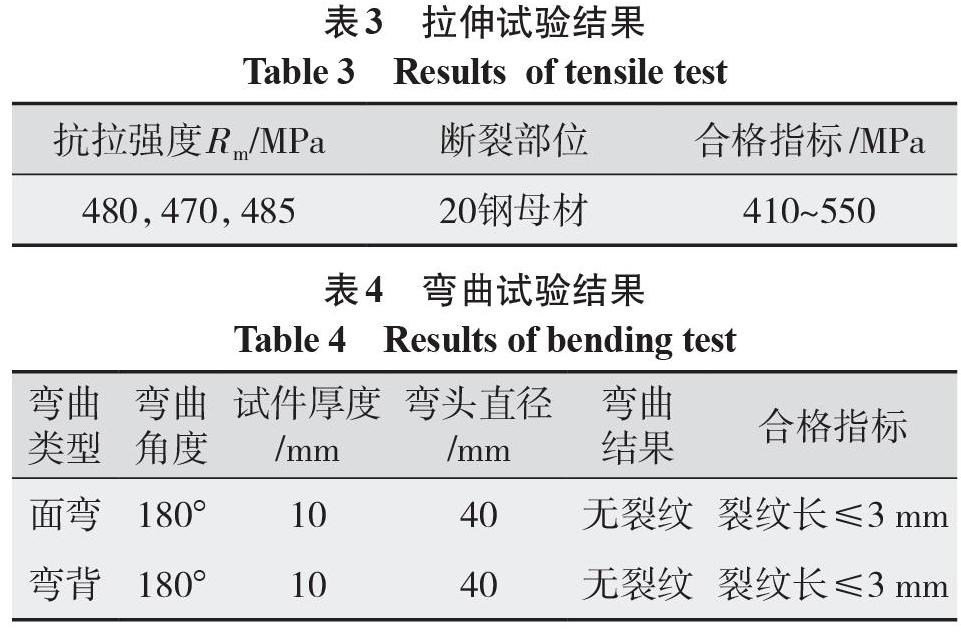
焊接试件经加工成机械性能拉伸、弯曲、冲击试样,进行拉伸试验、面背弯、冲击试验(常温),试验结果如表3~表5所示。
异种钢焊接接头的抗拉强度一般不低于低强级母材要求即可,Q345R与20钢的焊接接头的平均抗拉强度σb=478.3 MPa,大于 GB/T 711规定的20钢的410 MPa的最低值要求。
标准要求弯曲试验试件拉伸面上的焊缝和热影响区内,任何方向不得有单条长度大于3 mm的开口缺陷,面弯和背弯试件表面无裂纹缺陷,符合要求。
对于碳钢和低合金钢,标准要求抗拉强度在450~510 MPa的钢材焊接接头的冲击功KV2平均值≥24 J,GB713-2014 要求Q345R钢母材的冲击功≥41 J(0 ℃,KV2),GB 711-2017 要求20钢母材的冲击功≥34 J(20 ℃,KV2),≥27 J(-20 ℃,KV2)。GB699-2015 优质碳素结构钢未对冲击功要求进行要求。Q345R与20钢的焊接接头焊缝、Q345R钢侧熔合区、20钢熔合区平均冲击功(20 ℃,KV2)分别为:79.67 J、118.3 J、87.3 J,满足相关标准的要求。
4 生产应用
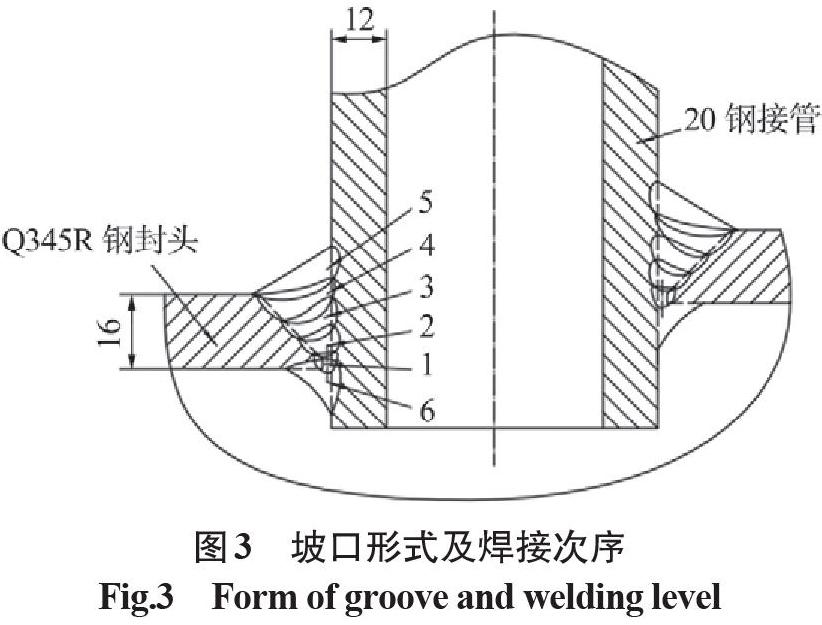
高压电极锅炉的本体封头材料为16 mm Q345R钢板压制成φ2 400 mm的标准封头,封头的电极管座为φ273×12 mm的20钢无缝钢管,封头与电极管座形成偏心600 mm的插入式结构。具体结构形式及焊接顺序见图3,其他人孔管座等结构类似。
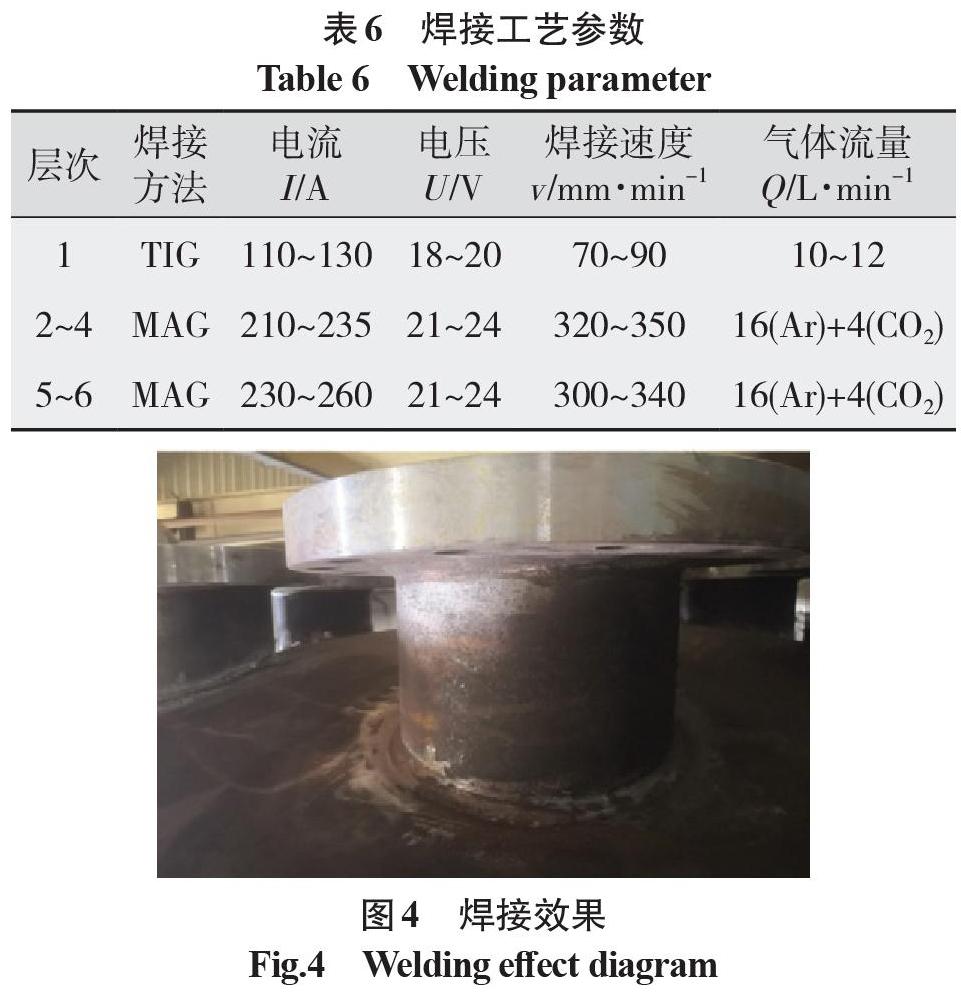
焊接工艺措施:焊前不预热,第1层(打底层)TIG焊熔透坡口根部不加或加少量焊丝,焊丝牌号GS-50,第2~4层(填充层)、5~6层(盖面层)采用MAG焊,焊丝ER50-6,根据第一层的打底情况适当清根后焊接背面第6层(盖面),具体焊接工艺参数如表6所示,焊接后效果如图4所示。
焊缝表面清理后进行目视及渗透检测,未发现气孔、夹渣、裂纹等表面缺陷,符合NB/T 47013.5-2015Ⅰ级质量要求。同时进行按NB/T 47013.3-2015 B级检测技术进行超声检测,符合Ⅰ级质量要求。
5 结论
(1)Q345R+20钢焊接时不容易产生冷裂纹、热裂纹和再热裂纹,焊接时选择合适的焊接方法和焊接材料,以及合理的工艺参数,可保证焊缝质量。
(2)Q345R钢与20钢焊接时,采用TIG焊打底,MAG焊填充及盖面,用TGS-50及ER50-6焊丝,并采取适当的焊接工艺及措施。对焊件进行焊接工艺评定,经渗透、射线检测,焊缝质量符合NB/T47013.5、NB/T47013.2 Ⅰ级质量要求,焊缝焊接接头的机械性能满足相关标准的要求。
(3)锅炉封头与偏心电极管座的焊接采用适当的焊接工艺,经渗透检测,未发现气孔、夹渣、裂纹等表面缺陷,符合NB/T 47013.5-2015Ⅰ级质量要求。同时符合NB/T 47013.3-2015Ⅰ级质量要求。
参考文献:
中国机械工程协会焊接学会.焊接手册(第三版)[M]. 北京:机械工业出版社,2008.
周振丰, 张文钺. 焊接冶金与金属焊接性 [M]. 北京:机械工业出版社,1988.
杜国华.新编焊接知识问答[M].北京:机械工业出版社,2008.
张彦斌.16M03板材的焊接性能及设计选用要点分析[J].天津化工,2020(4):86-88.
赵松岩. Q235B和Q345R钢板材的焊接性分析[J].农业装备与车辆工程,2013(2):58-60.
唐波涛. Q345R封头拼焊及热成型工艺研究[J].化工管理,2019(5):180-181.
NB/T 47015-2011压力容器焊接规程[S].
陈思远,薛根奇,张颖杰,等.中厚板低合金钢Q345R埋弧焊接工艺研究[J].材料开发与应用,2021(4):79-82.
薛根奇,张国平,陈思远.中碳调质钢30CrNi3焊接工艺及生产应用[J].电焊机,2013,43(7):33-36.
