mLLDPE与LLDPE的结构与性能对比
2020-12-29张清怡
张清怡
(北京燕山石化高科技术有限责任公司,北京市 102500)
聚乙烯为五大通用塑料之一,包括低密度聚乙烯(LDPE)、线型低密度聚乙烯(LLDPE)、高密度聚乙烯,可应用在薄膜、片材、注塑、管材、电缆、滚塑等领域。其中,LDPE膜料及片材占LDPE总消费量的72%,LLDPE膜料及片材消费量占LLDPE总消费量的79%。膜类作为聚乙烯产品最大的需求品类[1],其需求增长势头不减,仍有望进一步提升。其中,LLDPE常用的催化剂为齐格勒-纳塔催化剂,共聚单体多为1-丁烯。茂金属线型低密度聚乙烯(mLLDPE)[2]采用的茂金属催化剂,具有活性超高、活性中心单一、共聚能力优异等特点,可与1-丁烯、1-己烯、1-辛烯等单体共聚,所制mLLDPE具有优异的力学性能、光学性能和热封性能。在聚乙烯薄膜领域,通常采用LDPE,LLDPE,mLLDPE共混制备不同性能的薄膜[3-4]。薄膜性能不同,具体应用领域差别较大,下游薄膜用户在针对新领域开发新产品时,由于对其基础树脂结构区别的了解知之甚少,尤其是对LLDPE及mLLDPE的区别不明朗,从而增加了新产品开发难度。本工作分析了mLLDPE,LLDPE的结构差别,通过连续自成核退火(SSA)热分级技术研究了两者的支化结构,对比了两者吹塑薄膜的力学性能、热封性能及光学性能,讨论了两者的流变行为,分析了结构对物理性能的影响及两者在加工性能上的区别,为下游用户在选择原料及配比上提供理论依据。
1 实验部分
1.1 主要原料
LLDPE 7042,中国石油化工股份有限公司天津分公司;mLLDPE,日本三井化学株式会社。
1.2 主要仪器
Q100型差示扫描量热仪,MP600型熔体流动速率测定仪:美国TA仪器公司。Magna-IR型傅里叶变换红外光谱仪,美国Nicolet公司。WATER型凝胶渗透色谱仪,美国Waters公司。Mercury-300型核磁共振仪,美国Vrian公司。RH7D型毛细管流变仪,英国Rosand公司。ME-30/5200V3型吹膜机,德国OCS公司。Instron 5566型万能试验机,美国英斯特朗公司。NDH-2000型雾度仪,日本电色公司。TP-701S型热合封口机,日本Sangyo公司。
1.3 试样制备
吹塑薄膜制备:使用单层吹膜机,设定加工温度为170~200 ℃,螺杆转速为30 r/min,冷却温度为25 ℃,制备的吹塑薄膜厚度为(30±5) μm。
1.4 测试与表征
差示扫描量热法(DSC)分析:氮气气氛,取5~10 mg试样,升降温速率均为15 ℃/min。从室温升到180 ℃,恒温5 min;降至30 ℃随后分别升至115,110,105,100,95,90,85,80,75,70,65,60℃(每次均降至30 ℃再升温);最后降至30 ℃随后升至170 ℃,记录升温曲线。
傅里叶变换红外光谱分析:取0.5 g左右试样,于165 ℃,50 kg条件下压制成厚度为300 μm左右的薄片,按GB/T 6040—2002测试试样的甲基支化度。
熔胀比按GB/T 11115—1989测试。温度190℃,负荷2.16 kg。
凝胶渗透色谱(GPC)分析:称取6 mg左右试样,温度150 ℃,以三氯苯为溶剂,溶解3~6 h后过滤,测试。
核磁共振碳谱测试:取80 mg左右试样,温度150 ℃,以氚代邻二氯苯为溶剂,溶解4~5 h,在120 ℃,30°脉冲条件下测试。
熔体拉伸实验:测试试样不同温度条件下的熔体强度及拉伸断裂时的牵引速度。口模直径为2 mm,入口角180°,长口模的长径比为10,柱塞速度为5 mm/min,牵引初始速度为10 m/min,加速度为30 m/min2,直至断裂。温度分别设定为150,160,170,180,190 ℃。
薄膜性能测试:拉伸断裂应力、断裂拉伸应变按GB/T 1040.3—2006测试,拉伸速度为500 mm/min;撕裂力按GB/T 16578.2—2009测试;穿刺力按GB/T 37841—2019测试。薄膜光学性能按GB/T 2410—2008测试。热封性能按QB/T 2358—1998测试,起始热封温度为热封强度达到2.5 N/15 mm的温度,热封压力0.3 MPa,热封时间1 s。
2 结果与讨论
2.1 结构分析
薄膜级聚乙烯的分子链结构、长短支链支化、相对分子质量及其分布等决定了薄膜级聚乙烯的熔体流动速率(MFR)、熔胀比、结晶度等表观物理性能,从而也决定着薄膜级聚乙烯的性能。薄膜级树脂加工中的一个重要物性是熔体的黏弹性[5],聚乙烯中长链支化程度对于熔融黏度、熔体延伸率、弹性都有影响。聚乙烯的熔胀比在一定程度上反映了长支链支化程度。熔胀比越大说明长支链越多。从表1可以看出:mLLDPE的熔胀比高于LLDPE,同时根据核磁检测结果得到mLLDPE的共聚单体为1-己烯,而LLDPE的共聚单体为1-丁烯,因此,mLLDPE的支链长度大于LLDPE,同时其具有略高的重均分子量。这说明mLLDPE的分子链之间缠结程度更高,熔体弹性更大,因此在吹膜时膜泡应更稳定。短支链影响聚合物的密度、光学性能、力学性能、熔点[6]。短支链的支化度可以用甲基支化度表征。

表1 LLDPE与mLLDPE的基本结构数据Tab.1 Structure of LLDPE and mLLDPE
从表1还可以看出:LLDPE的甲基支化度较mLLDPE高,说明LLDPE的共聚单体含量高。更高的平均相对分子质量使薄膜具有更高的强度,而更宽的相对分子质量分布使聚合物加工性能更好。mLLDPE的相对分子质量略高于LLDPE,相对分子质量分布也略宽,因此,与LLDPE相比,mLLDPE的物理性能及加工性能更好。
2.2 结晶行为
SSA热分级[7-8]是对聚合物施加一系列自成核和退火热处理,使其按照分子结构的规整程度由高到低充分结晶,依次形成由厚到薄的一系列片晶,然后将试样升温熔融,将分子链规整程度的分布情况表现在最终的熔融曲线上。从图2可以看出:SSA热分级后曲线中出现了多个较窄的熔融峰。经过第1次熔融降温后再升到退火温度时,只有一部分的片晶能够被熔融,不熔部分的结晶较完善,为比较厚的片晶。在第2个退火温度时,又有另外一部分的片晶没有被熔融。这样,不同厚度的片晶便可以被分级出来,且所形成的不同厚度的片晶与分子链的结构有关。分子的支链少,形成的片晶厚;分子的支化多,则形成的片晶薄。这样经SSA热分级后再升温的曲线上,熔融峰分布客观反映了试样的支链支化情况。

图1 LLDPE和mLLDPE的SSA曲线Fig.1 SSA of LLDPE and mLLDPE
根据熔融峰温度,按式(1)和式(2)计算相应组分的相对支化度及片晶厚度。
式中:Tm为表观熔点,K;S为相对支化度;L为Tm时片晶的厚度,nm;σe为聚乙烯晶体的表面自由能,70×10-3J/m2;Tcm为聚乙烯晶体的平衡熔点,414.5 K;ΔHv为每单位体积的熔融焓,288×106J/m3。
数均片晶厚度、重均片晶厚度、片晶厚度分布指数分别按式(3)~式(5)计算,结合表2可以看出:LLDPE与mLLDPE的片晶厚度分布指数分别为1.162,1.139,表明LLDPE结晶序列分布较宽。这说明与LLDPE相比,mLLDPE有更好的支化均匀性。因为茂金属催化剂具有单一活性中心,得到的mLLDPE结构更规整。
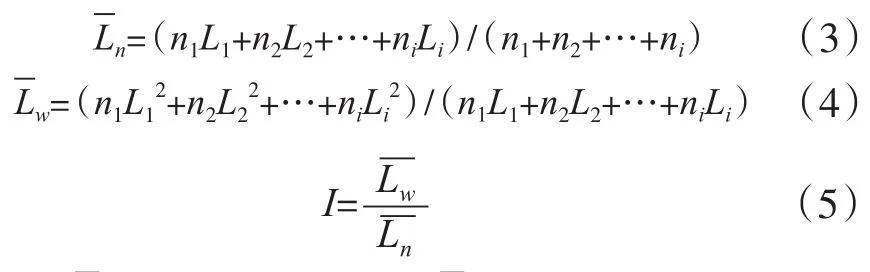
式中:Ln为数均片晶厚度;Lw为重均片晶厚度;I为片晶厚度分布指数;L1为第一个熔融峰对应的片晶厚度;n1为此片晶占比;L2,n2等依此类推。
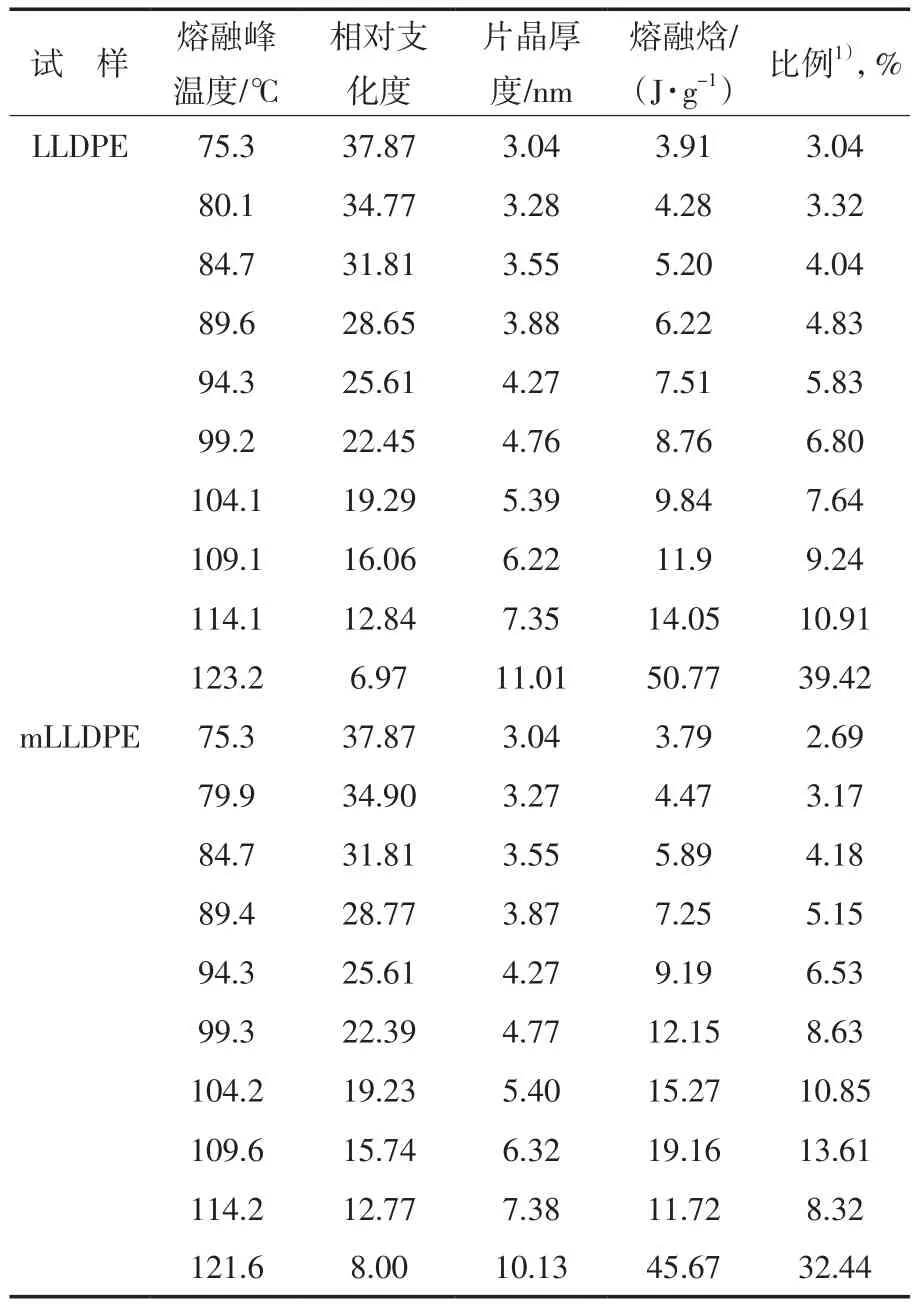
表2 LLDPE和mLLDPE的SSA结果Tab.2 Results for SSA fractionation of LLDPE and mLLDPE
2.3 薄膜性能
对于不同的聚乙烯,制备的薄膜性能随着共聚单体、支化度、支链长度、相对分子质量及其分布的不同,有非常大的区别[9]。从表3可以看出:与LLDPE薄膜相比,mLLDPE薄膜具有更高的断裂拉伸强度、撕裂力、穿刺力、热封强度,更低的雾度,更好的光学性能,而LLDPE具有更高的断裂拉伸应变。mLLDPE的共聚单体均匀分布在分子链间,不同结晶链段的结晶能力差别较小,易形成较均匀的晶核,且晶层较薄,因此,具有更低的雾度,更好的光学性能。LLDPE共聚单体分布不如mLLDPE均匀,具有较宽的晶体尺寸分布,形成的晶层较厚,因此起始热封温度相对较高。而热封强度与链的缠结有关,mLLDPE是1-己烯共聚物,且具有更好的支化均匀性,因此,在热封时熔融较快,界面易润湿,起始热封温度更低,分子链段的缠结能力较强,热封强度更高。
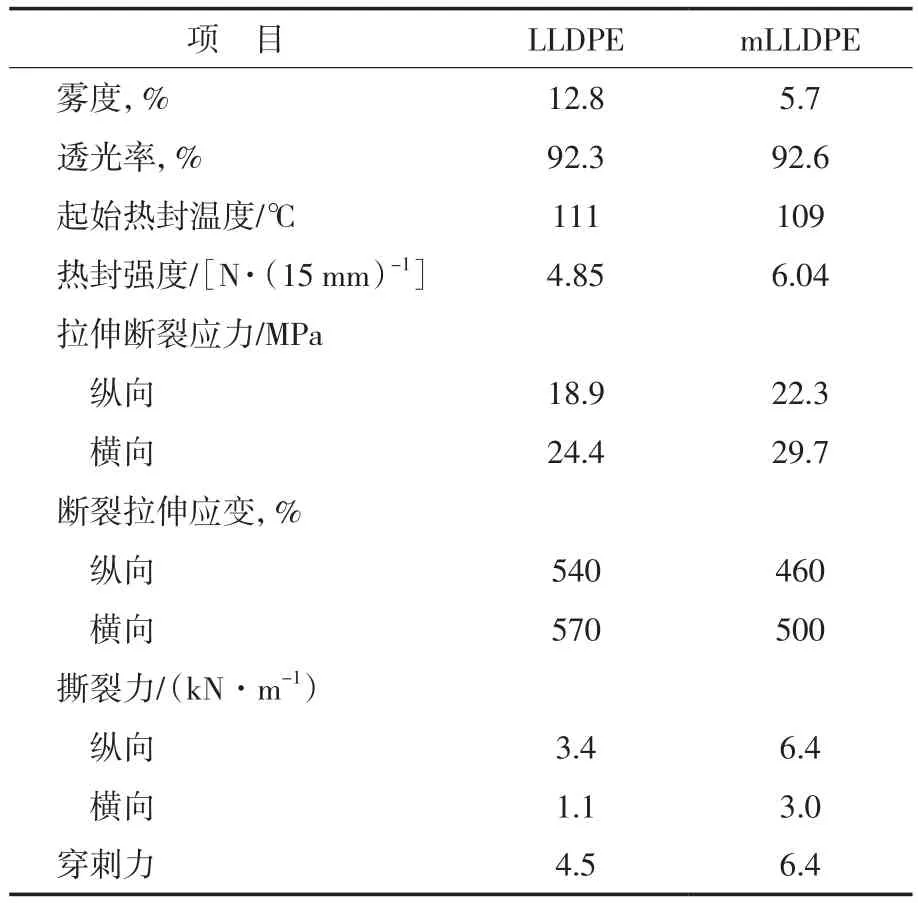
表3 LLDPE与mLLDPE薄膜性能对比Tab.3 Comparison of properties of casting films of LLDPE and mLLDPE
薄膜在吹塑拉伸的过程会沿牵引方向产生一定的取向,因此,在取向方向上薄膜具有更高的拉伸强度及断裂拉伸应变。从表3还可以看出:mLLDPE及LLDPE纵向的拉伸断裂应力及断裂拉伸应变均好于横向。mLLDPE由于拥有相对较长的支链,因此,支链缠结程度更高,从而具有更高的拉伸断裂应力,但是缠结程度高会导致链与链之间更不容易滑移;LLDPE的支链短,链与链之间距离短,更易滑移,因此mLLDPE的断裂拉伸应变低于LLDPE。撕裂性和穿刺性随着支链长度的增加明显变好,主要是由于支链长的聚合物结晶时的连接链密度大,晶体网络之间连接的强度更大,因此,支链长的mLLDPE的撕裂力及穿刺力均高于支链短的LLDPE。
2.4 流变性能
对于薄膜吹塑工艺而言,其涉及的流变过程既有剪切流动,又有拉伸流动,研究不同类型薄膜级聚乙烯的流变性能有助于研究其加工特点[10],为确定最适宜的加工条件和加工设备提供依据。从图2可以看出:在相同的剪切速率下,随着温度的升高,两种聚乙烯的剪切黏度均降低,是由于温度升高,聚合物分子链的运动能力增加,因而流动性增加;在温度相同时,两种聚乙烯的剪切黏度均随剪切速率的增加而降低,表现出明显的假塑性非牛顿流体的剪切变稀现象,是因为在流动过程中分子链构象会发生变化,分子链一面滑动取向,一面松弛收缩,这两方面都是有阻力的,当剪切速率提高时,流体流动时间较松弛时间短,致使大分子链来不及完全松弛或已取向的分子链只收缩了一部分,从而减小了由收缩所产生的阻力,使剪切黏度降低[11]。因此,可以通过改变温度及剪切速率来改善两者的加工性能。
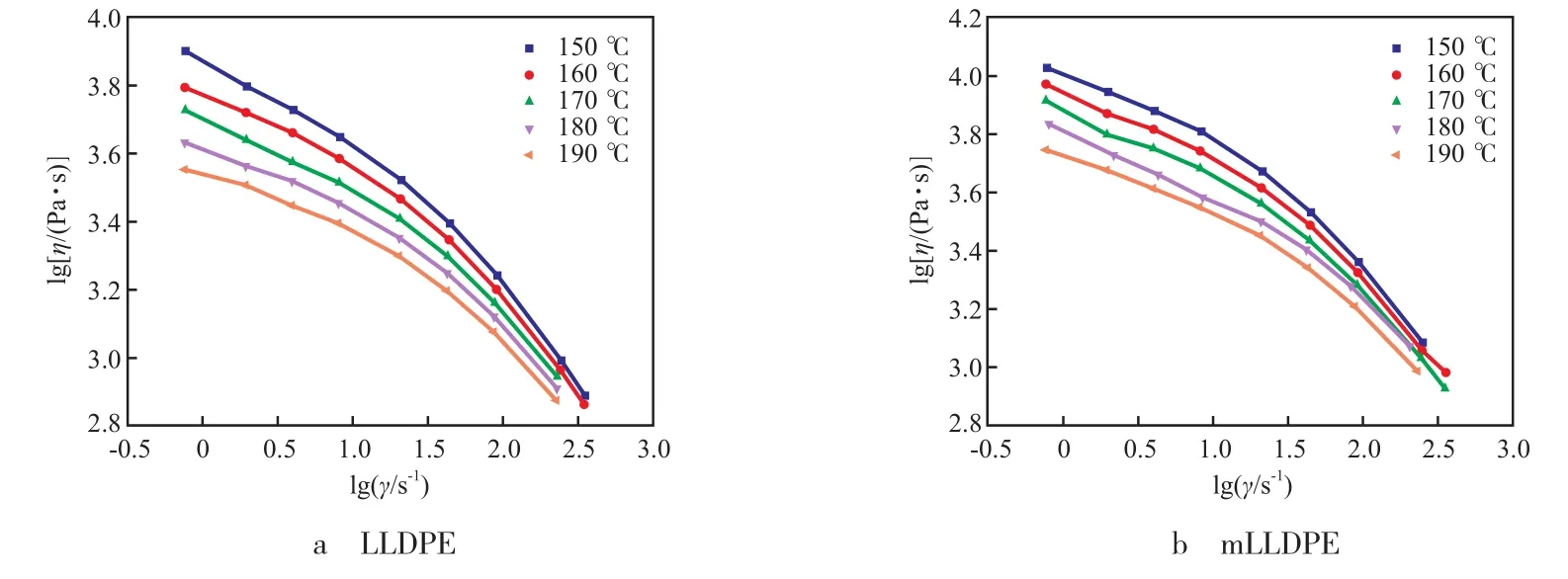
图2 mLLDPE与LLDPE在不同温度时的流动曲线Fig.2 Rheological behaviors of LLDPE and mLLDPE at different temperatures
对薄膜吹塑工艺而言,膜泡的稳定性及加工速度是衡量加工性能优劣的重要标准之一,膜泡稳定性好,稳定操作区范围宽,则工艺过程容易控制,产品质量均匀;加工速度快,则生产效率高。通常膜泡稳定性与熔体拉伸强度有关,而加工速度与熔体拉伸断裂速率有关。从表4可以看出:不同温度时,mLLDPE的拉伸张力均高于LLDPE,是由于其重均分子量高、长链分子多、长链支化多,造成分子链间缠结程度高,熔体强度高,因此吹膜时膜泡也更稳定;随着温度的升高,两者的熔体拉伸强度均降低,说明过高的吹膜出口温度对膜泡稳定性不利。不同温度时,mLLDPE的拉伸断裂速率均低于LLDPE,是由于其支链较LLDPE长,分子链缠结程度高,过快的加工速度会使其膜泡破裂,因此,在吹膜过程中,mLLDPE的加工速度应低于LLDPE。
3 结论
a)与LLDPE相比,mLLDPE的支化度更低,支链长度更长,支化度分布更均匀。
b)拥有更长支链且共聚单体分布更均匀的mLLDPE拥有更好的力学性能、热封性能及光学性能。
c)mLLDPE在吹塑时具有更稳定的膜泡,而LLDPE的加工速度更快。
