基于MES的智能制造协同管理体系分析
2020-12-22李郁松吴晓峰
李郁松 潘 成 吴晓峰
(中车永济电机有限公司,山西 运城 044502)
0 引言
2015 年我国提出“中国制造2025”的发展目标,将发展智能制造提高至国家战略层面,通过大数据技术、互联网技术等先进技术在制造业的融合,推动制造业向信息化、智能化的方向发展。MES 系统作为实现智能制造过程管理信息化、智能化的关键,基于MES 系统的智能制造协同管理体系建设,有其必然性和必要性。
1 MES系统简介
制造执行系统(MES)由美国AMR 公司提出,其核心作用是提高制造业生产过程管理水平,将计划生产与现场管理有机结合,利用MES 系统对生产过程做信息化管理,实现资源的合理配置,最终提高生产质量和效率。
近些年,制造管控向着集约化、自动化、智能化的发展,制造业各系统之间的壁垒被打破,MES 系统以执行层身份融入协同管理体系(如图1 所示),具备了详细计划、生产跟踪、生产调度、资管管理、定能分析、过程管理、人力资管管控、设备管理、数据管理、质量管理和性能分析等众多功能。
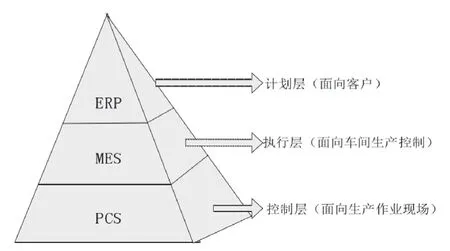
图 1 以MES 为执行层的协同管理体系
2 智能制造协同管理体系构建
2.1 系统框架
以MES 系统为核心的协同管理体系应整合计划管理、生产管理、质量管理等功能,并融合与智能制造所在行业有关的主流软件,该体系应具备。1)支持多种数据采集方案。2)适应离散化的智能制造生产、质量、设备、工艺等模块的管理需求。3)与智能制造体系内的各类生产设备有效衔接。4)可进行数字化考核评价。5)人机交互。6)自动化处理。7)与其他信息化平台相互兼容。
基于以上需求,系统管理系统需至少配置2 台服务器,分别用于生产线监控和数据管理。其中,用于生产线监控的服务其与传感器及监控设备相连,采集各项生产数据;用于数据管理的服务器则提供数据存储、编辑、查询等功能。系统采用SSH 架构,包括数据层、业务层和表现层3 个部分。数据层利用Hiberbate 作为ORM 工具;业务层使用Spring 框架,构建SOA 模式,并通过WebService 接口与其他系统相对接;表现层使用MVC 架构,可将前后端业务逻辑有效分离。系统配备关系型数据库,将ERP 和MES 数据进行整合,加强管理过程的信息共享,为协同管理的实现奠定信息资源基础[1]。
2.2 功能实现
2.2.1 计划管理
在智能制造项目计划管理过程中,ERP 经MRP 计算得到项目计划,设计人员按照项目计划在PLM 中完成方案设计、BOM 及图纸设计等工作,然后由计划人员依照BOM 结构、企业产能和生产资料配置等因素,形成与具体产品相对应的生产订单,将订单同步至MES 当中。
通过对应接口,MES 系统可以实时获取PLM 中的图纸、BOM 及工艺信息,生产车间管理人员结合MES 系统内生产订单对生产线进行针对性的调整,确定开工时间节点,并由MES 系统按照生产节奏自动完成生产任务的分配。在智能制造过程中,将产品工艺流程与工艺路线相结合,可以得到产线生产模式,由此形成的工单则作为MES 的核心数据,以此为基础开展计划执行、跟踪反馈等工作,将整个智能制造过程形成的业务数据集中到系统内部,通过统计分析,将生产资料、技术文件、产品与工位相对应,形成智能化的计划管理体系。管理人员可在MES 系统内预设BOM 物料的有关信息,工单下发后可以自动向各工位匹配物料需求计划,传送至ERP 系统,形成可被仓库直接参考的物料配送清单。
2.2.2 生产管理
智能制造生产线各工位对应既定操作人员,工单计划可以依照人员配备情况向各工位的操作人员下发具体的操作任务,操作人员登录个人账号即可查看任务分配情况。根据现场条件,调度人员可重新进行任务与操作人员间的匹配,并对工单任务状态进行检查,及时处理延迟、遗漏等异常工单。
工单执行过程使用物料识别技术进行管理,通常使用条码系统,MES 内的条码系统具备可靠性高、经济性强等优势,使用扫码枪扫描产品条码即可了解工单信息,系统可以自动完成产品信息、任务状态与操作人员的审核和匹配[2]。在工序起始阶段,使用扫码枪扫描关键物料条码,以此作为起始信号,同时核对工序及物料情况,避免生产过程出错。如果为生产流程的最后一道工序,系统自动给出完工入库提醒,并在突发生产异常后第一时间给出声光报警提示,将异常信息传送给预设人员。
2.2.3 质量管理
质量管理是智能制造的重点,也是协同管理体系的重点模块。智能制造各工艺流程内均设置质控点,各质控点上设置了停检、过检、自检等项目,依照生产情况自动形成质检计划。现场质检人员利用移动终端扫描产品条码可以获取质检指导文件和记录单,扫描设备条码可关联设备及计量器具,采集结果数据,无法自动采集的数据则手动录入,如果数据录入不合格,系统自动启动异常流程,将返工单传输至对应责任人,如果连续出现不良工序,系统进行报警。MES系统实时采集生产质量信息,并输出相应统计报表,可从不同角度总结生产质量问题,为质量管理优化提供理论依据。
2.2.4 工艺管理
在MES 系统内完成工艺流程及路线建模,通过物料编码、产品描述关联至具体产品,并基于具体工序,关联工序卡、工时、检验记录和生产物料等。其中,工时是智能制造精细化控制的关键数据,同时也是生产计划编制和过程控制的重要参考。如果生产流程中柔性作业较多,可能引发工时误差较大的问题,而借助MES 系统进行工时信号采集,通过工序颗粒数的精细化分解,可以实现工时信息的动态化采集,配合持续迭代确保工时数据的可靠性。系统统计各道工序执行的实际工时与预设工时间的差值并输出差值报表,可以统计各操作人员工作绩效,方便后期管理。
2.3 技术创新
智能制造协同管理系统使用Web 前后端分离的开发模式,以此进行MES 系统设计,最终形成的系统可在前端完成大多数数据的处理,降低服务其运行压力。
可利用AngularJS 代码进行系统前端编写,以形成清晰的系统结构,并提高系统可扩展性。因该系统对html 的影响非常有限,可与开发设计人员之间有效协调。
将系统后端设计为SSH 框架结构,进行对象需求分析并给出对应模型,将模型转换为Java 对象编写DAO 接口,利用Hibernate 的DAO 完成Java 与数据库间的交互。

图2 现场作业管理流程图
3 智能制造协同管理体系应用
某仪器仪表智能制造企业协同管理体系建设前,对企业现有管理体系做客观评价,发现如下问题:信息传输速度慢、管理秩序性较差,生产流程受人员、设备、原料等因素的干扰较大等问题。因此决定构建以MES为核心的协同管理体系,图2 为体系运行后现场作业管理流程图。
随着以MES 为核心智能制造协同管理体系在企业中的应用,2019 年上半年企业管理质量大幅度提升,产线故障率由体系运行前的1.6%将至0.8%,故障时间由最长4.82 h,缩短至1.66 h,原材料运转周期由15 d 将至9 d,劳产率提升超过28%,见表1。
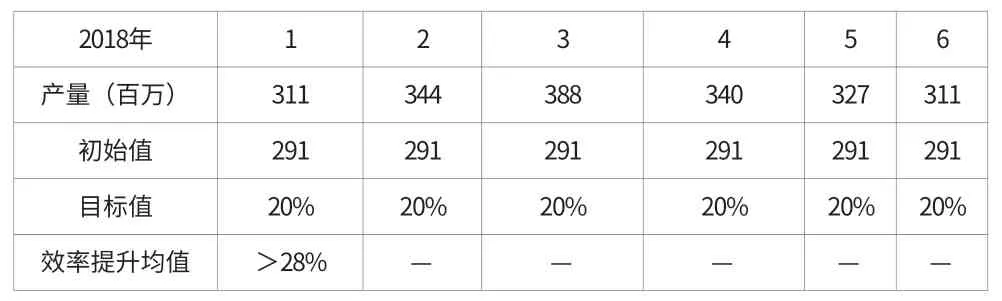
表1 劳产率分析简表
4 结论
MES 系统在智能制造协同管理体系中的应用可帮助实现智能制造过程的精细化管控,合理减少人力资源投入,节约物料,同时提高产品生产效率和质量。随着智能制造领域的进一步发展,基于MES 的协同管理体系也将得到有效完善,覆盖智能制造的全过程,给企业带来更高的综合效益。
