基于NSGA-Ⅱ的Fe基合金激光熔覆工艺参数优化
2021-01-03宋少东王燕燕舒林森何雅娟
宋少东 王燕燕 舒林森 何雅娟





摘要:工藝参数是保证激光熔覆修复阀门类零件质量的关键因素。以激光功率、扫描速度、送粉速度、离焦量为自变量,熔池深度、显微硬度、稀释率为优化目标,基于正交试验研究了工艺参数对40Cr基材上熔覆Fe基合金粉末性能的影响规律。采用逐步回归分析建立了稀释率、熔池深度、显微硬度的回归方程,最后通过NSGA-Ⅱ智能算法进行优化,得到了最优工艺参数并进行了试验验证。结果表明:熔覆层稀释率及显微硬度的主要影响因素为送粉速度,而对熔池深度影响最大的因素为激光功率,在激光功率2 182 W、扫描速度17.2 mm/s、送粉速度18.4 g/min、离焦量1.86 mm时,熔覆层形貌大为改善,稀释率为20.3%,熔池深度为373 μm,显微硬度提高了21.7%,修复质量得到了有效提高。
关键词:激光熔覆;工艺优化;NSGA-Ⅱ;极差分析
中图分类号:TG456.7 文献标志码:A 文章编号:1001-2003(2021)12-0001-05
DOI:10.7512/j.issn.1001-2303.2021.12.01
0 前言
作为能源、化工等行业发展的重要支撑产品,阀门类零件近几年一直保持着高速发展[1-2]。阀门类零件长时间处在恶劣的工作环境下,其核心部件极易发生磨损、变形腐蚀等失效形式,每年因失效导致的零件报废造成的浪费十分严重。因此,寻找一种方法能够对这些稍有破损而失效的阀门进行修复,使之达到或超越修复前的性能,将具有重大的工业意义。激光熔覆作为激光再制造技术的一个重要分支,是一种先进的表面改性技术。它通过在损坏零件表面添加所需性能的熔敷粉末,利用高密度的激光束使之熔化、凝固,形成与基体冶金结合良好的熔覆层,最终达到改进或修复损坏零件部件的目的。具有节约资源、绿色清洁、节省成本等特点,已成为再制造领域的热点技术,在航空、汽车等行业备受关注[3-5]。
激光熔覆工艺参数决定了零件修复质量的好坏。赵凯等[6]采用NSGA-Ⅱ结合BP神经网络的组合算法优化了20钢表面熔覆Incone625粉末的工艺参数,提高了基材表面硬度,修复质量得到提升;李治恒等[7]通过激光熔覆制备431CO-M2涂层,基于正交试验探究了工艺参数对熔覆层成形及稀释率的影响;李亚敏等[8]基于ANSYS模拟仿真平台分析工艺参数对熔池的影响,并确定了激光熔覆Inconel718涂层的最优工艺参数。这些研究获得了特定条件下激光熔覆的最优工艺参数,所制备的熔覆层质量也得到显著提高。但在实际应用中,由于粉末和基材种类繁多,各工艺参数与熔覆层质量之间的关系仍需进一步探究。文中采用正交试验及极差分析研究工艺参数对40Cr基材表面熔覆Fe基合金粉末性能的影响,通过NSGA-Ⅱ智能算法对工艺参数进行优化,寻找最优工艺参数组合并进行试验验证,为改善激光熔覆工艺、提高阀门类零件修复质量提供了理论参考。
1 试验材料与方法
1.1 试验材料及设备
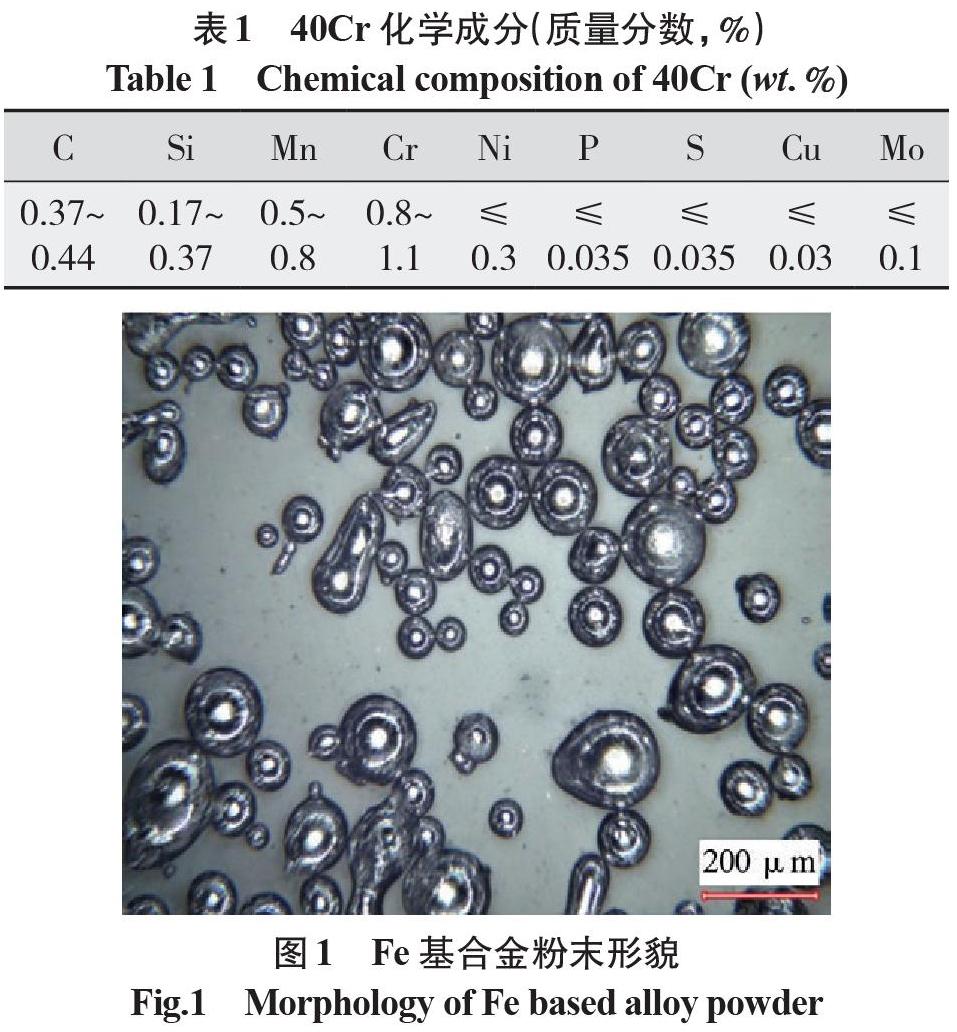
试验用基材为40Cr,尺寸为240 mm×80 mm×12 mm,具有良好的韧性和综合力学性能,其化学成分如表1所示。熔覆粉末为Fe基合金粉末,粉末颗粒直径为60~200 μm,颗粒形貌如图1所示,主要化学成分如表2所示。
试验设备为半导体光纤激光设备,由激光系统、水冷系统、保护气、控制系统、变位器、送粉器、ABB机器人组成,如图2所示。试验前,对40Cr基材进行打磨、酒精清理等预处理。
1.2 试验设计
针对激光熔覆中激光功率、扫描速度、离焦量、送粉量4个重要的工艺参数,以稀释率、熔池深度、显微硬度为优化目标,在4个参数中通过前期试验选取了4个水平,基于正交试验方法设计试验方案,如表3所示。
试验中共16组试样,每组方案均进行重复试验并取均值。熔覆后采用电火花切割机床沿垂直熔道方向进行切割获得试样横截面,然后对试件进行磨抛、腐蚀,采用显微镜及HV-1000型维式硬度计测量计算熔覆层熔深、稀释率及显微硬度(见表4)。
2 结果与优化
2.1 极差分析
极差分析可确定工艺参数对熔覆层形貌及显微硬度的影响次序,并获得最优工艺参数组合。令 Yij为i因素在j水平下进行试验所获得的结果之和,则
式中 n为因素个数。各个工艺参数的极差如表4所示。
通过极差分析可确定影响熔覆质量指标的因素次序,极差值越大,表明该工艺参数对指标的影响越显著,为主要因素,反之为次要因素[9]。由表4可知,熔覆层稀释率的主要影响因素为送粉速度,其次为激光功率和扫描速度,离焦量对其影响程度最小,为次要因素,所对应的最优参数组合为A4B1C1D4;熔覆层硬度的主要影响因素是送粉速度,其次为激光功率及扫描速度,离焦量对其影响最小,为次要因素,所对应的最优参数组合为A4B1C1D1;熔池深度的主要影响因素为激光功率,其次为扫描速递和送粉速度,离焦量的影响最小,为次要因素,对应的最优参数组合为A4B1C1D4,即最优参数组合为:激光功率2 400 W,扫描速度14 mm/s,送粉速度16 g/min,离焦量2 mm。
2.2 模型建立
逐步回归分析可对方程在所设置区间内的显著性进行检验,所拟合的方程预测值真实性高,方程可靠度较好[10]。采用逐步回归的方法对试验结果进行拟合,以激光功率、扫描速度、送粉速度、离焦量为输入变量,熔覆层稀释率、显微硬度、熔池深度为输出变量,基于Matlab建立回归方程如下:
(1)稀释率:
Y=2.434-0.001A-0.135B+0.022C-0.169D+7.527A2-1.694B2+1.424C2-0.001D2+0.012ABC-0.002BCD
(2)显微硬度:
Y=2 856.057-0.944A-129.151B-18.477C-285.169D+0.059A2+0.005B2-0.175C2+0.289D2+5.232ABC-2.240BCD
(3)熔池深度:
Y=1 320.141-0.521A-110.836B+37.062C+145.496D+0.056A2-0.009B2-0.106C2-1.035D2+9.318ABC-5.791BCD
2.3 基于NSGA-Ⅱ的工艺优化
文中采用NSGA-Ⅱ算法对激光熔覆工艺参数进行优化,寻找最优工艺参数组合。NSGA-Ⅱ算法是一種建立在Pareto解集基础上的进化算法。相比第一代算法,该算法引入了精英策略,有效避免了优良数据在迭代过程中的丢失,大大缩短了收敛过程;采用快速非支配排序,可显著提高运算效率;根据拥挤度算子进行排序,客观性较高。
NSGA-Ⅱ算法原理如图3所示,该算法直接面向Pareto前沿,首先以目标函数作为种群中的个体适应度函数,随机产生初代种群,基于非支配排序和拥挤度比较算子排序对初代种群进行处理;进行遗传操作,得到子代种群,然后合并两个种群进行非支配排序和拥挤度比较算子排序,形成新的种群[11]。经过反复迭代,种群平均适应度会收敛于一个最优点,即目标函数的全局最优点。
根据实验用激光器、ABB机器人手臂及送粉器的精度,在优化过程中等间隔选取10 000个样本点。其中在约束范围内的点共2 432个,将其组成优化的可行域。算法参数设置为:种群数量300,迭代次数200,优化后的解集中有30个点。优化的Pareto前沿解集如图4所示。
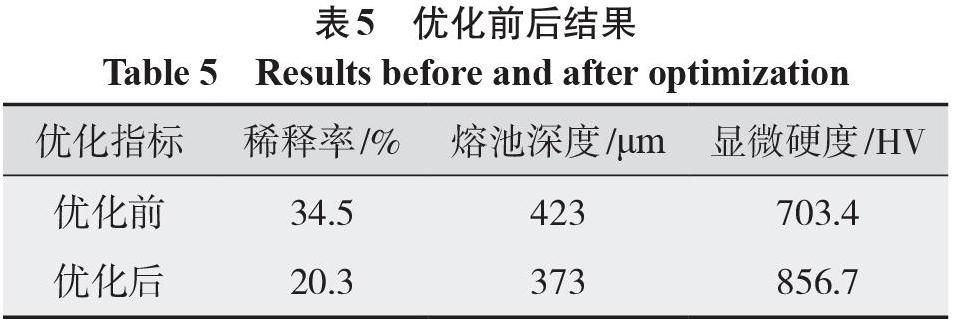
在NSGA-Ⅱ算法所得到的参数集合中,优选出综合质量指标最好的组合为:激光功率2 182 W,扫描速度17.2 mm/s,送粉速度18.4 g/min,离焦量1.86 mm。此工艺参数组合下所获试样见图5b,熔覆层稀释率达到20.3%,熔池深度为373 μm,显微硬度为856.7 HV。优化前后熔覆指标结果对比如表5所示。由表5可知,经NSGA-Ⅱ算法优化后,熔覆层显微硬度增加了21.7%。
3 结论
(1)基于正交试验及极差分析,研究了工艺参数对激光熔覆的影响规律,发现工艺参数对熔覆层稀释率的影响次序为:送粉速度>激光功率>扫描速度>离焦量;对熔池深度的影响次序为:激光功率> 送粉速度>扫描速度>离焦量;对熔覆层显微硬度的影响次序为:送粉速度>激光功率>扫描速度>离焦量。
(2)通过逐步回归分析方法建立了回归模型,并基于NSGA-Ⅱ算法进行优化,得到最优工艺参数为:激光功率2 182 W,扫描速度17.2 mm/s,送粉速度18.4 g/min,离焦量1.86 mm。验证试验结果表明,该参数下熔覆层稀释率为20.3%,熔池深度为373 μm,显微硬度为856.7 HV,相比极差分析所得工艺参数,熔覆层硬度提高21.7%,形貌更为优良,熔覆层质量显著提高。
参考文献:
Wei Zhao,Chuwen Guo,Fengchao Wang. Numerical simul-ation of pressure impact on Hydro automatic reversing valve core in a down hole pump[J]. Journal of the Brazilian Society of Mechanical Sciences and Engineering,2016,38(6):525-533.
郑智贞,董芳凯,袁少飞,等. 阀门壳体类零件MBD制造模型研究[J]. 机床与液压,2018,46(8):5-8,12.
邓德伟,郑海彤,马玉山,等.激光重熔对Cu-18Pb-2Sn激光熔覆层组织和性能的影响[J]. 材料热处理学报,2021,42(6):140-146.
方振兴,祁文军,李志勤. 304不锈钢激光熔覆搭接率对CoCrW涂层组织与耐磨及耐腐蚀性能的影响[J].材料导报,2021,35(12):127-133.
刘金刚,郑文捷,王高升,等. 20Cr2Ni4A钢表面WC增强铁基涂层耐磨性能的研究[J]. 表面技术,2021,50(6):236-242.
赵凯,梁旭东,王炜,等.基于NSGA-Ⅱ算法的同轴送粉激光熔覆工艺多目标优化[J].中国激光,2020,47(1):96-105.
李治恒,孙耀宁,张瑞华,等. 基于正交试验的3Cr14不锈钢激光熔覆工艺参数优化[J].应用激光,2020,40(6):1029-1034.
李亚敏,咬登治,范福杰. 激光熔覆718合金工艺参数优化的数值模拟研究[J].应用激光,2018,38(6):920-926.
王波,舒林森. 基于正交试验的 Q235/316薄钢板激光焊接工艺优化[J].应用激光,2019,39(4):580-585.
赵大伟,梁东杰,王元勋. 基于回归分析的钛合金微电阻点焊焊接工艺优化[J].焊接学报,2018,39(4):79-83,132.
黄俊,陈子博,刘其蒙,等. 基于NSGA-Ⅱ的离体皮肤组织激光融合工艺参数的多目标优化[J].中国激光,2019,46(2):199-205.
刘永姜,李俊杰,曹一明,等.基于近似模型和遗传算法的等离子喷焊工艺参数多目标优化[J].科学技术与工程,2021,21(11):4403-4408.
