注塑材料在电机转子磁钢固定中的分析与应用
2020-12-04田雁飞伍惠玲
田雁飞,伍惠玲
(湖南有色金属职业技术学院,湖南 株洲 412000)
0 引 言
电动汽车电机由于安装空间狭小、工作环境恶劣,并且振动大、冲击大、腐蚀严重、高温高湿等,具有高密度、体积小、高功率、高扭矩、可靠性、耐久性和成本低等特点,完美符合国家对于环保、节能、高效率的要求[1]。
目前对于新能源电动汽车转子制作采用手工磁钢装配后在磁钢槽内安装楔紧块再浸漆、烘培等工序对转子磁钢进行固定,这种制作流程严重影响了转子制作的效率并增加了电机的制作成本[2]。因此现采用转子铁心段注塑工艺进行转子的制作,该工艺相比于浸漆、烘培工艺,能大大降低生产成本、降低劳动强度,提高生产效率。为使该工艺得到有效的应用,需要对转子注塑材料进行分析并对其应用进行研究。
1 注塑材料性能分析及验证
1.1 材料简介
14G33材料是玻纤增强改性PA66的典型产品牌号,PA66树脂的牌号是LEONA通过添加玻纤共混挤出成颗粒料。
该产品在汽车引擎室内零件(引擎支架等),机械零件、电气零件等领域有广泛使用;该材料可作为转子磁钢楔紧区域的注塑填充也可以将该材料用作新能源汽车电机的转子叶片[3]。
1.2 性能参数
14G33的主要性能如表1所示。
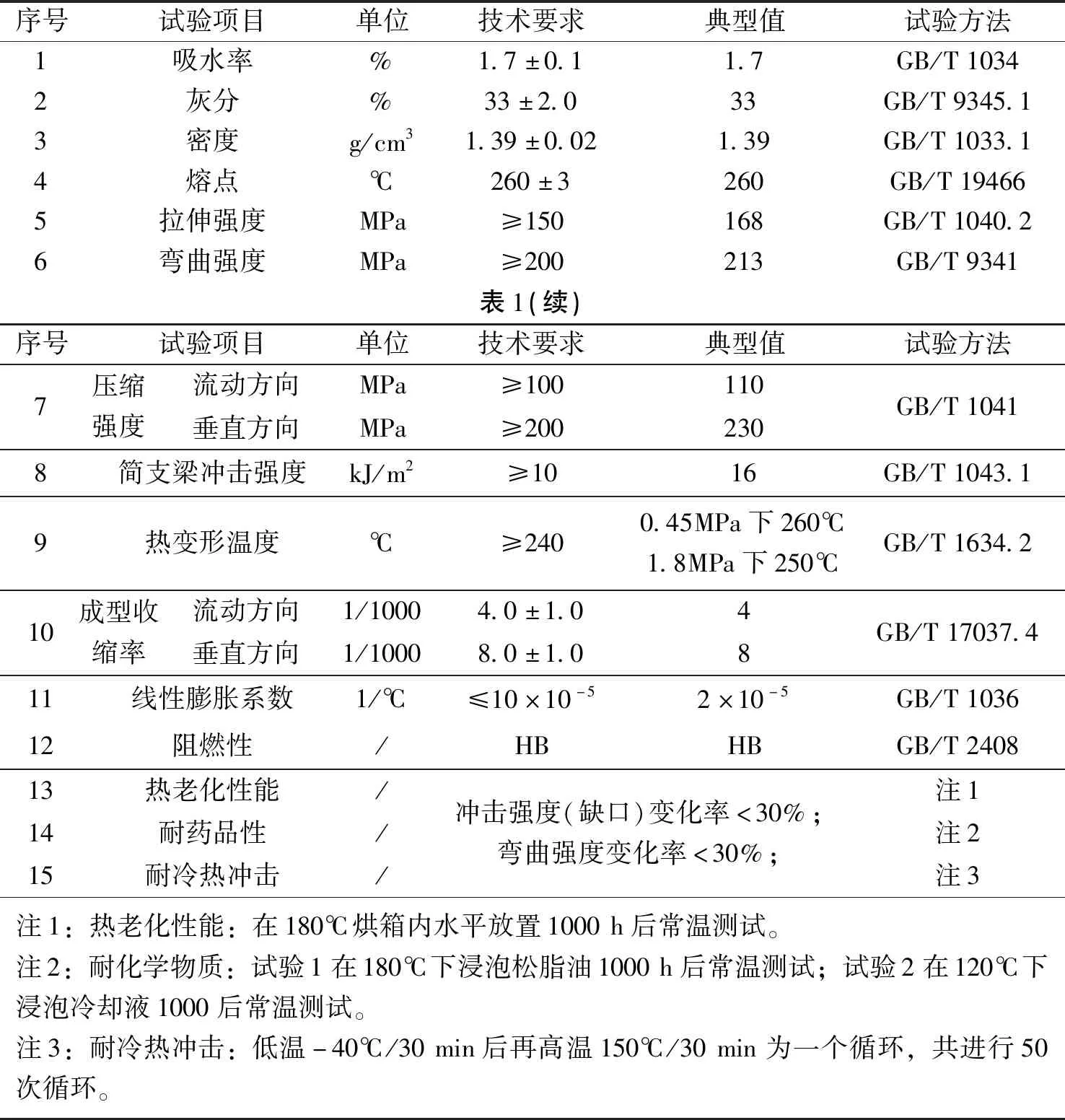
表1 14G33材料物性表
结合表1内容和在电机上的应用需求,对14G33材料的其他关键性能指标分析如下:
(1)PA66工程塑料属于热塑性材料,具有受热后变软,降温后变硬的热塑性材料的特性。加入玻纤后,无法改变其热塑性的特性,但可提高材料的强度、刚性、耐热抗老化性能及抗疲劳性能。14G33材料的热变形温度大于240℃,远高于永磁工作的极限温度150℃,在使用过程中不存在变形风险。
(2)14G33成型后,作为转子磁钢楔紧块工作时,在垂直方向承受压缩强度的考核,据表可见,其垂直方向压缩强度实测值110 MPa,远大于1.27 MPa的设计输入要求。
(3)14G33材料成型后其流动方向(对应楔紧块长度方向)的成型收缩率为0.4%,垂直方向的成型收缩率为0.8%;以某型电机用磁钢楔紧块尺寸计算,长度方向收缩尺寸为0.22 mm,垂直方向收缩尺寸不超过0.0264 mm(由于楔紧块形状不规则,取最大尺寸计算)。
(4)在极限工作环境下(150℃),以某型电机用磁钢楔紧块计算,其长度方向膨胀尺寸为0.165 mm;在垂直方向的膨胀因受到冲片约束,膨胀变形难以实现。
(5)经过180℃/1000 h的高温老化后,其机械强度变化率小于30%。
(6)在180℃下浸泡松脂油1000 h,或120℃下浸泡冷却液1000 h后,其机械强度变化率小于30%。
(7)在经过-40℃/30 min和高温150℃/30 min的50周期冷热冲击后,其机械强度变化率小于30%。
14G33材料通过注塑形成磁钢楔紧块后,在实际工作环境中承受压缩强度的考核,对压缩强度和三种典型机械强度指标进行确认,并与二苯醚玻璃布板加工成的楔紧块进行对比,测试结果如表2所示。
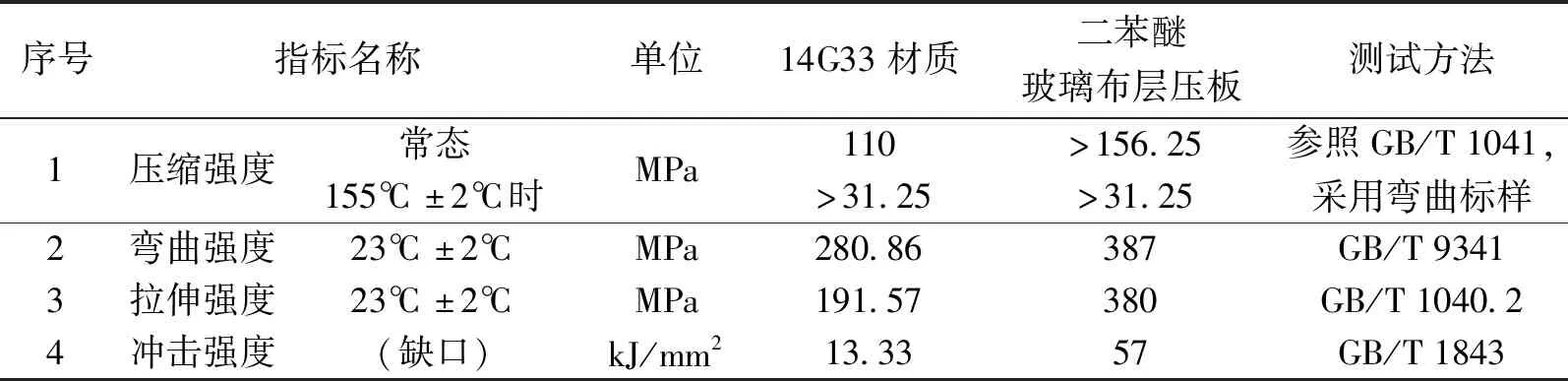
表2 14G33与二苯醚玻璃布层压板的机械性能对比
据表2数据可知,从材料成型方式来看,二苯醚玻璃布层压板是用玻璃纤维布浸以二苯醚树脂经烘培热压而成的板状层压制品,属于热固性材料,其在弯曲、拉伸和冲击强度较14G33有优势;14G33材料垂直方向常态压缩强度110 MPa,热态压缩强度超试验设备量程,其强度>31.25 MPa,均远超1.27 MPa的压缩强度设计要求。
1.3 热寿命分析
(1)UL认证
对于工程类塑料而言RTI(长期热老化温度)不同于热变型温度(HDT),热变型温度乃是一种短期间于一定压力下的待测体变形的温度。定义塑料的长期使用温度,通常情况下都是看UL黄卡中的RTI值。
根据14G33的UL黄卡(认证编号E48285)信息:
RTI Str为140 ℃,即材料在140 ℃下使用10万小时无冲击的力学性能将下降50%;
RTI Imp为125 ℃:即材料在125 ℃下使用10万小时有冲击的力学性能将下降50%。
(2)3000 h老化试验
为响应产品最高使用温度为150 ℃的输入条件,对14G33材料开展3000 h的不同温度点下的老化试验,做如下分析:
老化试验测试结果如图1所示,据图可见,14G33材料在200 ℃下开展1500 h试验后,其拉伸强度下降至约50%,结合“GB/T 11026 电气绝缘材料-耐热性评定”的规定[4],判定该材料在200 ℃下的可靠使用时间为1500 h,按绝缘材料“工作温度增加10度,使用寿命减半”的原则,推算其在150 ℃下的使用寿命约为4.8万小时。

图1 14G33材料3000h老化试验
2 注塑材料的应用
14G33原材料为颗粒料,采用注塑机挤出成型,实现对转子磁钢楔紧块区域的填充。
2.1 注塑参数
在注塑材料的应用过程中决定转子磁钢注塑效果的工艺参数主要为挤出温度,射胶压力及射胶速度。
挤出温度的设定需根据材料特性确定,通常加料段温度比材料熔点低5~20 ℃,过渡段高出熔点5~10 ℃,压缩段和均化段温度比熔点高15~30 ℃,射嘴段温度在保证不溢料前提下,比均化段高。
射出参数需结合模具及胶道的实际走向设定,射出压力及速度的设置不当,无法实现14G33材料对模腔的有效填充。经反复调试,在表3工艺参数下,获得了填充饱满的产品。

表3 主要工艺参数
2.2 注塑效果
在表3工艺参数下,单模注塑时间47 s,加上转子上下注塑台时间,单个转子注塑用时约3分钟。注塑产品效果详见图1。
PA66塑料在熔融状态下,流动性很好,可以用来加工很薄的元件,从注塑产品外观及解剖情况来看,14G33在填充原磁钢楔紧块区域的同时,还对磁钢与冲片之间的间隙形成了一定填充(注塑业称飞边)。转子解剖后,以14G33成型的楔紧块外观来看,其纵向方向两端与冲片平齐,横向方向围绕楔紧块留下了与冲片挤压产生的细微条纹。飞边和条纹的存在,证明了注塑料的填充紧密度,同时,也佐证注塑工艺参数在合理范围内。

图2 注塑试模及填充效果
2.3 材料成本分析
工程塑料在注塑过程中通常会产生一些不可避免的废料:一是水口料,主要包括产品以外的浇口和流道的成型物,这些材料通常可以经过粉碎回收再利用;二是在生产过程中料筒内材料因在高温下停留时间过长,塑料发生碳化、降解后,不得不射出的废料。
经称重统计,单段转子的注塑过程中,实际使用14G33材料转子约140 g;流道料90 g。由于目前注塑工艺尚未规范化,批量生产中的废料尚无法预计,以初次试模具材料使用情况来看,单个转子(共6段)实际用料不超过2 kg。
14G33材料小批量采购报价约26.5元/kg,以本次试模情况估算,算上正常损耗,单个转子的材料成本约53元。
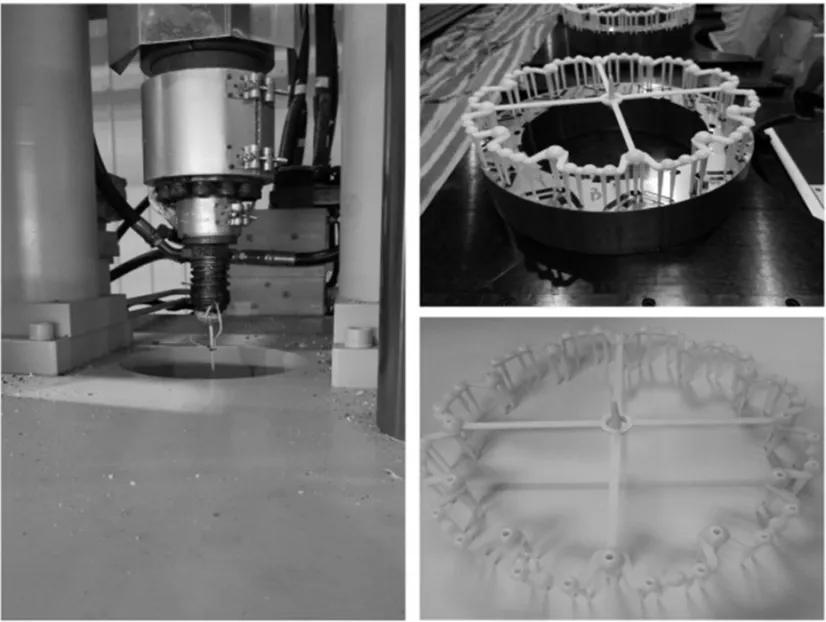
图3 注塑过程形成的胶道料
3 结 语
(1)注塑材料各项性能的分析验证(热塑性、强度、收缩率、耐久性等),证明了注塑用尼龙料代替传统二苯醚玻璃布板楔紧块的可行性;
(2)14G33材料性能机械强度满足设计需求;该材料在125 ℃下有冲击力工况下可使用10万小时;在140 ℃下无冲击力工况下可使用10万小时;在150 ℃极限工况下可使用4.8万小时。
(3)转子铁心段经注塑后可实现对楔紧块区域的有效填充。
(4)单个转子的生产时间约3分钟,可大幅提升生产效率。
(5)注塑材料的材料成本较二苯醚玻璃布层压制品加工的磁钢楔紧块,单台转子的材料成本可下降90%以上。