异种钢Q235B/304L焊接过渡区疑似缺陷的无损检测
2020-12-25陈志强张洪波
陈志强,张洪波,陈 柳
(1.河北大学 质量技术监督学院,保定071005; 2.中国地质大学 计算机学院,武汉 430074)
目视检查是焊接质量检验的重要手段,但对于缺陷类别和分布还须借助其他无损检测手段才能够更加准确地进行判断并给出结论。
某型船舶泵塔区域采用厚度为25 mm的304L不锈钢板材嵌入厚度为20 mm的Q235B低碳钢板材的拼接结构。根据焊接工艺规范,为防止焊缝出现裂纹,主要采用单面焊接双面成型方法,单面V型坡口角度为40°50°,反面以陶瓷为焊接衬垫,填充金属为直径为1.2 mm、牌号为E307T1-1的焊丝,对异种钢(不锈钢和碳钢)板材对接节点及其十字接头位置焊接延伸过渡到碳钢板拼接节点150 mm范围内的焊缝,均采用药芯焊丝二氧化碳气体保护焊(FCAW-CO2)进行焊接[1]。
根据检验检测计划,关键区域要求焊后所有对接焊缝区域及热影响区进行100%目视检查加上100%X射线检测,以及内外焊缝表面加上热影响区覆盖100%着色渗透检测。为了确保焊缝内部和表面的焊接质量,满足相关的检验标准规定的验收等级要求,确保焊接工艺纪律、质量过程控制能够有效执行;避免潜在的裂纹、未熔合等严重缺陷,使得货舱系统存在高风险或者大量返修,导致不必要的人力物力财力浪费及工期拖延。因此,对不锈钢/碳钢合拢过渡区进行了严格限制,多层多道焊的焊接层间温度不得高于150 ℃,异种钢过渡到完全碳钢区域长度一般为100~150 mm,十字接头区或者T型过渡区采用梯形焊,预留间隔距离为500 mm。泵塔区材料、基本结构俯视图和焊接顺序如图1所示。图中红线实线框内区域材料为不锈板;红色线代表不锈钢和碳钢板焊缝节点区;红色实线框外全部为碳钢钢板。

图1 泵塔区不锈钢和碳钢的焊缝布置和焊接顺序示意
1 问题提出
按照检验检测计划,对泵塔区所有规定焊缝及相关区域分别按照标准JIS Z3104-1995 《钢焊缝射线探伤方法的要求及评述》 和JIS Z2343-1992 《渗透检验方法和缺陷显示的分类》 进行100%射线检测和100%着色渗透检测并已验收合格。
在对4个泵塔区域焊缝进行巡检过程中,目视检查发现合拢区的不锈钢焊缝过渡到碳钢220~245 mm区域(超出检测计划范围)焊缝表面位置发现两处横向缺陷,缺陷显示及疑似区域材料分布如图2所示。复审射线底片影像,并没有发现任何横向缺陷,着色渗透检测报告也没有记录不合格缺陷和返修结果。
经过仔细对比分析,按照检测规定和焊接延伸要求,射线底片最多覆盖过渡区延伸焊缝长度为150 mm,所以此区域不在检测范围内。为此,笔者对现场出现的问题进行了现场试验。
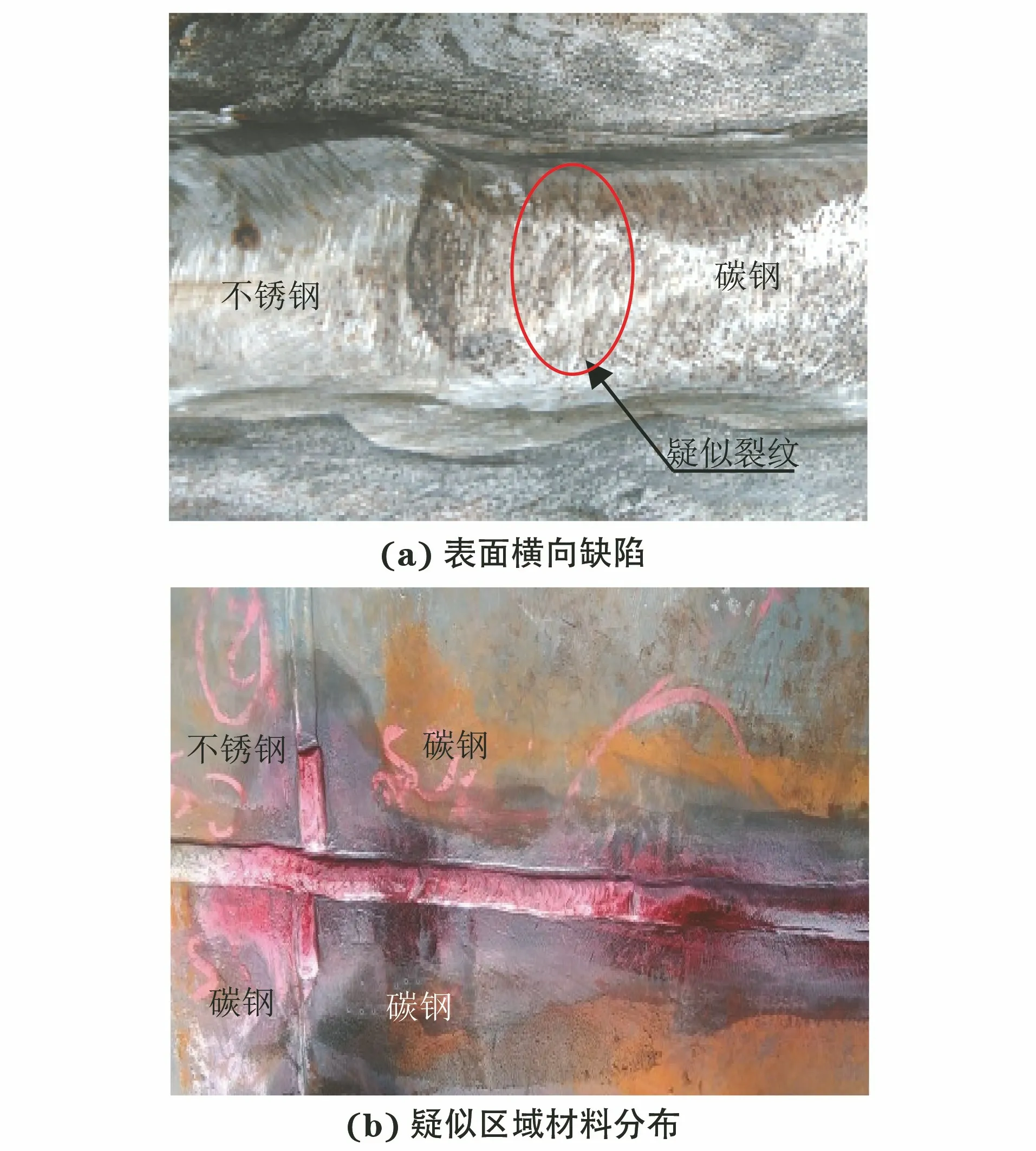
图2 焊缝表面横向缺陷和疑似区域材料分布
2 试验方案和仪器
2.1 试验方案
由于两处横向缺陷均出现在过渡区的焊缝表面,为此首先采用着色渗透法检测焊缝是否有开口不连续缺陷及不连续缺陷的分布和走向;然后采用超声波检测确认疑似的缺陷是否存在于焊缝内部,再确认其相关分布;最后通过宏观剖伤结合着色渗透检测,确认逐层不连续是否存在,再确认其分布与形态,同时用便携式X射线荧光金属分析仪测量焊缝金属的含量,以便分析可能存在的组织和出现裂纹的原因。
2.2 试验仪器
2.2.1 着色渗透检测器材
YP-ST着色渗透剂,YD-ST显像剂,YR-ST清洗剂,SBS-3型灵敏度试片,钢板尺和辅助物品。
2.2.2 超声波检测仪器及附件
型号为MDF-800C的A型超声波探伤仪:横波探头2.5P10×10A70,以及相关试块和耦合剂等。
2.2.3 宏观检验用器具
砂轮机,不锈钢砂轮片,砂纸,放大镜,数码相机,XRF(X射线荧光光谱分析)金属分析仪等。
3 试验结果
3.1 着色渗透检测结果
对两处焊缝表面及两侧25 mm范围内进行打磨和清洗后,按照着色渗透检测程序和灵敏度试片校验同步进行检测,横向缺陷区着色渗透检测结果如图3所示[3]。图3(a)中除了焊缝两侧焊趾区有不太明显的1 mm长线性缺陷外,焊缝表面并没有任何横向线性不连续缺陷;图3(b)处焊缝表面呈现21 mm长表面开口横向裂纹;图3(c)为SBS-3灵敏度试片对比试验结果。
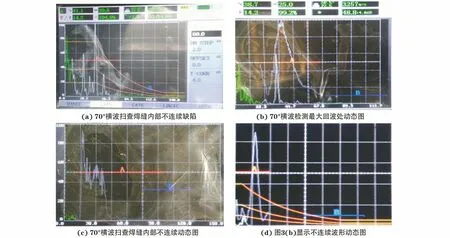
图4 A型脉冲反射式超声波横波法扫查相关区及波形动态图
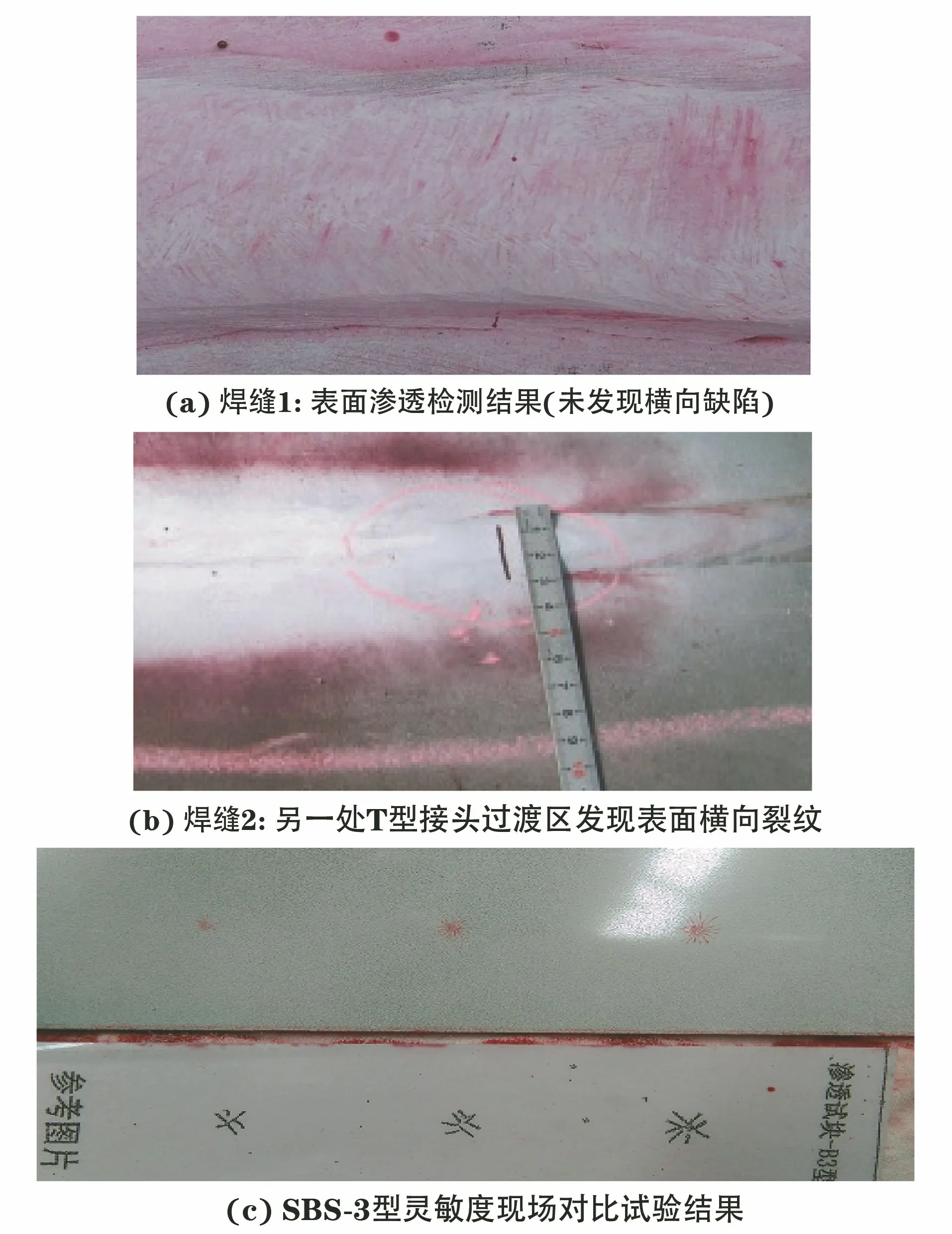
图3 横向缺陷区着色渗透检测结果
3.2 超声波检测结果
采用2.5P10×10A70的横波探头在焊缝两侧与焊缝轴线成10°左右进行横向不连续扫查,发现在70°扫查焊缝1横截面近表面到最深处14.2 mm有多处游动脉冲反射信号[4],而焊缝2最深处显示埋深为6.4 mm。焊缝1典型最深处超声波脉冲反射信号和反射信号包络图如图4所示。
3.3 宏观检验结果
根据超声波检测数据显示的定位数据,采用砂轮渐进打磨去除焊缝余高后,进行着色渗透检测,进一步确认裂纹数量和分布及走向[5],检测结果如图5所示。不同深度出现的裂纹数量、尺寸和分布如表1所示。同时仔细观察焊缝表面成型和打磨后进行宏观观察,发现其焊接顺序并不符合焊接工艺要求,原本应该按照焊接工艺规范采用φ1.2 mm 的E307T1-1药芯焊丝填充和盖面焊缝梯形,过渡到碳钢焊缝,而实际焊接中却是采用焊丝直径为φ5 mm的BHM-1/SJ101自动焊接进行填充和盖面,过渡到了不锈钢焊缝,使用PMI(材料金属成分识别-光谱分析法)对层间和表面焊缝的Cr、Ni、Mo和Mn元素的含量进行测量,测得其平均值分别为12.4%,7.85%,0.74%和0.85%。图2(a)和图3(b)中的轮廓和截面显示。
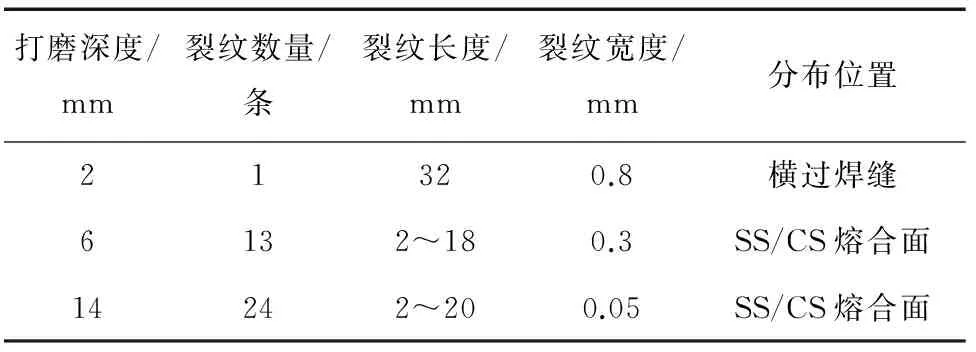
表1 焊缝打磨深度及其对应的裂纹数量和分布
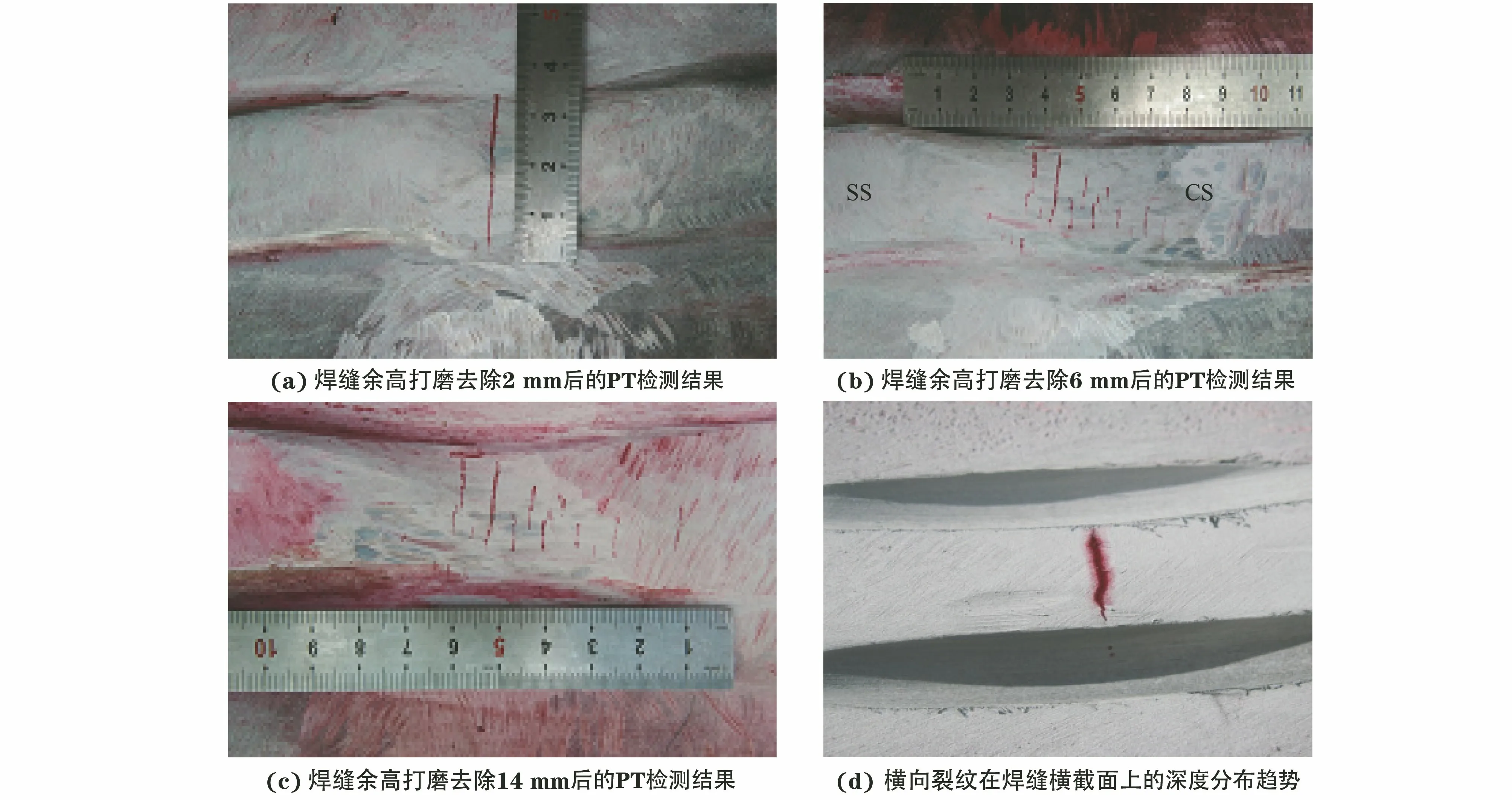
图5 焊缝2相关区焊缝打磨去除后不同深度着色渗透检测结果
没有发现任何表面裂纹缺陷。
4 检测结果分析
4.1 无损检测结果分析
从两处焊缝横向缺陷区着色渗透检测的结果可以看出,只有焊缝2表面有明显缺陷,说明此处横向缺陷为开口型不连续,而焊缝1检测结果却无法判断其显示是否为真实不连续,只能说明焊缝表面没有开口型不连续。
通过超声波横向扫查发现焊缝焊缝1内部存在多个分布于不同深度的横向回波显示,而焊缝2内部仅有一处横向回波显示。由于受到近场区的影响,焊缝1无法确认是否延伸到焊缝表面,但弥补了着色渗透检测的不足,对焊缝1处用超声波检测说明焊缝内部也是有横向不连续存在的,为进一步宏观检验和分析提供了依据。
4.2 宏观剖伤分析
宏观剖伤分析结合着色渗透检测,确认了横向缺陷区焊缝内部不连续缺陷的形貌、分布、走向、尺寸和数量,表1和图5为不连续的定性提供了充足的证据。根据形貌完全可以断定两处横向焊缝均存在横向裂纹缺陷。
在宏观显示中,横向裂纹的数量是从焊缝加强高表面以下开始逐渐递增,而且越靠近不锈钢焊缝填充层和碳钢焊缝填充层的熔合面,其数量越多,裂纹的长度越长,但最长的在紧邻表面异种钢接头过渡区收弧位置,长度分别为32 mm和21 mm,着色渗透检测验证了焊缝1表面的最大横向裂纹,并未延伸扩展到焊缝表面成为开口裂纹,而焊缝2处最大横向裂纹已经扩展到表面形成开口裂纹。横向裂纹主要分布在碳钢对接焊缝自动焊接过渡到异相钢搭接终止的填充和盖面焊缝区域,长度小于60 mm。裂纹走向由表面到内部,其宽度由宽变窄到狭细,从焊缝1着色检测结果来看,裂纹可能是起源于焊缝内部。
焊接记录显示,所有存在问题的焊缝均已焊接完工后第6天和第25天,根据焊后48 h着色渗透检测原始记录、外观检验记录和现场检验及见证人员口录,并没有发现任何的表面裂纹缺陷或者显示。而两处所呈现的裂纹一个在焊缝余高下分布,一个开口到焊缝余高并横过焊缝表面,可以推论形成的裂纹是延迟型裂纹和经历不同时间扩展的结果。
4.3 横向裂纹形成的初步分析
根据PMI(材料金属成分识别-光谱分析法)测量焊缝内部和表面成分的差异,根据舍夫勒组织图,其铬当量和镍当量分别为13.74%和10.68%[2]。
由于错误地采用埋弧自动焊接工艺,电流及波动范围大,导致了大熔深及熔合比,而低碳钢成分的填充金属和母材金属的熔化填充势必造成对先焊接的异种钢焊缝在熔合区的急剧稀释作用,焊缝组织完全在马氏体转变区域,其组织为硬脆相,导致冷裂纹风险的增加。
在过渡层中,由于埋弧自动焊保温时间过长和层间温度过高,也会导致马氏体组织脆性增加和填充层塑性显著减低而形成塑性带区,同时盖面焊道对填充焊道的后热,会使得异种钢焊缝区和填充母材间脱碳层宽度增大,在碳钢区域形成软化的脱碳层,在异种钢区形成硬度较高的增碳层间产生组织应力。
同时,由于异种钢区和碳钢填充焊缝的热膨胀系数差异显著,而这种局部区域的焊接加热和后热,会造成焊接后在熔合区产生较大的残余应力和热应力,而这种残余应力并没有在后热中消除或者减弱,只会重新分布和释放,导致裂纹在脆硬组织区产生和扩展。从而验证了图5和图3(a)中宏观裂纹的分布和趋势相吻合。
5 结语
(1) 通过综合无损检测方法相互验证,弥补了目视检测和着色渗透检测的不足,避免了主观认识而导致焊缝中潜在危害性裂纹缺陷的误判和漏检。
(2) 宏观剖伤分析能够有效地评估和验证焊缝表面显现的疑似横向缺陷和超声波检测结果的真伪以及不连续的分布、数量、走向、尺寸、形貌和性质。
(3) 通过PMI数据结合舍夫勒组织图,对评估横向裂纹出现的原因给出了重要判据,即没有严格遵守焊接工艺规范要求导致组织相变发生变化,产生过大的残余应力导致界面处脆性组织断裂及应力释放扩展,使得裂纹源由内部逐步扩展到表面成为宏观横向裂纹,是裂纹产生的主要机理。
