焊接顺序对Q690钢T型接头残余应力和变形的影响
2020-12-18兰亮云邵国庆张一婷王艺南
兰亮云,邵国庆,张一婷,王艺南
(东北大学 机械工程与自动化学院,辽宁 沈阳 110819)
T型焊接接头是建筑、桥梁、船舶等领域较常见的一种结构形式,在焊接过程中由于不均匀的热输入易使钢板产生残余应力和变形.残余应力的存在严重影响了T型接头的承载能力和结构寿命,而变形又极大地降低了装配精度.随着计算机技术的进步以及有限元理论的发展,热弹塑性有限元法越来越多被用来模拟焊接过程、预测残余应力和变形[1-2].
焊接顺序是影响钢板焊接应力和变形的重要因素之一,优化焊接顺序可以有效地控制残余应力的大小[3].许多学者对多种接头焊接过程进行数值模拟研究[4-6],并取得了良好效果,但是针对高强钢中厚板T型接头双面双道焊的研究较少.本文运用ABAQUS有限元软件对Q690钢中厚板T型接头的焊接过程进行模拟,并采用开坡口和两层焊的方式,分析了三种不同的焊接顺序对焊后残余应力和变形的影响.
1 焊接有限元模型的建立
1.1 模型建立
本研究针对实际工况中T型接头的两侧两道次MIG焊接过程进行仿真模拟,模拟焊接工艺为:两侧内道次的焊接电压30 V,电流240 A;外道次的焊接电压25 V,电流180 A.腹板和翼板尺寸均设置为235 mm×125 mm×15 mm,腹板开K型坡口,预留钝边2 mm,坡口角度45°,双侧均采用两道次焊接,共计四道次.为保证仿真精度并节省计算时间,模型全部采用了六面体网格进行划分,并将焊缝区、过渡区、远离焊缝区网格尺寸分别设置为3,5,8 mm,然后运用ABAQUS自动划分网格,如图1所示.

图1 模型网格划分及边界条件
1.2 材料热物性参数
T型接头腹板和翼板材料为Q690高强钢,根据文献[7-9]设置其热物理性能参数如图2所示.为简化仿真参数设置过程,并考虑到实际焊接过程中存在焊丝与母材等强匹配现象,在焊缝区材料设置时与母材保持一致.

图2 Q690钢的热物性参数
1.3 焊接热源模型
为保证仿真尽可能接近实际熔池形状,选择了Goldak提出的双椭球热源模型[10],如图3所示.

图3 双椭球热源模型
设双椭球体的半轴为(a1,a2,b,c),前、后半椭球体内热输入分别为f1,f2,且f1+f2=2,其前、后半椭球体的热流分布函数如下:
(1)
(2)
式中:a1和a2分别为前、后半椭球体长度;b为熔宽的一半;c为熔深;x,y,z分别为 3 个坐标轴;Q为热输入功率,即
Q=ηUI.
(3)
式中:η为电弧热效率,取η=0.85;U为焊接电压;I为焊接电流.本研究中两侧内层焊缝的热源模型参数a1,a2,b,c分别为4,6.5,6.5,20 mm,外层焊缝模型参数为7,7,9,9 mm,以保证形成全熔透型焊接横截面.
1.4 其他条件设置
焊缝和钢板的初始温度设置为室温20 ℃,考虑到焊接过程中对流和辐射的影响,设置对流换热系数15,辐射发射率0.85,斯蒂芬-玻尔兹曼常数5.67×10-8W/(m2·K4),绝对零度-273.15 ℃[3].考虑到金属熔化和凝固时的相变影响,取熔化潜热为270 kJ/kg,固相线温度设置为1 450 ℃,液相线温度设置为1 500 ℃.另外,为防止钢板移动,将边界约束条件设置如图1所示.
2 焊接方案
由于两侧均采用两层两道焊,共计有4道焊缝,因此规划出三种焊接顺序方案,如图4所示,其中方案一与方案二属于两侧交替焊接,方案三则是先焊完一侧再焊另一侧.内层焊缝焊接速度均采用3 mm/s,外层焊缝焊接速度均采用5 mm/s.

图4 焊接顺序方案(1,2,3,4代表4个焊道顺序)
3 结果分析
利用ABAQUS有限元软件分别对三种焊接顺序方案进行仿真模拟分析,先后得出了温度场和应力场结果.
3.1 温度场结果分析
选取了三种方案右侧内层焊缝和左侧外层焊缝中间截面的熔池形貌进行对比,如图5所示.从图中可以看出,三种方案焊接过程中的最高温度可以达到2 025 ℃以上,而高于1 500 ℃的熔池区域无论内层还是外层都与焊缝形状接近;内层是三角焊缝,熔池也近似呈三角状,钝边处的熔化区域超过钝边宽度的一半,这样保证了焊接时能够将钝边焊透,避免产生未焊透缺陷;外层由于宽度相对较大,厚度相对较小,熔池形状则呈扁平状.
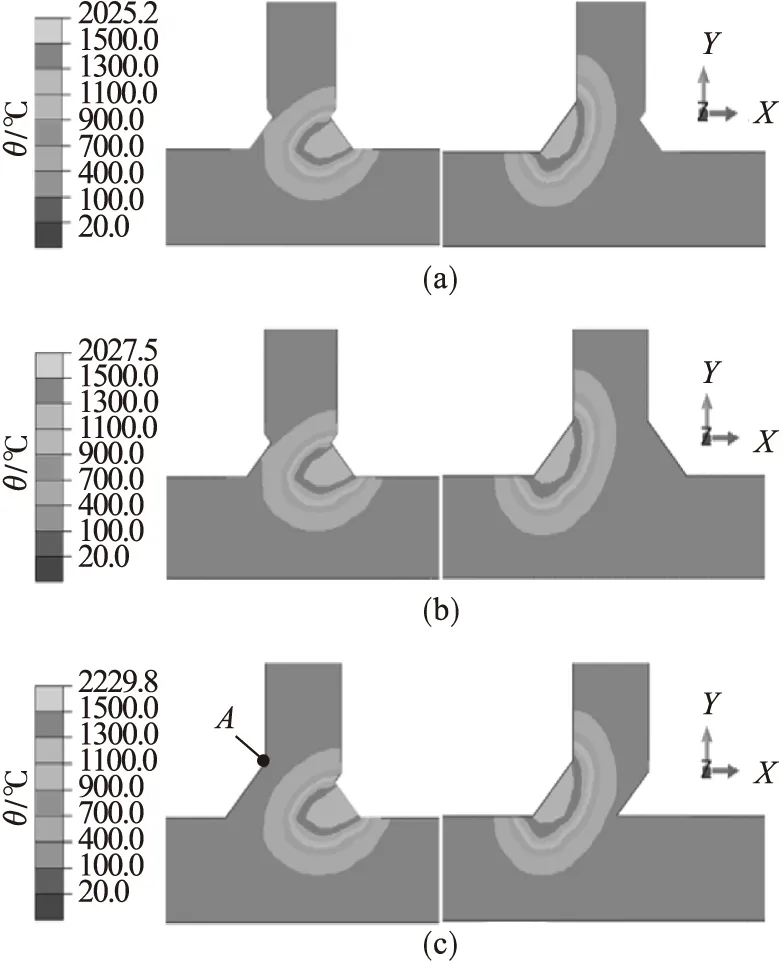
图5 三种方案中间截面熔池形貌
如图5c所示,在中间截面左侧外层焊缝上边缘处取点A,并输出该点在不同方案下随焊接时间历程的温度变化曲线如图6所示,从图中可以看出,由于焊接方案不同,该点到达峰值温度的时间也不同,但焊点移动至该处时的极值温度都达到1 500 ℃以上,可以认为每种方案的焊缝边缘处也都加热至熔化.焊接结束后的冷却时间为1 450 s 左右,此时温度冷却至100 ℃以下,残余应力已形成并趋于稳定.
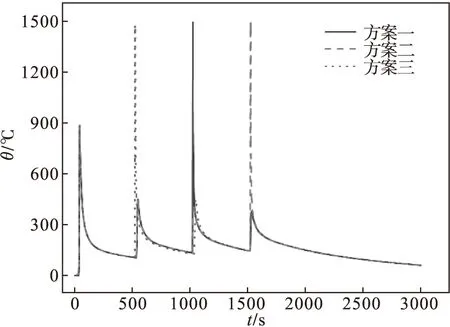
图6 三种方案点A的温度变化曲线
3.2 应力场结果分析
将温度场结果载入ABAQUS进行应力仿真分析,得出了应力场结果.图7是三种方案的中间截面焊缝区的等效应力云图,对比可以看出,由于后续焊道对前面焊道的回火作用,极大地降低了前面焊道的应力水平,因此,三种方案的最大应力都主要集中在各自的第4道焊缝处.同时也可以看出三种方案的最大应力都达到787 MPa左右,已经高于Q690钢常温下的屈服极限,但考虑到材料在焊接过程中因产生塑性变形而发生硬化现象,该区域应力值偏高属于正常现象[11],但该区域也因此成为焊接裂纹等缺陷的主要发生区.通过估算出的应力值高于690 MPa区域的面积可以发现,方案三的高应力区面积相比于方案一和方案二较小一些,只有208.31 mm2,而方案一为248.26 mm2,方案二则达到265.48 mm2.
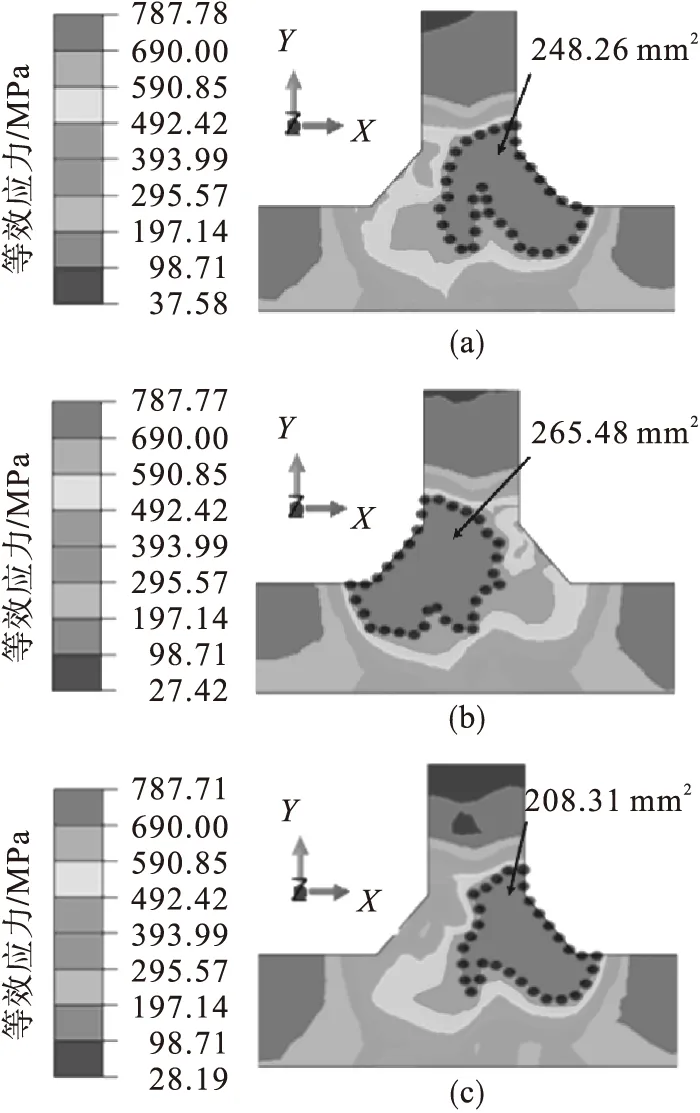
图7 三种方案等效应力云图
为方便地对应力场结果进行分析,选择了图8所示的3条路径进行研究.
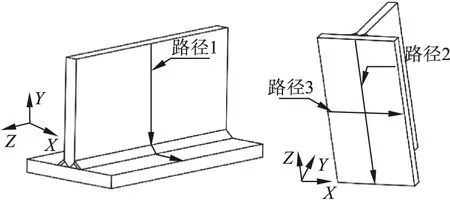
图8 三条路径位置
图9是延路径1的纵向残余应力的分析结果,从图中可以看出,首先三种焊接方案对纵向残余应力影响差别不大,在距离焊缝中心左侧120~40 mm区域内纵向残余应力较小,并随着与焊缝距离的减小,残余应力呈现为压应力逐渐增大,在距离焊缝中心20 mm处增大至100 MPa左右.但在焊缝中心两侧20 mm区域内残余应力变为拉应力并发生剧烈变化,其中方案一和方案三的变化数值基本相同,方案二则在焊缝中心右侧极大值位置略有差异,从方案顺序来看,这是由于该焊缝对于方案一与方案三是第4道焊缝,而对于方案二是第3道焊缝,这样方案二在进行第4道焊缝焊接时产生的回火作用,降低了该焊缝的残余应力水平.
图10和图11分别是沿路径2和路径3的横向(X方向)残余应力和纵向残余应力的分析结果,可以看出无论哪种焊接方案,其产生的两种残余应力变化规律基本相同.
对于横向残余应力,路径2是三种方案的两端起弧段和止弧段呈现出压应力,中间稳定段呈现出拉应力,并且三种方案的两端残余应力差别较小,而中间段残余应力差别较大,方案一所产生的残余拉应力最大,方案二次之,方案三最小;沿路径3的两侧远离焊缝区横向残余应力几乎为零,但中间焊缝区也表现出方案三的应力水平低于另外两种方案的现象.可能是方案一和方案二是两侧交替焊接,第1,2道焊缝位于腹板两侧,腹板在焊完两道焊缝后已完全固定,而两道焊缝的横向冷却收缩方向相反,导致翼板底面横向应力增大,后续的第3,4道焊缝也是两侧交替焊接,收缩方向同样相反,使得最终残余应力处于较高水平.方案三是先焊完一侧的两道焊缝后再焊另一侧,第1,2道焊缝位于同侧,其焊后横向冷却收缩方向相同,这样腹板只单侧固定,可以通过倾斜变形释放一部分应力,再焊另一侧的第3,4道焊缝时,虽与前两道收缩方向相反,但总体横向应力水平仍然低于前两种方案.
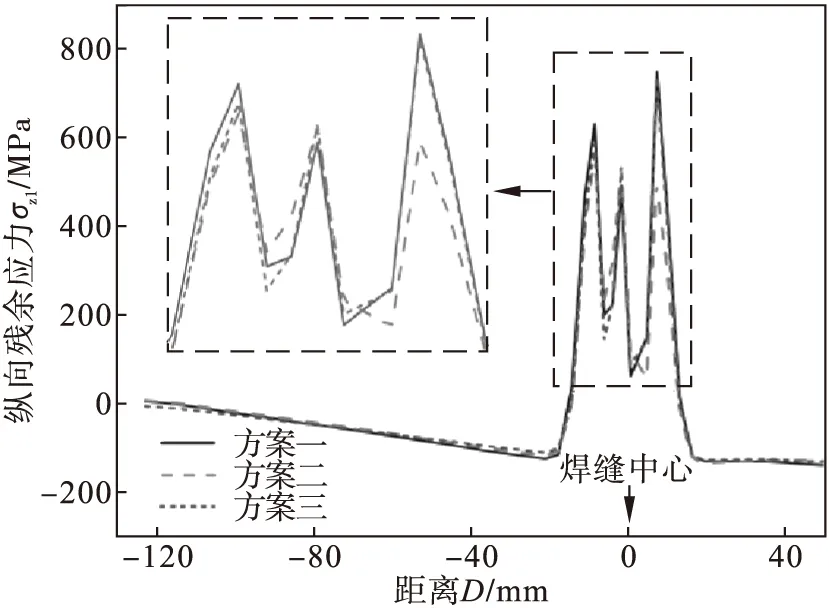
图9 沿路径1纵向残余应力分布
另外,方案一和方案二区别在于第3,4道焊缝的顺序,方案二存在与方案三相似的连续两道同侧焊缝,相比于完全交替焊接的方案一,方案二连续的同侧冷却收缩作用缓解了前两道焊缝形成的应力增大趋势,导致其应力水平略低于方案一.

图10 沿路径2残余应力分布
对于纵向残余应力,路径2表现出较为复杂的变化趋势,中间段并没有如横向应力一样形成稳定的区域,可能是对于焊缝纵向冷却收缩作用,钢板受到起弧段和止弧段的影响距离较长,而本研究设置的钢板长度略短,使得中间区域仍然较大范围受到起弧段和止弧段的影响,因此没有形成稳定区,但值得注意的是三种方案的焊缝起弧段和止弧段以及中间点均产生残余拉应力,并且方案一产生的拉应力最大,其次是方案二,而方案三最小;对于路径3,三种方案的应力水平差别不大,但在焊缝区以及左侧远离焊缝区仍然是方案三应力水平略小于另外两种方案,右侧远离焊缝区则是方案二应力略小.

图11 沿路径3残余应力分布
4 变形分析
针对T型焊接接头的变形研究,通过对比文献[12-13]结果与本研究仿真(图12)发现,焊接引起的钢板变形主要是腹板的向左倾斜变形和翼板的下凹变形,而翼板的下凹变形又会影响腹板的倾斜量,因此通过研究翼板的下凹变形便可得出三种方案的整体变形对比.

图12 焊接变形示意图
图13是三种方案沿路径3的Y方向焊接变形,由于翼板上下表面受热不均匀,导致钢板发生下凹变形,从而引起钢板中部下移和两边上翘,同时可以看出相比于两侧交替焊接的方案一和方案二,先焊完一侧再焊另一侧的方案三存在较大的整体向左倾斜变形,结合前文所述,是由于方案三前两道左侧焊缝使得腹板向左倾斜加大,这样虽然在一定程度上释放了部分残余应力,使方案三的应力水平降低,但也导致后续焊缝无法将变形反向纠正,反而增加了右侧翼板的上翘,最终使得钢板变形稍大,并伴有整体的向左倾斜;对于两侧交替焊接的方案一与方案二,由于两侧焊道熔敷金属冷却收缩的相互制约,残余应力得不到释放,导致应力水平偏高(图10和图11),但也使得左右两侧变形差异较小,上翘较为对称.
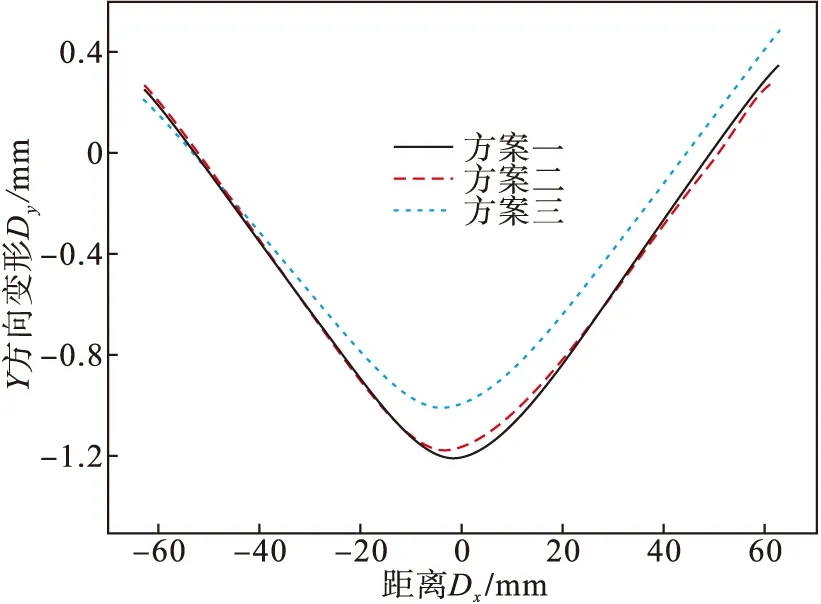
图13 三种方案沿路径3的Y方向焊接变形
5 结 论
1) 焊接顺序对钢板残余应力具有一定的影响,针对本研究所采用的双侧两层两道焊接方式,先焊完一侧再焊另一侧的方案三所产生的整体残余应力水平最低,高应力区面积也较小,而两侧交替焊接的方案一和方案二的应力水平稍高,高应力区面积也较大,其中方案一的应力水平最高.但三种方案在各自的第4道焊缝区的残余应力都已超过常温下钢材的屈服极限,需要提防焊接裂纹的产生.
2) 焊接顺序对钢板变形也有一定影响,先焊完一侧再焊另一侧的方案三所产生的整体向左倾斜变形最大,而两侧交替焊接的方案一与方案二的变形量略小,并且两侧变形较为对称.实际焊接过程中需要根据应力和变形的需求进行选择.
