应对油品质量升级的加氢处理催化剂研究
2020-08-23刘雪玲张喜文王继锋
刘雪玲 张喜文 王继锋

摘 要:随着世界范围原油供需结构的变化,对产品质量要求不断提高,现阶段加氢技术已经成为炼油工业不可或缺的技术,加氢能力成为炼化企业现代化水平的重要标志。作为加氢技术的核心,加氢催化剂的开发和应用受到广泛关注。介绍了国内外馏分油及渣油加氢处理催化剂发展概况,提出通过优化加氢处理催化剂制备技术,改善其加氢反应性能,以满足对油品质量快速升级更新的需求。
关 键 词:石油;加氢处理;催化剂
中图分类号:TQ426 文献标识码: A 文章编号: 1671-0460(2020)07-1441-07
Research on Hydrotreating Catalysts for Oil Quality Upgrade
LIU Xue-ling, Zhangxi-wen, WANG Ji-feng
(Sinopec Dalian Research Institute of Petroleum and Petrochemicals,Dalian Liaoning 116045,China)
Abstract: With the changes in the supply and demand structure of crude oil worldwide, the requirements for product quality continue to increase. At this stage, hydrogenation technology has become an indispensable technology in the refining industry, and hydroprocesing capacity has become an important symbol of the modernization level of refining and chemical refineries. As the core of hydroprocesing technology, the development and application of hydrotreating catalysts have also received widespread attention. This paper introduces the development of distillates and residue hydrotreating catalysts worldwide, optimizes the hydrotreating catalyst technology, and improves its hydrogenation reaction performance to meet the demand for rapid upgrading of oil quality
Key words: Petroleum; Hydrotreating; Catalyst
随着环保法规的日趋严格,需要进一步降低燃料油中的硫、氮等杂质的含量。目前,欧盟国家要求柴油产品中硫含量小于10 μg·g-1,美国要求柴油产品中硫含量小于15 μg·g-1,我国要求汽柴油中硫含量不大于10 μg·g-1。同时随着原油的劣质化、重质化,为了节约有限的石油资源,需要尽可能把重质油品转化为市场需求的轻质石油化工产品,导致加氢精制柴油原料中催化柴油和焦化柴油等的比例增加,这些都使得原料中的硫、氮等杂质含量不断增加。原料油的加工难度增大,不仅需要优化装置的操作工艺,同时需要进一步提高催化剂的活性和对原料油的适应性,以满足油品的质量需求。随着市场的变化和产品需求结构的改变,炼油企业的利润减小,为了更加合理地利用原油和提高炼厂的利润,渣油的充分利用变得更加重要,越来越多的企业新建渣油加氢装置来提高渣油的利用,同时将渣油转化为高附加值产品。
加氢技术在炼油工业中发挥着其他技术不可替代的至关重要的作用。在石油变得更加难以开采和加工的情况下,能源供应与需求应尽力做到同步。随着油品质量升级需求的增长以及燃料油环保法规的日益严格,同时降低工业源 CO2排放,将迫使炼油企业优化操作。而加氢技术将可以帮助炼油厂应对这种市场变化,同时有助于满足更加严格的环保法规要求。加氢技术包括加氢处理和加氢裂化等,其中加氢处理是指以脱除油品中的硫、氮、金属以及焦炭前驱体为主要目的,同时还能饱和烯烃、芳烃和稠环芳烃的催化工艺过程。目前,加氢处理以固定床工艺为主,对于渣油加氢还可采用沸腾床和悬浮床工艺,其中固定床渣油加氢和沸腾床加氢技术工业成熟。现在世界上有3种沸腾床工艺:H-Oil工艺(Axens公司)、LC-Fining工艺(CLG公司)、STRONG工艺(SINOPEC FRIPP)[1]。随着重燃料油需求逐渐减少,而轻质油及优质车用燃料需求逐渐增加,将渣油转化为优良轻质油品是炼油技术发展的一个主要方向。
作为加氢技术的核心技术,各种类型的加氢催化剂开发和应用也受到广泛关注。加氢处理催化剂根据加工原料油性质主要可归纳为两大类:第一类是馏分油加氢处理催化剂,主要包括石脑油、中间馏分油、蜡油加氢处理催化剂;催化重整、催化裂化、加氢裂化原料加氢预处理催化剂;较重质原料(如 LCO 和焦化蜡油)加氢处理催化剂。第二类是渣油加氢处理催化剂,主要包括固定床渣油加氢处理催化剂、沸腾床渣油加氢处理催化剂、悬浮床渣油加氢处理催化剂。本文将主要介绍馏分油加氢处理催化剂和渣油加氢催化剂国內外发展状况。
1 加氫处理催化剂
馏分油加氢处理催化剂一般是以Mo为活性金属组分,以钴(Co)或镍(Ni)作为助剂,氧化铝为载体。通常CoMo型催化剂具有较高的加氢脱硫活性和低氢耗的特点,而NiMo型催化剂具有较高的加氢脱氮活性的特点。但具有空间位阻的含硫化合物需要先加氢再脱硫,NiMo型催化剂会成为理想的HDS催化剂[2]。由于芳烃饱和主要是加氢过程,通常使用含Co的NiMo型三金属催化剂,该催化剂具有较高的加氢脱硫脱氮活性和加氢脱芳活性。具有活性的硫化态CoMo和NiMo催化剂通常是由氧化态前驱体制备的。加氢处理催化剂可单独使用或组合使用。
渣油加氢处理催化剂化学成分与馏分油加氢处理催化剂相近。但渣油中大分子反应物如金属和沥青质较多,存在扩散限制问题,渣油加氢催化剂设计时更加注重扩散性能,包括催化剂孔结构和催化剂颗粒。在固定床加氢过程中普遍采用催化剂级配组合装填技术(级配技术),即在同一催化反应体系中,将不同性质的催化剂按一定顺序(通常是颗粒和孔径由大至小,活性则由低至高)一定比例装填在不同的床层,其效果是使催化反应体系各种反应活性及其稳定性达到较高程度。这主要是渣油特性所决定的,渣油是原油最重的部分,杂质含量高,含有大量的金属和沥青质,反应物和易生焦物种多,如果单独采用一种催化剂,要么活性低,要么稳定性差。固定床渣油加氢在同一套装置需采用多个品种的催化剂,有的装置催化剂牌号可达10余个。由于沸腾床工艺的特点,沸腾床加氢催化剂还要充分考虑颗粒形状和尺寸以及耐磨损性能、高转化率下抑制生成油中沉积物形成。沸腾床催化剂要求颗粒细小,以利于床层流化;颗粒形状为球形或圆柱,三叶草、四叶草等异形颗粒不适合沸腾床。国外H-Oil和LC-Fining工艺一般采用为1.0 mm的圆柱形颗粒[3-4],国内STRONG工艺采用0.4~0.5 mm的球形颗粒[5]。
2 国外加氢处理催化剂发展概况
目前,从事加氢处理催化剂研制和生产的国外公司主要包括:Chevron Lummlus Global(CLG)、Catalysts & Technologies(Criterion)、Albemarle、Axens、Haldor Tops?e、UOP等。
2.1 CLG/ART公司
CLG公司在石脑油、柴油和/或LCO加氢处理的催化剂方面,开发了HDS和HDN催化剂ICR 301和ICR 302,具有高HDS、HDN以及饱和活性的催化剂ICR 303 STARS和ICR 304 STARS。在加氢裂化预处理催化剂方面,通过提高催化剂中II类活性中心的数量和提高原料分子的扩散,提高催化剂性能,推出的催化剂有ICRD179、ICR179、ICR178、ICR154、ICR134催化剂。相对ICR134催化剂的脱氮活性,ICR154提高到105,ICR178提高到108,ICR179提高到118,ICRD179提高到128。ICRD179第一次工业应用时稳定性就比ICR179 提高30%~ 50%[6]。
在馏分油加氢处理方面,ART公司推出了SmART?、ApART?和StART? 3个催化剂体系[7]。
SmART?是使硫含量最小化的加氢处理催化剂技术体系,采用DX系列催化剂,如高活性420DX? (CoMo)和545DX? 在生产超低硫柴油方面表现出卓越性能[7]。该技术可通过两种反应路径进行脱硫,一是利用CoMo型催化剂直接脱硫:C—S键直接断裂。二是利用NiMo型催化剂先加氢后脱硫:首先芳烃加氢,然后C—S键断裂。在SmART催化剂体系中,简单硫化物先在CoMo催化剂上直接脱硫,复杂硫化物在NiMo催化剂上进行加氢脱硫。SmART体系的优势在于通过CoMo和NiMo催化剂的数量来调节HDS活性和氢耗。SmART体系可以采用高氢耗高HDS活性的方式,来实现降低密度和稠环芳烃(PNA)含量及提高十六烷值。对于氢气受限的装置,SmART体系也可以设计成高HDS活性和低氢耗的催化体系[8-11]。
ApART?催化剂体系主要用于FCC进料加氢预处理[7]。推出的CoMo催化剂和NiMo催化剂级配体系,用于FCC进料预处理。尽管NiMo催化剂具有较高的HDN和HDA活性,但其氢耗高,而CoMo催化剂的氢耗低更适于HDS反应。因此,在加氢处理反应器中,NiMo催化剂装填在CoMo催化剂上层。采用ApART体系可以得到低硫含量的优质FCC进料,从而减少对加氢处理下游工艺的影响。与常规NiMo催化剂相比,ApART催化剂体系的HDS活性要高得多,而HDN和HDPNA 活性几乎与其相当;与常规CoMo催化剂相比,ApART催化剂体系的HDS活性与其相当,但 HDN和HDPNA活性要高得多。
StART?催化剂体系适于原料油中硅含量较高的情况。由于硅的沉积会缩短加氢处理装置的运转周期,还会使下游重整催化剂中毒。StART?系列催化剂包括AT724G、AT735等。AT535是一种高HDS和HDN活性的催化剂(NiMo),用于处理轻石脑油、重石脑油、焦化石脑油和裂解石脑油,具有一定的容硅能力。AT724G具有高的氧化铝表面积和孔容,可以捕获较高数量的砷和硅。在处理高硅原料时,这两个催化剂组合使用,可以延长运转周期[7]。
在渣油加氢处理催化剂方面,分别开发了多种固定床加氢和沸腾床加氢处理催化剂。该公司的固定床渣油加氢处理技术充分利用“催化剂级配技术”的优点,开发了ICR系列催化剂技术,如保护剂ICR-122;高容金属能力的加氢脱金属(HDM)催化剂ICR132、ICR-161;高HDS活性催化剂ICR186、HDN/HDCCR催化剂ICR-130、ICR175等。催化剂种类多、功能全,可根据生产目的优化催化剂级配方案,使各类反应活性及其稳定性达到最佳效果。在沸腾床加氢处理催化剂开发与应用方面,CLG与ART密切合作、资源共享,应对不同客户需求,开发了多种催化剂,不仅应用于LC-Fining工艺装置,也在H-Oil工艺装置进行了工业应用,目前开发的催化剂包括AR/GR/LS/ICR 系列[12]。近年来催化剂技术开发重点在抑制沉积物生成,提高生成油及装置运行稳定性,如催化剂LS-10,与原用催化剂相比,LS-10催化剂具有略高的脱硫、脱金属、脱残炭和渣油转化率,并且LS-10催化剂可减少沉淀物35%~40%,可控制油中沉积物生成[13-15]。
2.2 Albemarle公司
Albemarle公司是世界上最大的加氢处理催化剂供应商之一[10],相继开发了多种用于石脑油至瓦斯油加氢处理的催化剂、重整预处理以及加氢裂化预处理或FCC预处理的催化剂、渣油加氢处理的催化剂。
Albemarle公司采用STARS催化剂技术制备的催化剂具有大量的II类活性中心,催化剂具有更高的活性稳定性。STARS催化剂主要有KF757、K857、KF905、KF907等[9-10]。该公司一直对STARS催化剂进行改进,优化孔结构、与多孔基质的相互作用降低、提高分散性能和容金属量。与常规催化剂相比,在加工重质原料时仍能保持良好性能;在运转周期不变的条件下提高处理量或转化率。
Albemarle、ExxonMobil和Nippon Ketjen公司合作开发了NEBULA体相催化剂,主要用于煤油处理、ULSD 生产、加氢裂化预处理以及润滑油生产工艺。这种催化剂具有良好的芳烃饱和活性和加氢脱硫脱氮活性,在生产低硫柴油时,具有降低催化剂用量、提高处理量或加工劣质原料的优势[9-10]。
将NEBULA和STARS催化剂组合来生产超低硫柴油(S质量分数小于10μg·g-1),可以充分发挥两种催化剂的协同作用,来降低催化剂装填成本。在LHSV为0.9 h-1和氢分压为5.1 MPa条件下,原料油为含硫1.46%的LGO,中试结果表明,产品硫质量分数为8 μg·g-1时,NEBULA-20和KF760组合催化剂体系的反应温度降低15 ℃,与单独使用KF760相比,而且氢耗得到有效降低。STARS和NEBULA组合催化剂体系用于航煤加氢装置时,在氢油比为75~100 Nm3/m3、LHSV为3.0~6.0 h-1、氢分压为2.6~4.1 MPa条件下,与单一KF 757催化剂(可将煤油硫质量分数降至12 μg·g-1)相比,NEBULA-20与KF757催化剂组合的产品中的硫质量分数可以降至3 μg·g-1,可见在不增加反应器体积的前提下,组合催化剂体系性能的提高可以满足产品需求,也降低了检修成本。
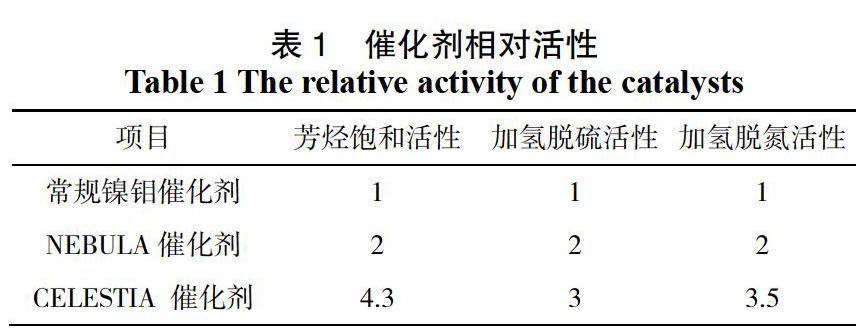
最近,Exxon Mobil与Albemarle公司在加氢处理催化剂开发方面取得了突破性进展[16]。在NEBULA催化剂基础上,开发了金属含量更高的CELESTIA催化剂并实现了工业化生产。该催化剂加氢处理活性,尤其是芳烃饱和活性有很大提高,有利于加工硫含量和干点较高的原料,提高加工能力和产品收率。CELESTIA 与NEBULA催化剂叠置使用,可使活性提高 2~3倍,可以用于重石脑油/喷气燃料加氢处理、柴油中压/高压加氢处理、加氢裂化轻/重原料油加氢预处理。在催化轻循环油加氢裂化加氢预处理装置的运行过程中,CELESTIA、NEBULA及常规镍钼催化剂的相对活性列于表1[16]。
CELESTIA催化剂的芳烃饱和活性、加氢脱硫和加氢脱氮活性均高于NEBULA催化剂和常规镍钼催化剂。因此,CELESTIA催化剂在工业应用上具有非常突出的优势,能加工难以处理的原料,提高产品收率和质量。
据报道Albemarle公司最近推出了用XPLORE催化剂新平台,生产的PULSAR 新系列KF787PULSAR催化剂,可在低压和低氢耗下加工高氮和含裂化组分的原料生产清洁柴油。公司已完成第一批工业生产外销催化剂的任务[17]。
Albemarle公司也一直从事渣油加氢处理催化剂的研发,开发了KG/KFR系列固定床渣油加氫处理催化剂[18]和KF系列沸腾床渣油加氢处理催化剂[12]。固定床催化剂中,KG系列为保护剂,主要用于除垢和除铁;KFR系列中根据加工需要分别赋予不同牌号催化剂以不同的功能,如催化剂KFR-22、KFR-23具有较高HDM活性和容金属能力,KFR-53具有较高的HDS活性,KFR-70为具有高HDS、HDN、HDCCR催化剂。沸腾床渣油加氢催化剂主要有KF-1300、KF-1310、KF1311、KF1312,其中KF1311和KF1312为抑制沉积物生成的催化剂,KFSHDA具有高的加氢活性。在工业装置中,KF1312与KFSHDA组合使用效果会更好,能够在渣油高转化率下,既可以保持催化剂较高的加氢活性,又可减少油中沉积物生成,从而保证装置稳定运转。
2.3 Axens公司
Axens公司开发了多个系列催化剂,用于不同加氢处理工艺过程。
ImpulseTM系列加氢处理催化剂[8]是MoCo型催化剂,主要是降低了催化剂表面上不活泼的Co-和Mo-化合物含量,产生具有较高加氢活性的CoMo活性中心,来满足产品质量需求。此外,Impulse催化剂的制备技术有效限制了MoS2晶粒尺寸,在不增加Mo含量的前提下产生更多的活性位。Impulse催化剂的孔径主要分布在最优的孔径值附近,在处理复杂原料时具有更佳的性能。Impulse催化剂还减弱了活性金属与载体间的相互作用,使其具有良好的活性稳定性,能够满足超低硫燃料规格。Impulse HR1248(NiMo)是一种ULSD催化剂,其HDS活性比当前的ULSD催化剂提高了10 ℃,同时能够提高柴油十六烷值。Impulse HRK1448(NiMo)是一种加氢裂化预处理催化剂,HDN活性为上一代催化剂的155%。该催化剂不仅增强了HDN活性,也改进了稳定性,因而加氢裂化装置的运转周期得以延长,产量也随之提高。另外,Impulse HRK 1448的HDN活性提高达13 ℃,可用于将较复杂进料(如重质焦化瓦斯油)转化为高质量产品。
HR400、HR500[10]和HR600系列是采用专有技术生产的耐氮性催化剂,可用于加工多种类型的原料。HR400系列馏分油加氢处理催化剂具有高的比表面积、优化的孔径分布以及增强的化学反应活性,以采用HR 400系列催化剂的柴油超深度HDS装置为例,运转两年以上平均失活速率为0.6 ℃·月-1。HR406(CoMo)催化剂是专为石脑油和煤油等馏分脱硫而设计的,也能够用于在较低苛刻度下操作的装置对较重原料进行处理。HR 448(NiMo)催化剂具有高HDS和HDN活性,适合用于高压装置中加工难处理的原料生产低硫柴油产品,也可用于FCC原料预处理以及一段加氢裂化。
HR 500和HR 600系列催化剂在提高催化剂的性能基础上降低催化剂用量,主要是通过先进催化剂工程(ACE)技术在亚微米水平制备催化剂。HR 506(NiMo)催化剂适用于缓和加氢处理操作条件下,如煤油/喷气燃料加氢处理、催化重整原料预处理以及裂解汽油二段HDS。HR526(CoMo)催化剂是为满足柴油硫含量指标而设计的。HR568是一种CoNiMo型催化剂,具有高的HDS和HDN活性以及原料适应性,尤其适用于氢气供应受限的情况。HR 600系列催化剂比HR500相应催化剂的反应活性及稳定性都有不同程度的提高。如HR 626(CoMo)的HDS 活性比HR526提高5~8 ℃,运转周期延长4~6个月,在相同的运转周期内催化剂用量可减少约20%。
HR 900系列催化剂主要用于焦化石脑油预处理。HR965(NiMo)能彻底饱和二烯烃,有助于避免压降增加。此外,它还具有有机硅的高氢解活性,解决了处理焦化石脑油时硅吸附能力有限的问题并延长了运转周期。
在渣油加氢催化剂方面,开发了HMC/HT/HF系列渣油加氢处理催化剂,在固定床渣油加氢处理装置上,采用该系列中HF 858/HMC 868/HM 848/HT438组合催化剂体系,可使渣油加氢产品的性质更适合RFCC装置进料[12]。
2.4 Criterion Catalysts & Technologies公司Criterion 催化剂公司先后推出了CENTURY?、CENTINEL、CENTINEL GOLD、ASCENTTM和CENTERA?加氢处理技术[6,9]。
CENTINEL GOLD系列催化剂是具有Ⅱ型NiMoS或CoMoS活性中心,该催化剂体系的活性金属含量高,金属硫化度高,与CENTINEL催化剂相比具有更高的加氢脱硫活性。
ASCENT系列催化剂是采用专有的浸渍技术制备以及改进的氧化铝载体,其具有相对尺寸较小的MoS2晶片,硫化钼的分散度大。获得I型和Ⅱ型活性中心的混合体,对直接和间接HDS反应都有利。与CENTINEL催化剂相比,ASCENT催化剂的HDS活性与其相当,但ASCENT催化剂氢耗降低,且再生性能增强。与CENTINEL催化剂相比,CENTINEL GOLD催化剂的加氢脱硫脱氮活性和芳烃饱和活性更高,但氢耗也更高。
CENTERA是该公司新系列加氢处理催化剂,综合了CENTINEL、CENTINEL GOLD和ASCENT催化剂的优点,实现了活性中心高度分散、硫化效果最佳以及活性中心组合最优。对这4个系列催化剂的性能进行归纳见表2[19-21] 。
Criterion公司也一直致力于渣油加氢催化剂研究,开发了RM/RN系列固定床渣油加氢处理催化剂[18]和HDS/TEX系列沸腾床渣油加氢处理催化
剂[22]。新开发的固定床渣油加氢处理催化剂主要包括RM-5030、RM-8030、RN-5250、RN-8210、RN-5650、RN-850。RM-5030和RM-8030具有较大孔径和高孔隙率,可容纳较多的金属;RN-5250和RN-8210为过渡型催化剂兼具一定的HDM、HDS、HDN活性;RN-5650、RN-850为高HDS和HDN活性催化剂。Criterion公司开发的HDS/TEX系列沸腾床渣油加氢处理催化剂已经在沸腾床加氢装置广泛应用。HDS-1442、HDS-1443为早期开发的沸腾床渣油加氢催化剂。近年来,开始侧重于抑制沉积物生成研究,开发的催化剂主要有TEX-2710、TEX-2720、TEX-2800、TEX-2910等。与HDS1443催化剂相比,后续开发的TEX系列催化剂,既能降低沉淀物生成,同时也能达到较高的渣油转化。
2.5 Haldor Tops?e公司
Haldor Tops?e公司主要針对馏分油加氢的反应机理进行研究[8-9],主要集中在NiMoS或CoMoS的HDS的催化作用。HDS可采用直接脱硫或间接脱硫,这两条路径受不同的催化活性中心促进。Haldor Tops?e开发的BRIMTM催化剂制备技术能更好地控制这些活性中心的数量和活性。BRIMTM技术认为加氢活性位在Co(Ni)MoS 片层顶部边缘上。利用BRIM?技术,开发了加氢裂化预处理NiMo型催化剂TK-607和TK-605。与TK-605相比,TK-607具有更高的加氢脱氮和加氢脱硫性能和稳定性。
近年来该公司又开发了HyBRIMTM技术[23]。采用 HyBRIM技术通过制备金属晶片结构(a metal slab structure),来优化活性金属与载体的相互作用。通过HyBRIMTM技术,催化剂的加氢中心和脱氢中心数量得到提高,有效提高催化剂的活性稳定。HyBRIMTM技术目前用于制备高压超低硫催化剂和加氢裂化原料预处理催化剂,还要将其用在其他类型催化剂上。
目前Haldor Tops?e公司开发的各系列催化剂主要包括:用于馏分油加氢处理的TK400/500/600系列催化剂,用于固定床渣油加氢处理(HDM、HDN和HDS)的TK700系列催化剂,用于沸腾床渣油加氢处理的TK800系列催化剂,用于加氢饱和及加氢裂化催化剂的TK900系列催化剂。
3 国内加氢处理催化剂发展
中国石化大连(抚顺)石油化工研究院(SINOPEC FRIPP)一直从事加氢催化剂研发工作,是国内主要的催化剂专利商。
FRIPP开发的馏分油加氢处理催化剂包括481系列、FH系列、FF系列以及FTX系列等,广泛应用于汽油、煤油、柴油、蜡油加氢和重整及加氢裂化原料预处理等方面。481系列中481-3催化剂在用于高氮重整原料预加氢过程中,表现出良好的HDS、HDN活性,原料适应性和防冲击能力强。与同类进口催化剂相比,反应条件较为缓和。在较低反应压力和温度的条件下,就能生产出合格的精制油[24]。FH系列催化剂中FHUDS-6具有良好的加氢活性,与催化剂FHUDS-3及 FHUDS-5组合使用可以达到柴油超深度加氢脱硫的目的[25]。FHUDS-8催化剂是在FHUDS-6催化剂基础上开发的,不仅加氢活性略高,催化剂堆积密度降低了20%[26]。催化剂FHUDS-8及FHUDS-7催化剂组合已在炼油企业应用,催化剂体系具有较高活性和良好稳定
性[27]。FF系列为加氢裂化预处理催化剂,近年来开发的Mo-Ni型FF-46催化剂,通过在分子水平上调节活性中心结构,减弱金属与氧化铝之间的相互作用,促进更多的Ⅱ类活性中心生成,具有良好的加氢性能和原料适应性。在反应温度比FF-36催化剂低3℃条件下,FF-46催化剂生成油氮含量为10.4 ?g·g-1,FF-36催化剂生成油氮含量为12.0 ?g·g-1。在FF-46催化剂基础上,又推出了新一代催化剂FF-56和FF-66[28-29],在进一步提高催化剂加氢脱杂质能力的前提下,较大幅度降低了催化剂成本,催化剂更有竞争力。FTX系列为体相催化剂,在用于煤焦油加氢、蜡油加氢脱芳、催化汽油加氢等工艺试验结果表明,FTX催化剂加氢活性明显优于常规催化剂,具有优异的加氢脱氮和加氢饱和能力,原料适应性强,应用范围广,可大幅度提高装置的处理量。
在固定床渣油加氢方面,FRIPP已开发了数代50多个牌号的FZC系列催化剂,包括保护剂、HDM催化剂、HDS催化剂、HDN/HDCCR催化剂。该系列催化剂技术特点是:优化孔道,改善分子的内扩散传质,提高沥青质转化能力;调节活性金属与载体的相互作用,提高活性金属组分利用率;催化剂组合优化,活性与稳定性均衡,最大限度实现长周期运转。其中的保护剂和HDM催化剂,还可以在馏分油加氢处理装置和加氢裂化装置使用,可提高装置对劣质原料的适应能力,保护主催化剂不被原料中杂质污染,保证装置的加氢性能和运转周期[1]。该系列催化剂还在海外渣油加氢处理装置推广应用。在沸腾床渣油加氢方面,针对STRONG工艺,FRIPP开发了微球型催化剂制备技术及微球型沸腾床渣油加氢系列催化剂,国内外首次制备出颗粒0.4~0.5 mm的催化剂。在STRNONG 5万t·a-1示范装置工业应用试验中,催化剂表现出良好的流化性能、耐磨损性能以及加氢性能。同时针对引进工艺,开发了条形沸腾床渣油加氢系列催化剂,该催化剂可以用于劣质渣油加氢处理,生成油能够满足RFCC原料要求,实现渣油高效转化。
中国石化石油化工科学研究院(SINOPEC RIPP)在加氢处理催化剂方面也做了很多研究工作,开发了RS系列[24]、RN系列[6]等馏分油加氢处理催化剂,可用于重整及加氢裂化原料预处理,还开发了固定床渣油加氢处理RHT系列催化剂[18]。
4 结束语
随着环保法规日趋严格,许多国家都在强制执行较低硫含量的燃料标准,特别是国际海事组织要求(IMO)从2020年1月1日起,实施船用燃料硫含量<0.5%的新标准。因此,应不断开发或优化加氢处理催化剂技术,改善其加氢反应性能,以满足对油品质量快速升级更新的需求。
在馏分油加氢处理催化剂方面,重要的是提高其本征活性。从反应物分子角度对反应历程、作用机理进行深入研究,实现从真正分子层面催化剂设计开发。同時,为具有市场竞争力,催化剂成本也不能忽视。从催化原材料及制备技术等方面进行研究,开发高性能、低成本的催化剂。
原油逐渐劣质重质化,对渣油加氢技术进行持续改进可使其更好地适应原料的变化。固定床渣油加氢技术研发的重点仍是在强化装置运行周期和加工更加劣质的原料上。在催化剂体系改进上将围绕着进一步提高反应效果和容金属能力上开展工作,开发多孔载体材料,平衡孔径、孔隙率与表面积关系,提高催化性能和对杂质沉积物的容纳能力,使其具有良好的活性稳定性,结合级配方案的优化,达到延长装置运行周期或加工劣质原料的目的。沸腾床加氢催化剂开发方面,重点是改善沸腾床装置操作性能,在渣油转化率较高的情况下,控制有机沉积物生成,提高HDS和HDCCR水平及产品的稳定性。由于渣油加氢催化剂使用量大,不具有可再生性,所以价格也是非常重要的问题,主要可以从开发低成本催化原料、简化制备流程、优化制备技术以及提高生产效率等几个方面进行研究。
随着社会发展,对石油产品的要求越来越高,加氢处理技术也越来越受到重视。加氢催化剂技术的持续深入研究,必将促进炼油事业的整体发展并能使企业利益最大化。
参考文献:
[1]方向晨.国内外渣油加氢处理技术发展现状及分析[J].化工进展,2011,30 (1):95-104.
[2]方向晨,关明华.加氢精制[M]. 北京:中国石化出版社,2006.
[3]K Al-Dalama,A Stanislaus.Comparison between deactivation pattern of catalysts in fixed-bed and ebullating-bed residue hydroprocessing units[J]. Chemical Engineering Journal, 2006(120): 33-42.
[4]R S Ruiz, F Alonso, J Ancheytal. Pressure and temperature effects on the hydrodynamic characteristics of ebullated-bed systems [J]. Catalysis Today, 2005 (109):205-213.
[5]孙素华,王刚,方向晨,等.STRONG沸腾床渣油加氢催化剂研究及工业放大[J]. 炼油技术与工程,2011,41(12):26-30.
[6]张宝香,关明华. 国内外加氢裂化预处理催化剂的研究进展[J]. 当代化工,2012,41(3):288-291.
[7]Distillate Hydrotreating Solutions [EB/OL].[2020-04-09].https://www. arthydroprocessing.com/s/distillate-hydrotreating.
[8]郭蓉.柴油深度脱硫新型催化剂及其级配技术开发研究[D].上海:华东理工大学,2014
[9]于淼,郭蓉,王刚. 国外柴油加氢脱硫催化剂的研究进展[J].当代化工,2008,37(6):624-626.
[10]楊英,肖立桢. 清洁柴油加氢脱硫技术进展[J]. 石油化工技术与经济,2015,31(3):55-62.
[11]SONG C.An overview of new approaches to deep desulfufization for ultra-clean gasoline, diesel fuel and jet fue1[J]. Catalysis Today, 2003, 86:211-263.
[12]任文坡,李振宇,李雪静,等. 渣油深度加氢裂化技术应用现状及新进展[J].2016,35(8):2309-2316.
[13]姚国欣.渣油沸腾床加氢裂化技术在超重原油改质厂的应用[J].当代石油化工,2008,,16(1):23-44.
[14]Julie Dirstine, Subhasis Bhattacharya, Kenny J. Peinado. Innovative CLG lubes hydroprocessing project for pemex salamanca refinery: Latin American Refining Technology Conference Report[R]. Cancun, Mexico, 2014.
[15]Mario Baldassari, Ujjal Mukherjee. Maximum Value Addition with LC-MAX and VRSH Technologies[M]. American Fuel & Petrochemi- cal Manufacturers, 2015.
[16]中国石油化工集团公司技术经济研究院.加氢裂化原料油加氢预处理催化剂Celestia[J].石油化工要闻,2019(16):14-18.
[17]中国石油化工集团公司技术经济研究院.雅宝公司推出柴油加氢处理催化剂[J].石油化工要闻,2019(2):19.
[18]夏恩冬,吕倩,董春明,等. 固定床渣油加氢处理催化剂发展现状[J]. 精细石油化工进展,2014,15(2):41-45.
[19]朱庆云,李振宁.国外清洁柴油生产加氢技术发展综述[J].国际石油经济,2013(5):58-64.
[20]Torrisi S P, Janssen J R A H,Street R D, et.al.Catalyst advancements to increase reliability and value of ULSD assets[C]. NPRA AM-05-15.
[21]Torrisi S P,Weber T,Flinn N. Unlocking the potential of the ULSD unit: CENTERA is the Key[C]. NPRA AM-10-169.
[22]Wrssel ljlstra, David E, Sheerwood. Advances in Catalysts for Processing Difficult Urals Vacuum Residues in Ebullaed Bed Units[C]. Moscow Heavy Oil Processing Conference,2012.
[23]张伟清. Haldor Tops?e公司的加氢处理催化剂活性提高40%[J].石油炼制与化工, 2014,45(6):8.
[24]王广胜,米多,王伟峰. 重整预加氢催化剂国内外技术进展[J]. 化工科技,2011,19(4):72-76.
[25]楊琅,江吉周,陈国涛. 国内外汽柴油加氢催化剂的技术进展[J]. 武汉工程大学学报,2018,40(4):355-359.
[26]丁贺,牛世坤,李扬,等. FHUDS-8柴油超深度脱硫催化剂的反应性能和工业应用[J]. 炼油技术与工程,2016,46 (4):51-54.
[27]吴远明.低压柴油加氢装置催化剂级配技术的工业应用[J].炼油技术与工程,2019,49(11):41-45.
[28]杨占林,姜虹,唐兆吉,等. FF-56加氢裂化预处理催化剂的制备及其性能[J].石油化工,2014,43(9):1008-1013.
[29]石培华,杨占林,唐兆吉,等. FF-66催化剂在天津分公司的工业应用[J].当代石油石化,2018,26 (9):34-38.
收稿日期:2020-03-16
作者简介:刘雪玲(1975-),女,辽宁省本溪市人,高级工程师,硕士学位,2008年毕业于辽宁石油化工大学,研究方向:加氢催化剂研制和科研项目管理。E-mail:liuxueling.fshy@sinopec.com。
