玻璃纤维增强聚丙烯木塑复合材料的制备及其性能
2020-12-29李江华薛成洲李海军
李江华,薛成洲,李海军
(1.河南工业职业技术学院 城市建设学院,河南省南阳市 473000;2.河南省郸城县水利局,河南省周口市 477150;3.华中科技大学,湖北省武汉市 430074)
在建筑工程领域,木材的使用十分广泛,常用作建筑主体材料、模板材料等。在建筑工程中应用木材,能够优化居住环境,提高居民居住环境的舒适度[1-4]。此外,木材也常被用于家具、地板以及墙体装饰等。近年来,木材市场供不应求的状况愈加严重,因此,建筑工程领域迫切需要寻求一种理想的木材替代材料。利用回收塑料制备木塑复合材料,可极大缓解非生物降解聚合物舍弃造成的环境污染问题,无论在资源利用方面,还是在节能环保方面,木塑复合材料均是一种具有较大发展前景的材料[5-7]。
聚丙烯(PP)年产量高、生产成本低,且具有较高的机械强度、优异的耐化学药品腐蚀性以及较低的吸湿率等优点[8-9]。以PP作为基体,添加木粉、木纤维等木质材料,制备的木塑复合材料兼具PP和木材的优点。将其用作建筑工程领域的模板材料,有望解决木材资源短缺的问题。另外,在PP/木纤维复合材料中添加玻璃纤维等增强材料,还有望进一步实现对木塑复合材料力学性能的提升。由于PP的分子主链均为非极性的碳链,木纤维及玻璃纤维与其相容性均较差,易发生相分离。因此,本工作利用不同的预处理方法对木纤维进行表面处理,以找到一种能够有效提高二者相容性的处理方法,并用该方法对玻璃纤维进行预处理,制备PP/木纤维复合材料以及PP/木纤维/玻璃纤维三元复合材料,对其力学性能进行了研究。
1 实验部分
1.1 主要原料
PP T30S,等规指数为97.92%,熔体流动速率为3.3 g/10 min,宁波禾元化学有限公司;木纤维,含水率低于5%(w),长度为1 mm,长径比为2 000,常州市博超工程材料有限公司;短切玻璃纤维,长度为6 mm,E级,泰安市嘉程纤维有限公司;硅烷偶联剂KH-550,纯度为99%,东莞市绿伟塑胶制品有限公司;双氧水,氢氧化钠,邻苯二甲酸酐,无水乙醇:均为分析纯,北京化工厂;去离子水,自制。
1.2 主要设备
SJGF-1L型双螺杆挤出机,螺杆直径为65 mm,张家港市顺科机械有限公司;BGD型立式平板硫化机,青岛博格达检测仪器有限公司;UTM6102型电子万能试验机,深圳三思纵横科技股份有限公司;DR-802型冲击试验仪,东莞市东日仪器有限公司。
1.3 木纤维与玻璃纤维的预处理
木纤维的预处理:预先配制质量分数均为5%的硅烷偶联剂KH-550的乙醇溶液、双氧水乙醇溶液、氢氧化钠水溶液、邻苯二甲酸酐的乙醇溶液。分别量取2 000 mL上述溶液置于烧杯中,加入200 g的木纤维,浸泡30 min,过滤收集经表面预处理的木纤维,然后重新加入到装有无水乙醇的烧杯中,超声处理10 min,过滤并依次用去离子水和无水乙醇洗涤3次。收集木纤维,平铺于托盘中,于60 ℃真空干燥12 h以上。未进行预处理木纤维记作WF1,预处理后的木纤维分别记作WF2~WF5。
玻璃纤维的预处理:用质量分数为5%的硅烷偶联剂KH-550的乙醇溶液,处理步骤同木纤维,记作GF2。
1.4 试样制备
PP/木纤维复合材料的制备:分别称取PP和木纤维,利用高速混料机混合均匀后,加入到挤出机中挤出造粒。挤出机料筒温度为230 ℃。将制备的PP/木纤维复合材料颗粒于60 ℃真空干燥12 h以上。称取PP/木纤维复合材料25 g,置于热压模具中,在240 ℃,4.0 MPa的热压条件下热压成型,制备木塑复合板材。WF1~WF5质量分数均为25%时制备的复合材料分别记作PP/WF1-25~PP/WF5-25;w(WF2)分别为15%,20%,30%时制备的复合材料记作PP/WF2-15,PP/WF2-20,PP/WF2-30。
PP/木纤维/玻璃纤维三元复合材料的制备:分别称取PP/WF2-25和玻璃纤维。挤出、热压条件和方法同PP/木纤维复合材料的制备。w(GF2)分别为5%,10%,15%,20%时制备的复合材料记作PP/WF2-25/GF2-5,PP/WF2-25/GF2-10,PP/WF2-25/GF2-15,PP/WF2-25/GF2-20。
1.5 性能测试
拉伸强度和断裂伸长率采用电子万能试验机按GB/T 4897—2015测试;冲击强度采用冲击试验仪按GB/T 29418—2012测试。
2 结果与讨论
2.1 木纤维含量对PP基木塑复合材料性能的影响
从表1看出:与纯PP相比,PP/木纤维复合材料的拉伸强度和冲击强度均出现了一定程度的升高,断裂伸长率小幅降低。PP/WF1-15的拉伸强度为34 MPa,冲击强度为5.5 kJ/m2,较纯PP分别提高了9.7%,22.2%;断裂伸长率有所下降,为69%,下降了6.8%。PP/WF1-25的力学性能最优,拉伸强度为45 MPa,断裂伸长率为63%,冲击强度为7.2 kJ/m2,拉伸强度和冲击强度分别提高了45.2%,60.0%,断裂伸长率下降了10.9%。这是由于木纤维添加到PP基体后,起到了增强体的作用,当材料受到外界施加的载荷后,木纤维能够起到承受载荷的作用,因此,PP/木纤维复合材料的拉伸强度提升;另外,木纤维与PP基体存在一定的相分离,相界面对冲击载荷可以起到缓冲作用,使PP/木纤维复合材料的冲击强度提升,也导致了材料的断裂伸长率出现了一定程度的降低。从表1还看出:与PP/WF1-25相比, PP/WF1-30的力学性能反而出现了较大幅度的下降,拉伸强度、断裂伸长率和冲击强度分别下降到32 MPa,61%,5.7 kJ/m2。这可能是由于木纤维的比表面积较大,当PP基体中木纤维含量增加后,木纤维发生团聚,制备的PP/木纤维复合材料的相分离情况严重,导致力学性能降低。综上所述,选择木纤维质量分数为25%,在后续实验中均采用这一配比。

表1 PP/木纤维复合材料的性能Tab.1 Mechanical properties of PP/WF1 composites
2.2 预处理方法对PP基木塑复合材料性能的影响
从表2可以看出:木纤维经预处理后,复合材料的拉伸强度和冲击强度都进一步提升,断裂伸长率未出现明显变化。其中,利用硅烷偶联剂KH-550对木纤维进行表面处理后,PP/WF2-25的力学性能最优异,拉伸强度高达55 MPa,冲击强度为8.3 kJ/m2,断裂伸长率为62%。而采用另外三种预处理后的木纤维对复合材料的力学性能影响相差不多。这是由于,硅烷偶联剂KH-550的预处理机理是将木纤维表面的羟基进行疏水化处理,从而提高非极性PP与木纤维的相容性。这种处理方法不会对木纤维的结构造成破坏,可以保持木纤维的力学性能,因此,提高了界面相容性后,使PP/木纤维复合材料的力学性能提升较为明显;而双氧水是对木纤维表面进行氧化,氢氧化钠和邻苯二甲酸酐是对木纤维表面进行碱化和酸化,这些处理过程不仅会造成木纤维表面极性的改变,还会造成木纤维表面结构、粗糙度的变化,甚至会对木纤维造成腐蚀,导致其强度大幅下降。因此,利用硅烷偶联剂KH-550对木纤维进行预处理是一种较为理想的方法,后续实验中将继续使用这一预处理方法。
2.3 玻璃纤维含量对PP基木塑复合材料性能的影响
从表3可以看出:在PP/WF2-25中添加短切玻璃纤维,制备的PP/木纤维/玻璃纤维三元复合材料的拉伸强度和冲击强度都进一步提升,而断裂伸长率未发生明显变化。随着玻璃纤维用量的增加,PP/WF2-25/GF2-20的拉伸强度,冲击强度均最高,分别为77 MPa,10.8 kJ/m2,是一种具有高强度和良好韧性的复合材料。由于玻璃纤维质量分数高于20%后,相应的三元复合材料的挤出加工较为困难,所以未进行更高玻璃纤维含量三元复合材料的制备和性能研究。在三元复合材料中,与木纤维一样,玻璃纤维也起到增强体的作用,但由于玻璃纤维的机械强度更高,所以对复合材料力学性能的改善效果更为明显。

表2 预处理方法对PP/木纤维复合材料性能的影响Tab.2 Effect of pretreatment methods on properties of PP/WF composites
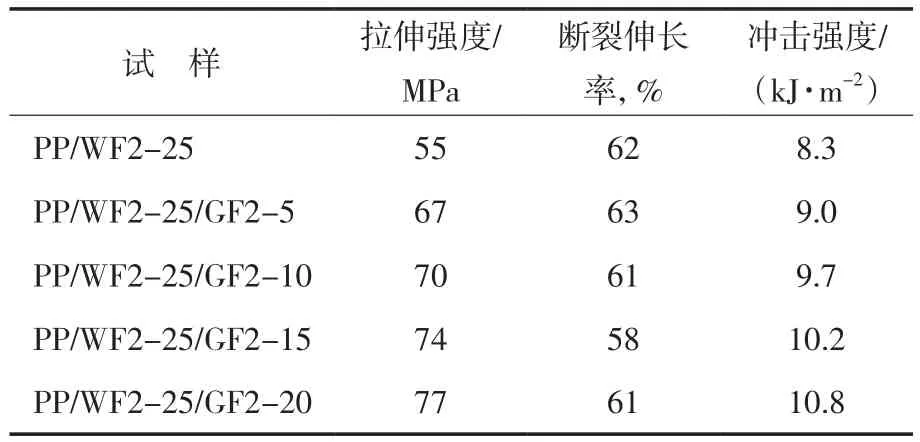
表3 PP/木纤维/玻璃纤维三元复合材料的力学性能Tab.3 Mechanical properties of PP/WF/GF composites
3 结论与展望
a)制备了一系列木纤维含量不同的PP/木纤维复合材料及添加玻璃纤维的PP/木纤维/玻璃纤维三元复合材料。
b)随着木纤维含量的增加,PP/木纤维复合材料的拉伸强度和冲击强度出现了先升高后降低的趋势。当木纤维含量为25%(w)时,复合材料的性能最优。
c)采用质量分数为5%的硅烷偶联剂KH-550乙醇溶液对木纤维进行预处理,既能改善PP与木纤维的相界面性能,又能保持复合材料较好的力学性能。
d)玻璃纤维的加入使复合材料的力学性能进一步提升,PP/WF2-25/GF2-20的拉伸强度,冲击强度均最高,分别为77 MPa,10.8 kJ/m2。
e)由于实验条件所限,未对复合材料的微观形貌进行观察,在进一步的工作中将对这一方面内容进行完善,探究相应性能改善的机理。还将进一步优化加工工艺,实现更高玻璃纤维含量三元复合材料的制备。
