海上油基钻屑热脱附装置研制与应用
2020-12-02陈海涛
陈海涛
(中海石油(中国)有限公司 深圳分公司,广东 深圳 518000)
油基钻井液广泛地应用在页岩气井、大位移井、深井、高温高压井的作业中,钻井过程中,固相控制系统会分离出大量的油基钻屑[1]。油基钻屑内含有粒径大小不一的碎屑、矿物油、乳化剂、化学添加剂等物质,成分复杂,属于HW08类危险废弃物[2]。油基钻屑中含有大量的矿物油成分,具有很高的经济价值,若能回收利用,不仅能减少油基钻屑带来的环境污染,还能变废为宝[3-5]。针对海上平台钻井产生的油基钻屑,若运回陆地处理,成本高昂,且受危废处理单位限额制约,若能在海上平台就地处理,不仅能实现油基钻屑的无害化处理和资源化利用,还能大幅度降低处理成本,实现经济效益最大化。
1 技术路线
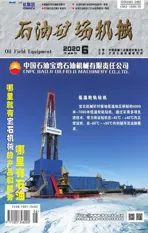
20世纪80年代,国内外陆续开始对油基钻屑处理技术进行研究,形成了一系列有效的油基钻屑处理技术,大致分为物理处理技术、化学处理技术和生物处理技术3类[6]。各种处理技术的优缺点对比如表1。
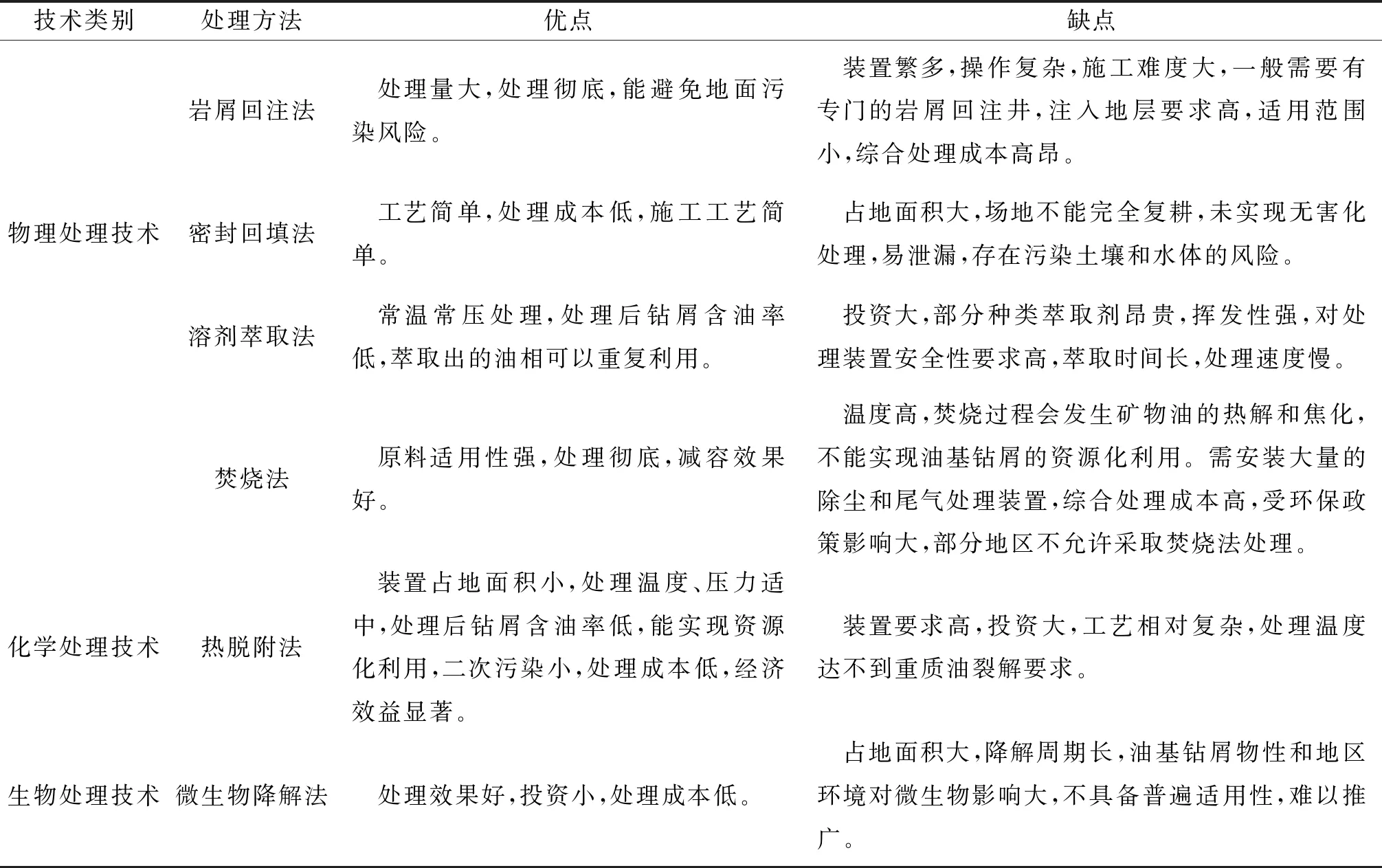
表1 油基钻屑处理技术优缺点对比
岩屑回注法[7]在我国渤海、南海等海域油基钻屑的处理中有过应用,该方法对回注地层和回注装置的要求较高,适用范围小。2011-06,渤海湾蓬莱19-3油田发生漏油事故,调查结果显示与岩屑回注有一定的关系。此后国内石油公司对岩屑回注法的选择越来越谨慎。密封回填法[8]未实现无害化处理,回填占用大量的土地,且需要将油基钻屑运回陆地处理,不适合海上平台油基钻屑处理。溶剂萃取法[9]是当前应用较为广泛的一种处理方法,在国内外油田都有着许多的应用案例,海上平台空间狭小,存放能力有限,能否及时地处理产生的油基钻屑关系到钻井作业是否能持续地进行。该方法萃取时间长、处理量小的缺点限制了其在海上平台的应用与推广。焚烧法[10]装置占地面积大,无法满足海上平台装置安装要求,且无法实现油基钻屑的资源化利用。微生物降解法[11]占地面积大,降解周期长,不满足海上平台油基钻屑的处理要求。热脱附法[12-13]具有占地面积小,处理效果好,处理量可观,经济效益显著等优点,适合海上平台油基钻屑的处理,常见的加热方式有电磁加热、电阻加热、微波加热等[14]。
2 热脱附技术分析
图1为热脱附技术路线图,油基钻屑被送到热脱附反应釜,真空泵将反应釜内抽成负压状态,在绝氧条件下采用电磁加热反应釜,反应釜内转子缓慢搅拌油基钻屑,使钻屑受热均匀防结焦。随着加热温度不断升高,在温度上升至300~320 ℃,保持温度恒定脱附40 min,油基钻屑含油率可以达到2%设计值以下。
在热脱附运行过程中,油基钻屑内的水、烃类物质挥发,蒸馏出的油、气、水气体混合物通过氮气吹扫进入冷凝换热装置。由于水、烃类物质的冷凝点不同,在冷凝过程的不同阶段依次被分离出来[15]。水和烃类物质经过离心机分离后分别回收到不同的容器内,水经检测合格后,直接排放,烃类物质可以重复利用,用于配制新的油基钻井液,实现资源化利用[16]。一部分气体,例如CO、NO、H2等,在经过冷凝换热装置后,仍然以气体的形式存在,进入尾气处理装置,经脱硫、碱洗、催化燃烧处理后达标排放[17]。
油基钻屑经过热脱附处理后,剩余的干渣,经排渣泵排出至渣土冷却箱中进行冷却,冷却过程中逸出的气体进入尾气处理装置,处理达标后排放。冷却后的干渣,含油率检测满足海域排放要求,排入海中,或者回收利用,用于铺路路基材料、烧制陶粒、制作免烧砖等[18]。若含油率检测不合格,则再次进入反应釜进行热脱附处理。
图1 油基钻屑热脱附技术路线
3 热脱附装置研制
3.1 第1代装置
第1代热脱附装置主要由制氮装置、上料装置、热脱附装置、尾气处理装置、冷凝换热装置、白油罐、渣土冷却箱、管线、电缆、集成控制系统等组成。制氮装置主要由制氮机、风机组成;上料装置主要由上料漏斗、输送螺旋、上料柱塞泵组成;热脱附装置主要由反应釜、超导电磁加热器及控制系统、真空泵、排渣泵组成;尾气处理装置主要由碱洗罐、脱硫罐、尾气净化装置组成;冷凝换热装置主要由冷凝器、压缩机、循环水泵、三相离心机组成。各装置之间通过管线连接,进行气、液、固相介质的传输。安装周期需7 d,装置占地面积约150 m2。
2016-06,第1代热脱附装置在南海A平台开展海上测试,共处理离心机出口油基钻屑约100 t。装置运行期间暴露出不少问题:故障率高,系统不稳定,严重影响处理效率;装置设计处理量小,处理速度慢,与钻井作业中油基钻屑的产生速度相差较多,造成油基钻屑在海上平台大量堆积;装置集成度低,占地面积大,拆装耗时较长,零散件多,吊装工作量大。
表2汇总了第1代热脱附装置在A平台测试期间,遇到的装置故障问题。从表2中可以看出,装置故障集中在反应釜、上料系统和冷凝器上,常见的问题有:反应釜内主轴异响,内壁焦结,刮板损坏及真空度不达标;上料系统不稳定,柱塞泵易堵塞;反应釜到冷凝器的气体入口易被飞尘堵塞,蒸馏出的气相物质无法进入冷凝器。
针对测试过程中遇到的问题,提出改进方案,为热脱附装置的升级改造指明方向。

表2 第1代装置运行常见故障及改进方案
3.2 第2代装置
针对第1代热脱附装置在海上平台测试期间遇到的问题,主要在以下3个方面进行升级改造。
3.2.1 增加岩屑箱翻转架
海上平台一般用岩屑箱回收油基钻屑,第1代装置中,由于没有自动上料装置,需要作业人员先将油基钻屑从岩屑箱中挖出来,再填料上料,费时费力,后期改用油污垃圾袋回收油基钻屑,省去了挖油基钻屑的环节,但油污垃圾袋的塑料内衬容易脱落,堵塞柱塞泵,油污垃圾袋的消耗相应地增加了油基钻屑的处理成本。
在第1代装置上料系统的基础上,增加岩屑箱翻转架,将岩屑箱放到翻转架内,予以固定,翻转岩屑箱将油基钻屑倒入上料漏斗内,大幅提高了上料速度,减轻作业人员劳动强度,避免了油污垃圾袋内衬脱落堵塞柱塞泵的情况发生,省去了油污垃圾袋的费用。
3.2.2 双反应釜设计
从第1代热脱附装置的运行情况来看,反应釜是故障率最高的部件。由于采用的是单反应釜设计,如果反应釜出现故障,整个热脱附处理装置都需要停工,严重影响处理速度。在第2代的热脱附装置中,采用双反应釜设计,可以单反应釜独立运行,也可以双反应釜同时运行,双反应釜的设计大大提高了处理速度,也避免了因维修反应釜导致整个处理系统全停的情况发生。
3.2.3 撬装化改造
第2代热脱附装置被加工制造成5大撬块:制氮装置撬、上料装置撬、热脱附装置撬、尾气处理装置撬、冷凝换热装置撬,如图2所示。第2代装置大幅提高了装置的集成度,大幅减少了吊装工作量,安装周期由原来的7 d缩短至3 d;并且在增加岩屑箱翻转架、反应釜等装置的情况下,占地面积由原来的150 m2减小至120 m2。

1—制氮装置撬;2—上料装置撬;3—热脱附装置撬;4—尾气处理装置撬;5—冷凝换热装置撬。
4 现场应用
2019-09—12,第2代热脱附装置在南海B平台开展现场应用,B平台位于三级海域,根据GB4914―2008《海洋石油勘探开发污染物浓度限值》要求,钻屑含油率在8%以下,可以直接排入海中。本次热脱附装置处理对象为固控系统离心机出口的油基钻屑,密度2.16 g/cm3,粒径35~74 μm,含油率16%。第2代热脱附装置运行86 d,处理油基钻屑1 116.4 t,平均日处理量13.0 t/d,最大日处理量达21.7 t/d,能满足钻井作业对于钻屑处理速度的要求,保证钻井作业的连续性;在双反应釜运行的情况下,一次进料约1 t,脱附温度300~320 ℃,脱附时间40 min,处理后的钻屑干渣含油率在1.3 %~1.7 %,达到三级海域排放要求,直接排入海中。如图3所示。
5 结论
1) 热脱附法具有装置占地面积小,处理效果好,处理量可观,经济效益显著等优点,是适合海上平台油基钻屑处理的技术方式。
2) 油基钻屑在热脱附反应釜内,通过电磁加热的方式,升温到300~320 ℃,恒温脱附40 min,蒸馏出的烃类、气、水气体混合物经氮气吹扫进入冷凝换热装置,烃类物质、水冷凝成液相后,经离心机分离成单独的烃类物质和油,剩余的CO、NO、H2等气体进入尾气处理装置,经碱洗、脱硫、催化燃烧处理后达标排放,处理后的钻屑干渣含油率在2 %设计值以下。
3) 第1代热脱附装置存在着故障率高,系统不稳定;设计处理量小,处理速度慢;装置集成度低,占地面积大的局限性。第2代热脱附装置在此基础上进行升级改造:增加岩屑箱翻转架,提高上料速度;双反应釜结构设计,提高处理速度,减少因反应釜维修导致的停机时间,提高装置运行效率;将热脱附装置集装成制氮装置撬、上料装置撬、热脱附装置撬、尾气处理装置撬、冷凝换热装置撬五大撬块,安装周期由7 d缩短至3 d,占地面积由150 m2减小至120 m2。

图3 南海B平台油基钻屑热脱附处理参数曲线
4) 第2代热脱附装置在南海B平台应用期间,86 d共处理1 116.4 t油基钻屑,平均日处理量13.0 t/d,最大日处理量21.7 t/d,处理后钻屑干渣含油率1.3 %~1.7 %,满足三级海域排放要求。