重叠设备适配时如何预防设备偏中问题
2020-12-16李军谢军贤
李军 谢军贤
江苏中圣压力容器装备制造有限公司 江苏南京 211100
1 实际案例
设备为重叠结构,C 台在下,D 台在上,在制造过程中,先将D 台设备所有接管鞍座焊接完成,然后重叠CD 台设备,在重叠时未将C 台放置于D 台同一水平面上,就焊接C 台配对位置的接管和鞍座(现造成C 台整体设备约1.2°的水平偏差)[1]:①C 台下部位整体鞍座存在1.2°水平偏差(到正确基准线存在约28mm 不平度偏差)②C 台设备法兰与D 台同侧设备法兰存在1.2°水平误差,且后续若将两台管箱与壳程组装后,会造成C 台管箱下方的管口不平度约15mm。
2 原因分析
D 台设备在组对鞍座时,未水平,鞍座扭曲。
C 台重叠时未与D 台设备放置在同一水平线上,就焊接C 台鞍座,导致CD 整体扭曲,存在1.2°水平误差。
3 问题处理
(1)用千斤顶顶设备一侧,使上下3 和4 管口法兰水平(水平尺测量)。
(2)用垂线检查上部CD 台两壳体设备法兰螺栓跨中情况(实际检查完成D 台两壳体设备法兰螺栓孔跨中,下部C 台不跨中)。
(3)根据D 台两壳体设备法兰的螺栓孔中作基准线1 并标记出。
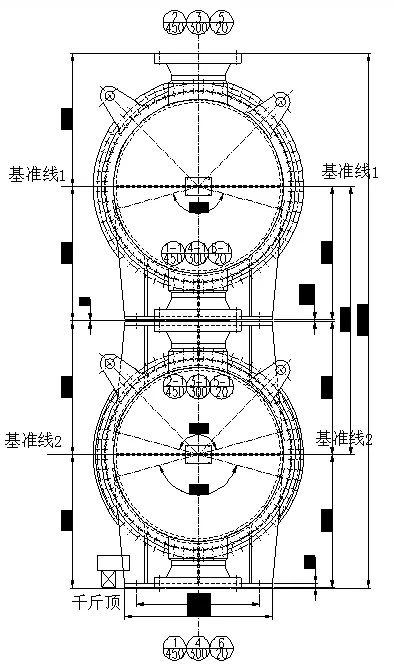
(4)将D 台两壳体设备法兰的基准线1 引向C 台壳体设备法兰的基准线2,此基准线2 作为C 台鞍座调整的基准。
(5)拆除对把设备CD,移走上部D 台。
采用气割切割C 台下部鞍座底板,取下,打磨清理切割表面。
(6)根据基准线2 重新组对鞍座底板,底板和腹板的间隙可采用实配的楔形板,开坡口焊透形式组对鞍座底板;
(7)底板焊接时,需将底板点固于平台或工字钢上焊接,防止底板焊接出现不平度问题,底板角焊缝尽可能盖住楔形板焊缝。
(8)对把实配管箱和外头盖时,需根据实际情况调整管箱和外头盖上面的接管垂直度(根据具体情况反馈)。
4 预防措施
(1)重叠设备在制造时,下面一台设备按如下步骤进行:
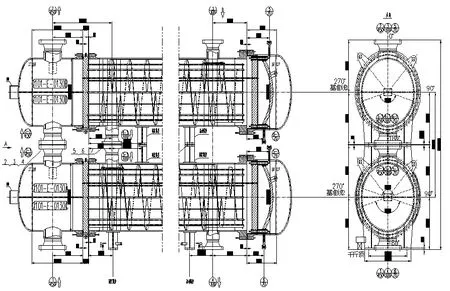
(2) 首 先 划 设 备 筒 体 基 准 线(0 °、90 °、180 °、270°),要求90°、270°二条基准线需相对水平(允许误差±2mm);此基准线通常跨中设备法兰螺栓孔,由于设备筒体有椭圆度,0°、180°上、下基准线可以适当调整;
(3)滑动端螺栓孔到固定端螺栓孔的间距检查,间距公差≤2mm;同时测量对角线,对角线公差≤3mm;
(4)滑动端和固定端鞍座的高度测量(轴向高度和环向高度),鞍座底面与容器中心的高度允差为+0--6mm(换热器鞍座高度公差:0--5mm);结果必须符合图纸及标准要求
(5)用粉线拉对角线测量鞍座底板面的不平度,要求中心交点O 处,二条线的间距≤2mm,严格控制二块底板面扭曲不平;
(6)满足上述步骤要求后,对固定鞍座和滑动鞍座进行防变形固定,间距用钢管固定保证间距,轴向和环向用拉筋固定保证高度。确认工装加固后方可焊接[2]。
(7)焊接完成后对鞍座尺寸进行复查,检查尺寸需满足图纸及标准公差,合格则通过。
(8)在下面一台设备鞍座组对焊接完成、检查尺寸合格后,方可进行上下两台设备适配,在适配时,需将下面一台设备放置水平,保证上下两台设备保持水平。
(9)以下面设备的90°、270°基准线,找上面设备的90°、270°基准线,需相对水平(允许误差±2mm);通过垫板进行调整使之符合要求后,方可焊接上面一台设备的鞍座及接管角焊缝。
(10)用垂线检查上下部两台壳体设备法兰螺栓孔跨中情况。
(11)在满足上述步骤要求后,对两台壳体所有尺寸复测,检查尺寸需满足图纸要求及标准公差,合格则通过。
重叠设备适配过程中,需要严格的注意组装的顺序,严格控制每一步的公差要求,预防后续累计误差导致的组装尺寸超差。根据实际案例分析后,通过解决案例问题,综合后提出与预防措施方案[3]。
