契合炼油企业需求的固定床渣油加氢催化剂研究进展
2020-12-28马原

摘 要:以炼油企业需求为导向,石科院先后开发了第一代、第二代、第三代RHT和RHT-200系列渣油加氢催化剂。为实现炼油企业对重劣质原料加工的需求,开发了适用于加工高铁钙含量渣油的保护剂,适用于加工高金属(Ni+V)含量渣油的脱金属剂,以及适用于加工高沥青质含量渣油的沥青质转化催化剂;为实现炼油企业对优质催化裂化进料的需求,开发了具有活性缓释功能的脱金属脱硫催化剂和兼具高活性和高稳定性的脱硫脱残炭催化剂;另外,第三代RHT系列催化剂能够适应苛刻的渣油加氢工艺条件;RHT-200系列催化剂具有显著的低堆比高活性特征,能够满足炼油企业对高性价比渣油加氢催化剂的需求。
关键词:炼油企业;固定床;渣油加氢;催化剂
随着世界范围内重质油储量的逐渐增加以及我国原油对外依存度的持续攀升,如何通过绿色低碳的加工工艺生产轻质清洁油品,实现重质油的深度综合利用,已经逐渐成为衡量炼厂经济效益的关键指标[1-2]。近年来渣油加氢工艺由于投资成本较低、操作方便而且经济效益较好,应用愈加广泛。以固定床渣油加氢--催化裂化为代表的组合工艺,由于可以显著提高渣油加氢技术的经济性,因此受到大多数炼油企业的青睐[3-4]。固定床渣油加氢技术的核心是催化剂,要想实现重劣质渣油的深度转化,渣油加氢催化剂必须脱除原料中机械杂质,铁、钙、镍、钒等金属,同时完成氮化物、硫化物的脱除和残炭的高效转化,使目标产物加氢渣油满足催化裂化装置进料要求。以炼油企业对渣油加氢催化剂需求为导向,由中国石化石油化工科学研究院研发、中国石化催化剂有限公司生产的三代RHT系列渣油加氢催化剂,先后在海内外多套装置进行工业应用,实现了炼油企业对重劣质原料加工的需求,对优质加氢渣油的需求以及对苛刻工艺条件下催化剂适应性的需求,为炼油企业创造了巨大的经济效益。本文首先介绍了石科院开发的各代RHT系列渣油加氢催化剂,然后重点综述了石科院为实现炼油企业需求所开发的定制化催化剂的设计思路和工业应用实例,以期为炼油企业应用RHT系列渣油加氢催化剂提供一定的指导信息和有益借鉴。
1 石科院渣油加氢系列催化剂
石科院从2000年左右开始研究渣油加氢催化剂的制备技术,依据渣油加氢反应过程中的化学,创新催化剂的设计思路,开发了孔径较大的渣油加氢保护剂,有效脱除渣油原料中铁、钙等金属;同时,通过改善渣油加氢脱金属的孔道结构,调控渣油中镍、钒等金属在催化剂孔道中的沉积位置;另外,通过制备具有较高床层孔隙率的异形催化剂,提高了渣油中大分子的扩散性能,而且有利于降低床层压降,保证装置的运转周期[5-7]。综合上述设计理念,石科院成功开发了第一代RHT系列渣油加氢催化剂,并于2002年11月在中石化齐鲁分公司1.50Mt/aVRDS固定床装置上成功实现了工业应用。
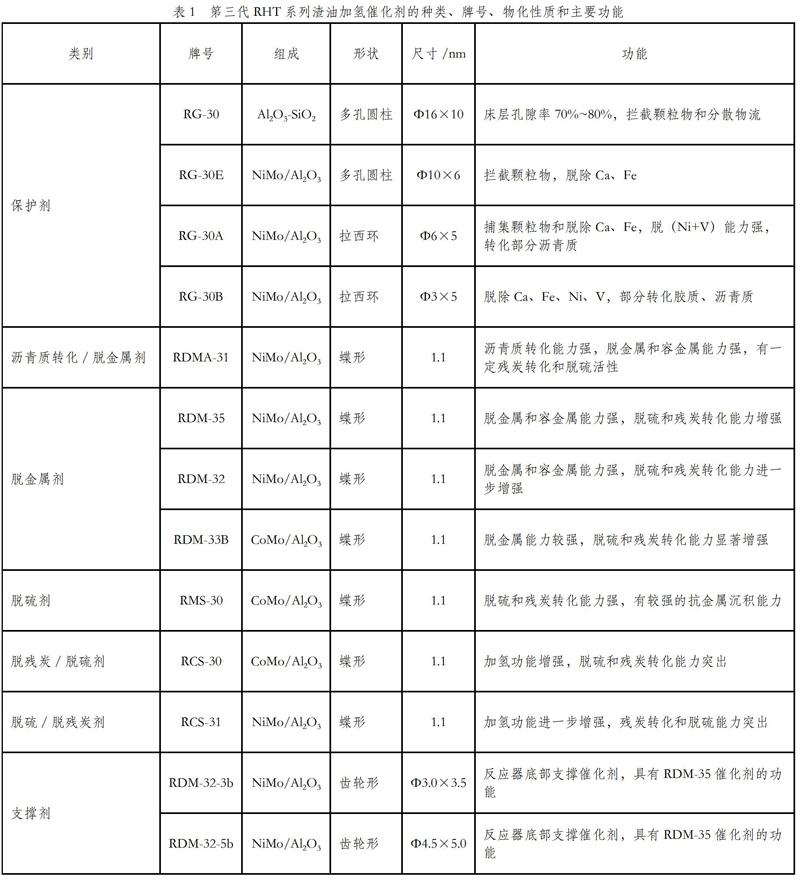
經过前两代RHT系列渣油加氢催化剂的开发,石科院在渣油加氢催化剂的工业应用实践中积累了丰富的经验。随着原油的日益重质化和劣质化,同时社会对清洁燃料的急迫需求,如何保持渣油加氢催化剂活性,使渣油加氢装置的产品加氢渣油满足催化裂化装置的进料要求,同时维持渣油加氢催化剂的稳定性,尽可能延长渣油加氢装置的运转周期,提高炼厂经济效益,成为新型渣油加氢催化剂开发的重点。为此,石科院围绕提升催化剂反应稳定性以及强化反应过程中难转化物种如沥青质、胶质、稠环类芳烃的加氢转化两方面,根据渣油加氢反应的机理特点,成功开发了第三代RHT系列渣油加氢催化剂,催化剂的种类、牌号、物化性质和主要功能如表1所示[10-13]。目前为止,第三代渣油加氢催化剂已在海内外16套装置工业应用60余次,为炼油企业创造了可观的经济效益。
基于前三代RHT系列渣油加氢催化剂的开发技术平台和工业实践经验,为了进一步提升渣油加氢催化剂的市场竞争力,同时延长渣油加氢装置换剂周期,降低炼油企业生产成本,开发高性价比、高稳定性的渣油加氢催化剂成为新时期重要任务。为此,石科院通过研制新型金属前驱盐,调控载体成型工艺,优化催化剂制备方法,开发了RHT-200系列渣油加氢催化剂,并在炼油企业实现了工业应用。
2 契合炼油企业需求的渣油加氢催化剂开发和应用
2.1 适用于加工重劣质原料的催化剂开发和应用
石科院研发的第三代RHT系列渣油加氢催化剂解决了重劣质原料的适应性问题。针对保护剂,设计了具有特殊孔道结构和适宜空隙率的催化剂,有效缓解铁钙等金属沉积所引起的床层压降快速升高问题;针对脱金属催化剂,设计了活性组分非均匀分散的蛋黄型催化剂,使催化剂的容金属能力和金属利用率明显提高;针对重劣质原料中含有较多的沥青质、胶质等难转化物种,在沥青质转化催化剂开发过程中,设计了强化沥青质扩散同时保持较高比表面积的双峰孔载体。催化剂结构的优化显著提升了催化剂的原料适应性,为炼厂优化原油加工配置提供了更多解决方案。
2.1.1 适用于加工高铁钙含量渣油的保护剂开发和应用
部分渣油加氢装置需要加工高铁钙含量的减压渣油,由于铁和钙容易沉积到催化剂的外表面,并与金属硫化物以及催化剂表面的积炭物种进一步形成杂环化合物,附着在催化剂的外表面,这种化合物会脱落并沉积在催化剂颗粒之间的空隙中,使催化剂颗粒彼此粘结,形成块状催化剂,引起床层压降升高。为使渣油加氢装置能够加工高铁钙含量的减压渣油,延长装置的运转周期,开发了具有特殊孔道结构和适宜空隙率的保护剂RG-30和RG-30E,其中,RG-30为多孔泡沫状保护剂,RG-30E为蜂窝状保护剂。这些特殊形状的保护剂具有适宜的空隙率,使铁钙等金属杂质尽可能沉积到催化剂内部,避免了催化剂颗粒间粘结,有效解决了床层压降升高的难题[14]。
中国石化长岭分公司1.7Mt/a渣油加氢装置加工的渣油属于典型的高氮低硫和高铁钙含量类型。2012年11月,第二周期采用第三代RHT系列催化剂,一反级配新型保护剂RG-30,RG-30E,RG-30A和RG-30B,工业运转结果表明,在第二周期的原料性质差于第一周期的条件下,第二周期的一反床层压降得到有效控制,运行周期长45天,加工量多173kt,掺渣量多114kt,说明第三代RHT系列保护剂对加工高氮低硫和高铁钙含量的渣油具有良好的适应性[15-16]。
2.1.2 适用于加工高金属(Ni+V)含量渣油的脱金属剂开发和应用
针对高金属含量的劣质渣油原料(金属(Ni+V)质量分数≈200μg/g),为保证产品性质满足催化裂化装置进料要求,同时保证渣油加氢装置的运转周期,具有高脱金属活性和容金属能力的加氢脱金属剂的开发是重中之重。为此石科院开发了第三代加氢脱金属催化剂RDM-36,新型催化剂的开发主要从催化剂孔结构、活性金属分布以及催化剂表面性质三个方面进行研究。对于催化剂孔结构,创造性的设计了“蛋黄形”结构的金属分布形式,即活性组分Ni、Mo主要分布在催化剂的颗粒中心,在催化剂外表面分布较少,从而一方面降低了催化剂外表面的反应活性,避免脱除的金属覆盖外表面,导致孔道被堵塞而降低孔内金属的利用率;另一方面提高了催化剂孔道内部金属的利用率,使更多金属沉积在催化剂内部,进而提升了催化剂的容金属能力。上述两方面的研究均能够有效提高催化剂的容金属能力,延长渣油装置的运转周期。除此外,在新型催化剂的开发过程中,引入助剂对催化剂的表面性质进行调控,抑制多环芳烃等积炭前驱物在催化剂表面进行吸附缩合反应,降低了催化剂的积炭量,提高了催化剂的稳定性,也有利于渣油装置的长周期运转[17-18]。
采用金属(Ni+V)质量分数超过200μg/g的伊朗常渣对催化剂RDM-36和上一代参比剂进行活性对比评价,结果表明由于前者具有孔道结构的优势,其整体脱金属性能高于后者,同时沥青质脱除率也有较大提高。通过对长周期寿命试验后催化剂上沉积金属量进行分析,RDM-36催化剂最大容金属能力达到53.5g/(100mL),比参比剂提高约20%,可以看出第三代RHT系列加氢脱金属剂的容金属能力显著增强,能够满足渣油加氢装置加工高金属含量劣质渣油原料的要求。
2.1.3 适用于加工高沥青质含量渣油的催化剂开发和应用
在渣油加氢过程中,由于沥青质分子结构较大,结构稳定性较低,反应过程中容易发生析出沉积在催化剂表面,导致催化剂颗粒板结,床层压降升高;同时由于本身稠环结构缩合程度较高,反应过程中容易吸附在催化剂表面并经过进一步缩合反应形成积炭,使催化剂失活速率加快,稳定性降低。为此石科院开发了沥青质转化催化剂RDMA-31。新型催化剂具有独特的双峰孔结构,分别是100-500nm的超大孔和15-20nm的大孔,前者主要作为沥青质的扩散通道,完成沥青质的初步加氢转化,后者主要作为沥青质的反应通道,完成沥青质的进一步转化,生成碳数较小、缩合程度较低的化合物。同时,扩散通道与反应通道交错相通,互补形成沥青质转化的“高速公路”,提高了其转化效率[14]。
中国石化上海石油化工股份有限公司3.90Mt/a渣油加氫装置第二周期采用第三代渣油加氢催化剂,级配一定比例的RDMA-31催化剂,以强化沥青质的转化和金属杂质的脱除,结果表明渣油装置运转平稳,各反应器压降上涨缓慢,脱金属(Ni+V)率总体高于上一周期,沥青质转化实现了预定目标。
2.2 适用于生产优质加氢渣油的催化剂开发和应用
渣油加氢工艺的终极目标是为催化裂化装置提供原料,在催化裂化反应过程中,原料中的金属(Ni、V等)、含硫化合物以及残炭前驱物容易引起催化裂化催化剂失活,对催化装置的高效稳定运转产生不利影响。因此炼油企业迫切需要高活性的渣油加氢催化剂以获得优质的加氢渣油作为催化裂化原料。石科院立足于此开发了具有活性缓释功能的脱金属脱硫催化剂和兼具高活性和高稳定性的脱硫脱残炭催化剂,实现了炼油企业对优质加氢渣油的需求。
2.2.1 具有活性缓释功能脱金属脱硫催化剂开发和应用
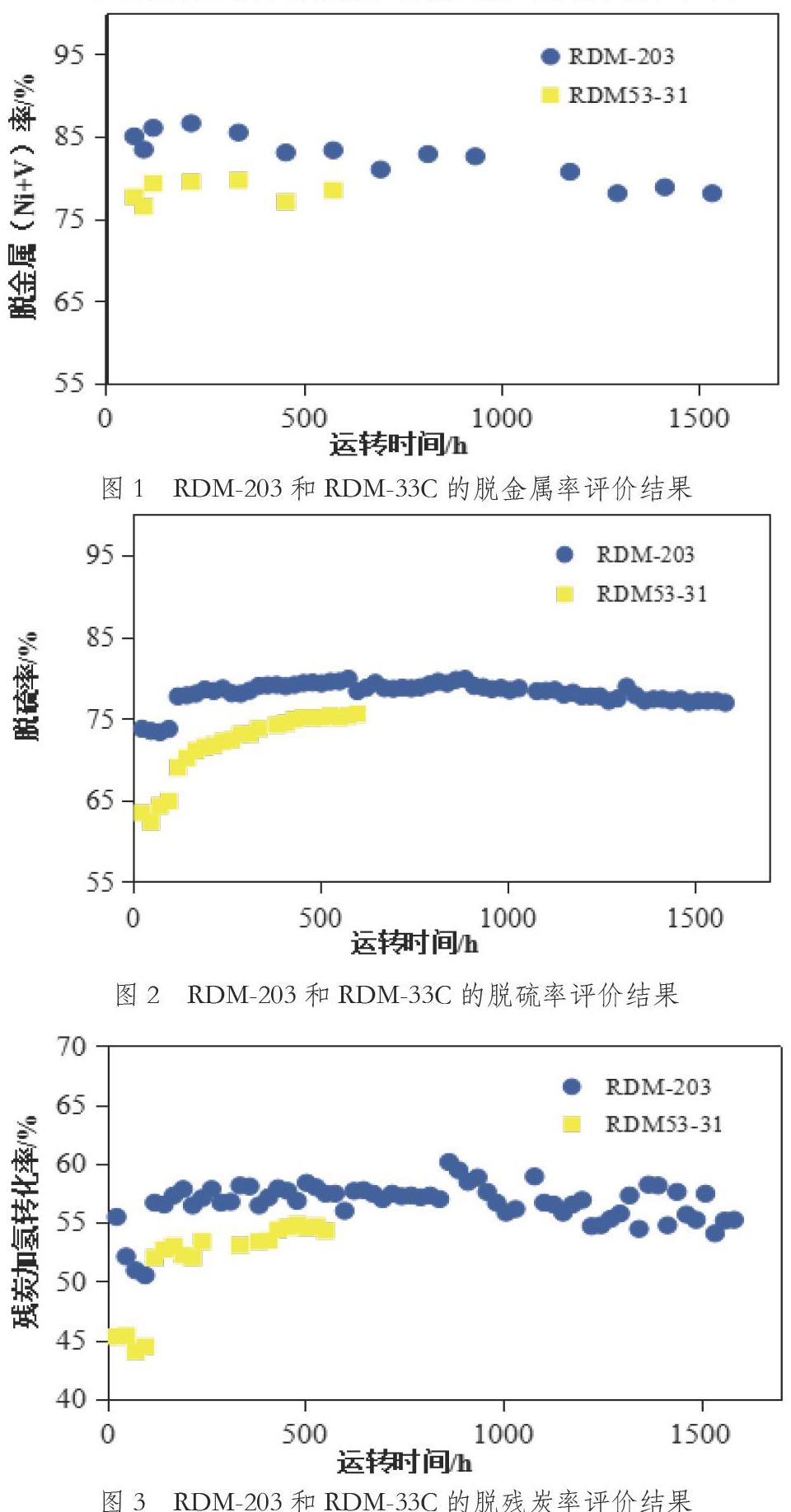
RDM-203是石科院开发的RHT-200系列中的脱金属脱硫过渡剂,在开发阶段,针对催化剂积炭和活性相聚集两个方面,设计出催化剂制备的新路线,即降低催化剂的初始活性,抑制积炭前驱物在催化剂上缩合生焦;同时优化活性相结构,增强活性相的分散性和稳定性,并且通过提高活性相与沉积金属间的协同效应,实现活性缓释功能。基于上述开发思路,以福建常压渣油为原料对新型过渡剂RDM-203与上一代过渡剂RDM-33C进行活性对比评价,结果如图1~图3所示,由图可见新型过渡剂RDM-203具有显著的活性缓释功能,在稳定运转阶段,脱金属率与第三代过渡剂相当,但脱硫率和脱残炭率分别比第三代过渡剂约提高5%和6%,说明新型过渡剂具有很高的活性稳定性,有利于渣油装置的长周期稳定运转[19]。另外,由于新型催化剂初始活性较低,稳定性较高,更有利于渣油加氢装置在运转初期对反应器快速提温,在缩短开工掺渣时间的同时,方便炼油企业及时调整产品性质以满足催化裂化装置进料要求,助力炼油装置实现提质增效。
2.2.2 高活性高稳定性脱硫脱残炭催化剂开发和应用
为了优化渣油加氢产品性质,为催化裂化装置提供硫含量和残炭含量较低的优质原料,石科院成功开发了第三代脱硫催化剂RMS-30和脱残炭催化剂RCS-31。新型催化剂的开发基于渣油加氢脱硫脱残炭反应机理,重点针对胶质和沥青质中稠环芳烃类反应物,通过对载体结构进行设计,实现反应物的高效扩散;同时,合理优化金属组成,实现最优金属配比,提升金属利用率;另外,针对性调控催化剂表面性质,抑制稠环芳烃在催化剂表面上吸附缩合,降低催化剂积炭量。通过上述三个方面,实现了脱硫脱残炭催化剂活性和稳定性的统一[20-21]。
2011年11月中国石化齐鲁分公司渣油加氢装置第十周期A列采用第三代RHT系列脱硫脱残炭催化剂,B列采用其他专利商催化剂,运转结果表明,在参比列催化剂操作温度比RHT系列高2~3℃的情况下,A列产品的性质仍然比B列产品好(硫含量和残炭含量明显更低)。另外,第三代渣油加氢系列催化剂于2012年7月在中国石化茂名分公司2.0Mt/a渣油加氢装置Ⅱ列(第八周期)进行工业应用,相比于Ⅰ列其他科研单位开发的参比催化剂,第三代RHT系列催化剂具有更好的活性和稳定性,其加氢脱硫、脱残炭和脱金属性能均优于参比催化剂,加氢脱氮性能与参比催化剂相当[22]。
2019年1月中国石化石家庄炼化分公司150万t/a渣油加氢装置第四周期采用第三代RHT系列脱硫脱残炭催化剂,运转过程中装置的实际进料量高于设计进料量,长期处于高负荷运转,该装置共运行了410天左右。运转过程中原料和加氢常渣硫含量和残炭值随运转时间的变化如图4~图6所示,由图4~图6可见,该装置运转稳定,加氢常渣硫含量和残炭值均满足催化裂化原料的指标要求,实现了装置的高效运转。以上工业应用结果说明第三代脱硫脱残炭催化剂兼具高活性和高稳定性,可以为催化裂化装置提供更加优质原料。
2.3 适应苛刻渣油加氢工艺条件的催化剂应用
常规的渣油加氢装置(如齐鲁石化、茂名石化)设计空速一般为0.2h-1,但是中国石化海南炼油化工有限公司(海南炼化)3.10Mt/a渣油加氢处理装置(RDS)的设计体积空速较大,达到0.4h-1。海南炼化第六周期(A列)采用石科院第三代RHT系列催化剂,B列采用国外专利公司催化剂,运转结果表明,A列反应器在进料量超过设计进料量的较大负荷下仍然平稳运转412天,期间一反和二反床层压降和径向温差变化平稳,而且从加氢渣油的性质来看,第三代RHT系列催化剂的脱硫率和脱残炭率均高于同周期B列催化剂,说明第三代RHT系列催化剂对高空速反应条件适应性较好,表现出较高的加氢脱硫脱残炭能力和较好的稳定性,能够满足炼油企业对催化剂在苛刻工艺条件下适应性的需求[23]。
2.4 适应高性价比催化剂需求的渣油加氢催化剂开发
渣油加氢装置的运转周期一般为1~2年,新鲜催化剂的频繁更换和炼油装置的反复开停工使炼油企业背负较高炼油成本,因此具有低堆比、高活性稳定性的高性价比渣油加氢催化剂深受炼油企业欢迎。石科院开发的RHT-200系列渣油加氢催化剂具有显著的低堆比和高活性特性,如图7和图8所示。相比于第三代RHT系列催化劑,RHT-200系列催化剂的堆密度下降约20%,同时中型装置评价结果表明RHT-200系列催化剂的脱金属、容金属以及脱残炭性能均得到一定程度提升,能够满足炼油企业对高性价比、高稳定性催化剂的需求。
3 结论和展望
从第一代RHT系列催化剂到RHT-200系列催化剂,石科院在渣油加氢催化剂升级换代过程中,一直以炼油企业需求为导向,为炼油企业的渣油加氢装置提供定制化催化剂级配方案,实现了炼油企业对重劣质原料加工的需求,对优质加氢渣油产品的需求,对苛刻工艺条件下催化剂适应性的需求以及对高性价比催化剂的需求,为炼油企业创造了巨大的经济效益。未来一段时间,基于炼油企业对显著延长加工重劣质原料的渣油加氢装置运转周期的需求,如何进一步提升脱金属催化剂的容金属和沥青质转化能力,进而增强渣油加氢催化剂的原料适应性,同时提高脱硫脱残炭催化剂的加氢性能,生产低硫低氮低残炭含量的优质加氢渣油产品,满足催化裂化装置对原料的更高需求,另外进一步改善低堆比、高性价比催化剂的稳定性,真正实现为炼油企业减负增效的目标,是固定床渣油加氢催化剂发展的重要方向。
参考文献:
[1]李大东,聂红,孙丽丽.加氢处理工艺与工程[M].北京:中国石化出版社,2016:1151-1153.
[2]聂红,杨清河,戴立顺,等.重油高效转化关键技术的开发及应用[J].石油炼制与化工,2012,43(1):1-6.
[3]钟英竹,靳爱民.渣油加工技术现状及发展趋势[J].石油学报(石油加工),2015,31(02):436-443.
[4]张甫,任颖,杨明,等.劣质重油加氢技术的工业应用及发展趋势[J].现代化工,2019,39(6).15-20.
[5]石亚华,孙振光,戴立顺,等.渣油加氢技术的研究Ⅰ.RHT固定床渣油加氢催化剂的开发及应用[J].石油炼制与化工,2005,36(10):9-13.
[6]刘学芬,龙湘云,聂红,戴立顺.RMS-1渣油脱金属脱硫催化剂[J].石化技术,2004,11(2):24-25+33.
[7]杨清河,戴立顺,聂红,等.渣油加氢脱金属催化剂RDM-2的研究[J].石油炼制与化工,2004,35(05):1-4.
[8]杨清河,胡大为,戴立顺,等.RIPP新一代高效渣油加氢处理RHT系列催化剂的开发及工业应用[J].石油学报(石油加工),2011,27(2):162-167.
[9]胡大为,牛传峰,杨清河,等.新型渣油加氢脱金属催化剂RDM-3的研制[J].石油炼制与化工,2008,39(1):9-11.
[10]胡大为,李大东,杨清河,等.RIPP固定床渣油加氢技术新进展[C]//中国石化加氢装置生产技术交流会,2012.
[11]胡大为,杨清河,戴立顺,等.第三代渣油加氢RHT系列催化剂的开发及应用[J].石油炼制与化工,2013(01):15-19.
[12]刘涛,邵志才,杨清河,等.延长渣油加氢装置运转周期的RHT技术及其工业应用[J].石油炼制与化工,2015,46(07):43-46.
[13]刘涛,戴立顺,邵志才,等.第三代渣油加氢RHT技术开发及工业应用[J].工业催化,2015,23(06):491-493.
[14]孙淑玲,杨清河,胡大为,等.加工劣质渣油的固定床渣油加氢催化剂的开发及工业应用[J].石油炼制与化工,2018,49(3):1-6.
[15]陈大跃,涂彬.第三代RHT系列催化剂在高氮低硫和高铁钙类型渣油加氢装置上的工业应用[J].石油炼制与化工,2015,46(06):46-51.
[16]邵志才,贾燕子,戴立顺,等.高铁钙原料渣油加氢装置长周期运行的工业实践[J].石油炼制与化工,2015,46 (09):20-23.
[17]胡大为,杨清河,邵志才,等.劣质渣油加氢脱金属催化剂RDM-36的开发[J].石油炼制与化工,2013,46(06):39-43.
[18]刘佳,胡大为,杨清河,等.活性组分非均匀分布的渣油加氢脱金属催化剂的制备及性能考察[J].石油炼制与化工,2011,42(07):21-27.
[19]胡大为,王振,杨清河,等.具有活性缓释功能的渣油加氢催化剂RDM-203的研制与开发[J].石油学报(石油加工),2020,36(1):11-16.
[20]赵新强,刘涛,刘清河,等.渣油加氢脱硫催化剂RMS-30的开发及其工业应用[J].石油炼制与化工,2013,44 (6):35-38.
[21]赵新强,余战兴,贾燕子,等.渣油加氢脱残炭脱硫催化剂RCS-31的开发[J].工业催化,2013,21(04):22-26.
[22]王明进.第三代RHT系列催化剂在2.0Mt/a渣油加氢装置的工业应用[J].石油炼制与化工,2014,45(12):29-33.
[23]窦志俊,石巨川.RHT系列渣油加氢催化剂在海南炼化的工业应用[J].石油炼制与化工,2014,45(3):62-65.
作者简介:
马原(1986- ),男,汉族,四川省德阳市人,本科,工程师,研究方向或从事工作:催化剂销售。
