新型细纱加长上销的应用探讨
2020-12-22盛庆石
盛庆石
(山东飞泰纺织有限公司,山东 莘县 252400)
0 引言
随着客户对成纱质量的要求越来越高,新型纺纱器材作为影响成纱质量的关键因素之一,为纺纱质量的提高提供技术支撑。在过去,细纱工序常使用SX2-6833型上销,而目前一种新型加长上销的控制长度增大为39 mm(如SX-3839型上销),其应用可使成纱条干CV值降低0.5~0.8个百分点。应用加长上销可使成纱条干、粗细节和棉结均有不同程度改善[1-2],但在正常纺纱生产中也常出现冒硬头、断头增加及纺纱生产不稳定、生活不好做的问题。为此,必须根据环锭细纱机配置特点,做具体的试纺调整,并通过几锭→单面机台→整机台→几台车的分步试纺模式逐步推广。针对试纺和推广过程中出现的问题,及时地调整试纺方案,达到既能改善成纱产品质量、又能做到细纱工序生活好做的目的。
1 加长上销改善成纱条干的机理
棉纺环锭细纱机应用前唇加长上销使前胶辊位置向前、中上罗拉位置后移,有利于纤维的集中和有序变速;因上销前唇长于下销前唇,上销前唇下压使须条在下销前缘形成一段包围弧,并使胶圈钳口摩擦力界延伸到浮游区,从而使快速纤维变速点集中并靠近前钳口[3]。
2 跟踪试纺
为了验证加长上销的使用效果,在C 18.2 tex,C 27.8 tex,C 27.8 tex赛络纺和C 27.8 tex专纺品种上进行跟踪试纺。
2.1 试纺1
试纺品种:C 18.2 tex;试纺时间:2018年9月28日;试纺条件:25号细纱机上同锭同粗纱;工艺参数:航发V型牵伸气动加压摇架,3根罗拉直径均为25 mm,前、后区罗拉隔距各为17.7 mm,27.3 mm,钳口隔距为3.0 mm,后区牵伸为1.24倍,老式下销。
优化调整上销前后的成纱质量对比见表1。

表1 不同上销成纱质量对比一
由表1可知,应用加长上销生产C 18.2 tex品种,当调整摇架刻度等工艺参数后的成纱条干CV值改善了0.54个百分点,千米细节、粗节、棉结分别减少了8 个、122个、102个。
2.2 试纺2
2.2.1 优化上销试纺
试纺品种:C 18.2 tex;试纺时间:2018年11月8日;试纺条件:177号细纱机上同锭同粗纱;工艺参数:裕华第1代圆支杆气加压摇架、V型牵伸,3根罗拉直径均为27 mm,前、后区罗拉隔距分别为16 mm,25 mm,后区牵伸为1.25倍,立达公司下销。
优化调整上销前后的成纱质量对比见表2。

表2 不同上销成纱质量对比二
由表2结果可知,应用加长上销、调整摇架刻度等工艺参数后的成纱条干CV值改善了1.46个百分点,千米细节、粗节、棉结分别减少了25个、220个、181个。
2.2.2 调整钳口隔距
试验时间:2018年11月10日;试纺条件、工艺参数同2.2.1。
调整钳口隔距的成纱质量对比见表3。
由表3结果可知,将钳口隔距块由原3.0 mm增大为3.5 mm时的成纱质量指标明显恶化,条干CV值恶化了0.77个百分点,千米细节、粗节、棉结分别增加了9个、97个、85个;由此可知,采用加长上销、增大钳口隔距的措施不可取。

表3 调整钳口隔距成纱质量对比
2.3 试纺3
试纺品种:C 27.8 tex;试纺时间:2018年10月19日;试纺条件:177号细纱机上同锭同粗纱;工艺参数:裕华第一代圆支杆气动加压摇架、V型牵伸,3根罗拉直径均为27 mm,前、后区罗拉隔距分别为16 mm、25 mm,后区牵伸为1.25倍,钳口隔距为3.5 mm,立达公司下销。
优化调整上销前后的成纱质量对比见表4。

表4 不同上销成纱质量对比三
由表4结果可知,应用加长上销、调整摇架刻度等工艺参数后的条干CV值改善了0.44个百分点,千米粗节、棉结分别减少了33个、17个。
2.4 试纺4
试纺品种:C 27.8 tex;试验时间:2018年10月19日;试纺条件:177号细纱机上同锭同粗纱;工艺参数:裕华第一代圆支杆气动加压摇架、V型牵伸,3根罗拉直径均为27 mm,前、后区罗拉隔距分别为16 mm、25 mm,钳口隔距为3.5 mm,立达公司下销,加长上销。
调整后区牵伸倍数的成纱质量对比见表5。

表5 调整后区牵伸倍数成纱质量对比
由表5结果可知,当后区牵伸为1.20倍时,成纱条干、细节、粗节和棉结等指标最优。
2.5 试纺5
试纺品种:高配C 27.8 tex赛络纺;试纺时间:2018年10月20日;试纺条件:177号细纱机上同锭同粗纱;工艺参数:裕华第一代圆支杆气动加压摇架、V型牵伸,3根罗拉直径均为27 mm,前、后区罗拉隔距分别为16 mm、25 mm,钳口隔距为3.5 mm,后区牵伸为1.33倍,双孔喇叭口(中心距×孔径) 为3.5 mm×2.5 mm,立达公司下销。
优化调整上销前后的成纱质量对比见表6。

表6 不同上销成纱质量对比四
由表6结果可知,加长上销对高配C 27.8 tex赛络纺品种成纱质量指标的改善效果不明显。
2.6 试纺6
2.6.1 采用加长上销
试纺品种:C 27.8 tex专纺品种;试纺时间:2018年11月22日;试纺条件:172号细纱机上同锭同粗纱;工艺参数:裕华第一代圆支杆气动加压摇架、V型牵伸,3根罗拉直径均为27 mm,前、后区罗拉隔距分别为16 mm、25 mm,钳口隔距为3.5 mm,立达公司下销。
利用加长上销进行小批量推广试用,成纱质量对比见表7。

表7 不同上销成纱质量对比五
由表7结果可知,采用加长上销、调整摇架刻度(前×中)为-4×49时,条干CV值改善了0.92个百分点,千米细节、粗节、棉结分别减少了2个、86个、34个,但在加长上销使用过程中,纺纱生产出现冒硬头问题。
2.6.2 优化试纺
针对纺纱冒硬头问题,采用加长上销做调整细纱后区牵伸倍数和钳口隔距的优化对比试纺,试纺时间、条件、工艺参数同2.6.1,成纱质量对比见表8。
由表8结果可知,采用加长上销,摇架刻度(前×中)为-4×49,后区牵伸倍数为1.25的条件下,将细纱钳口隔距由原3.5 mm调整为4.0 mm,成纱指标明显恶化,条干CV值恶化了0.74个百分点,千米细节、粗节、棉结分别增加了2个、46个、27个。
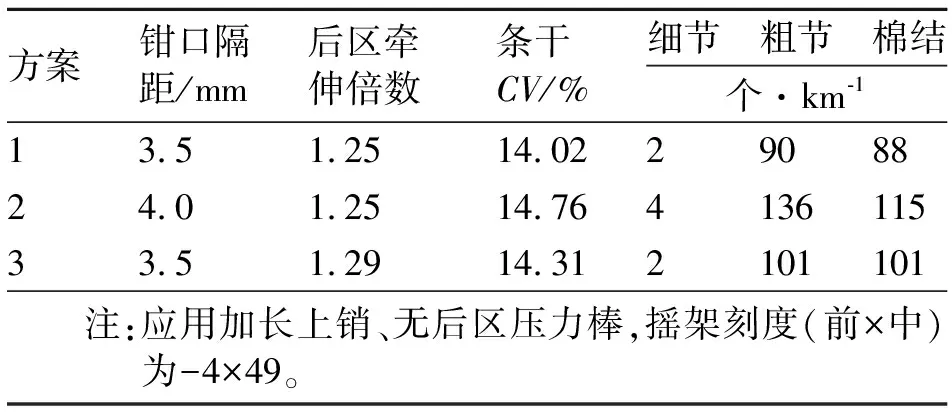
表8 调整后区牵伸倍数和钳口隔距块成纱质量对比
进行调整后区牵伸倍数的试纺,将后区牵伸倍数由1.25增大为1.29,钳口隔距调回3.5 mm,结果表明成纱指标也有恶化,但不是很明显,条干CV值恶化了0.29个百分点,细节与方案1持平,千米粗节、棉结分别增加了11个、13个。
2.6.3 C 27.8 tex专纺品种试纺总结
在C 27.8 tex专纺品种上,采用加长上销的正常推广试纺中出现了冒硬头问题;为解决该问题,采用加大细纱钳口隔距块和后区牵伸倍数的措施进行试纺,从试纺结果可知:加大细纱钳口隔距,对成纱质量指标影响较大,不予采纳;而加大后区牵伸倍数,成纱质量指标稍有恶化,但也能保持成纱质量指标处于较好水平,且可使纺纱生产正常,解决了冒硬头问题[4]。当最终采用2.6.2中的方案3进行生产,2.6.2中方案3与2.6.1中方案1的成纱质量指标相比,条干CV值改善了0.58个百分点,千米细节、粗节、棉结分别减少了1个、86个、34个。
3 结语
3.1当采用加长上销时,摇架刻度(前×中)须做相应的调整。如前胶辊前冲、中罗拉后移,并结合胶辊直径的大小调整浮游区到适宜;调整结束后的纺纱效果以试纺数据的改善程度为准。
3.2采用加长上销后,加长了胶圈钳口的摩擦力界,加强了对纤维变速运动的控制,但在正常纺纱生产中易出现冒硬头问题,当解决问题后,加长上销才能得到较好的使用。
3.3解决细纱冒硬头问题,可尝试加大钳口隔距块和后区牵伸倍数、放大后区罗拉隔距、降低粗纱捻度、加大摇架压力等措施,合适的措施应根据试纺结果确定。
3.4分析细纱试纺数据可知,加大钳口隔距块对成纱质量指标影响较大,故不可取;当加大后区牵伸倍数后成纱质量指标稍有恶化,但能保持质量指标处于较好水平;这一结果在C 27.8 tex专纺品种试纺数据中已证实,并解决了该品种采用加长上销后的冒硬头问题。
3.5在C 27.8 tex专纺品种部分机台上已采用加长上销,机台配置及工艺参数见2.6.2,C 27.8 tex专纺品种机台采用加长上销后与原老式上销机台的成纱质量相比可知,条干CV值改善了0.58个百分点,千米细节、粗节、棉结分别减少了1个、86个、34个。
3.6采用加长上销对普梳环锭纺品种的成纱质量指标改善较明显,同时也给纺纱生活带来了一定的影响,即质量指标和可纺性要二者兼顾,须经过一系列的参数优化调整试纺。先在几枚纱锭上试纺再到单机台试纺、再到全面成熟推广,须分阶段进行。
