桥壳后壳盖失效分析
2020-12-01宋寅方强汪茂根黄高荣
宋寅,方强,汪茂根,黄高荣
(江铃汽车股份有限公司 ,江西南昌 330001)
0 引言
某车型在道路试验过程中,出现桥壳后壳盖疲劳开裂导致漏油的问题。通过路谱采集,在台架上模拟复现了同样的失效模式,从而找到了失效的根本原因。从壳盖材料、焊接工艺等方面提出了改进措施,解决了漏油问题,为桥壳后壳盖的设计开发提供了参考。
1 故障描述
整车道路试验过程中,在桥壳后壳盖上部位置出现两起润滑油渗漏故障,失效初始仅出现小面积油痕,随着里程的累积,油痕面积逐步扩大,最后成滴状。清洗掉油迹后,均发现后壳盖上有一道裂纹[1](图1),长度约76 mm,渗油是由于桥壳后壳盖出现开裂导致,失效里程在3 000~40 000 km之间。
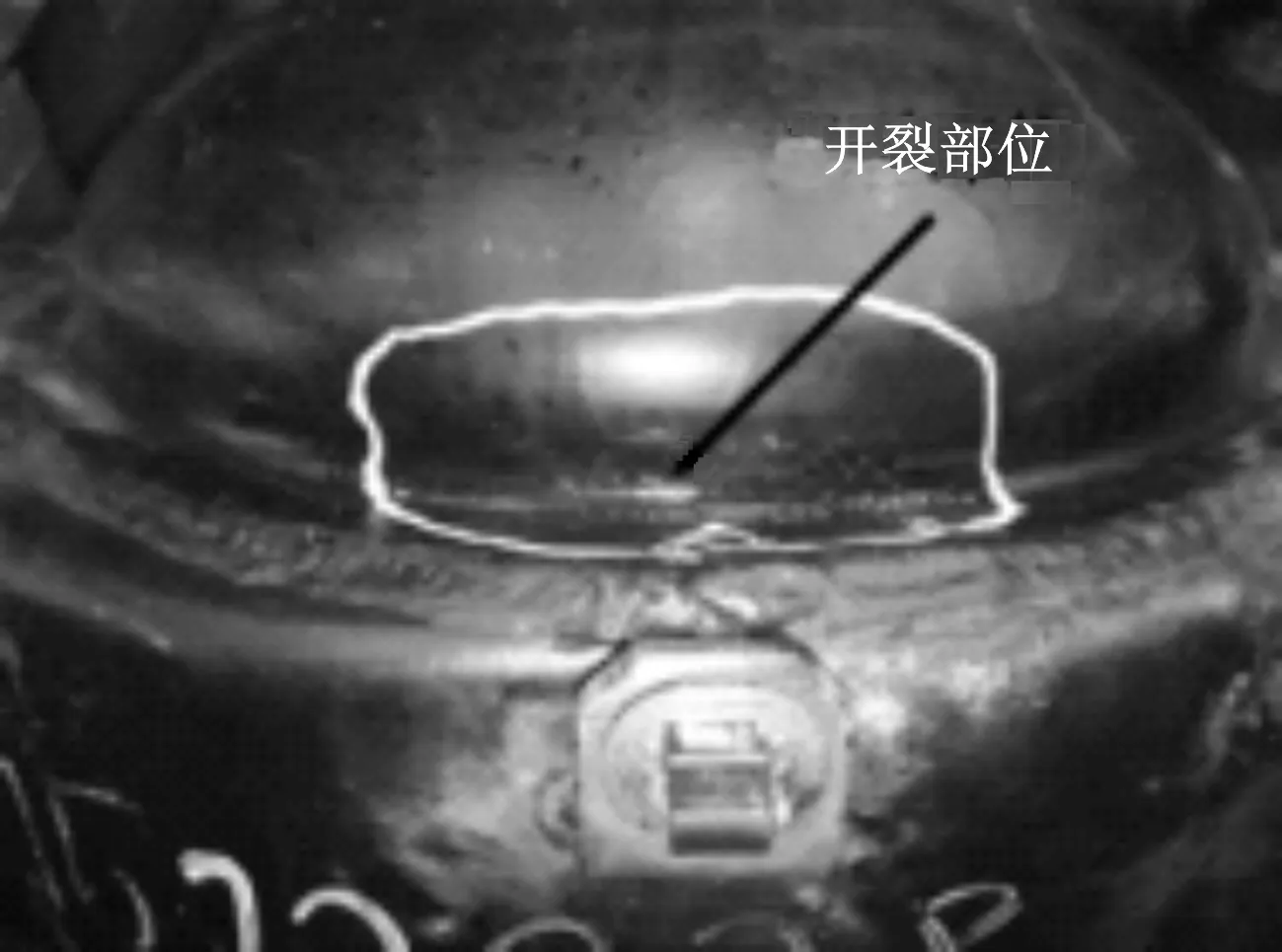
图1 后壳盖开裂
2 失效件分析
测量故障件板厚为2.7~2.8 mm,符合材料拉伸范围要求(理论最小允许厚度1.98 mm)。材料成分见表1,符合标准要求。

表1 材料成分检测 %
宏观观察故障件,裂纹距离焊缝位置超过10 mm,属于母材区域,既不是焊缝区,也不是热影响区。故障件表面有球状颗粒(图2),局部裂纹有沿球状颗粒扩展的趋势。球状颗粒是焊接时焊渣飞溅到后壳盖表面,会在金属表面产生类似焊接的金相组织,并有一定深度的热影响区,降低后壳盖的强度。

图2 球状颗粒附着壳盖表面
沿断口试样横截面切取磨制金相试样,经3%硝酸酒精溶液腐蚀、清洗、干燥后,宏观照片如图3所示,焊缝、薄板的位置特征清晰可见。置于莱卡DMI5000M金相显微镜下观察,断口处金相组织为铁素体+珠光体组织,裂纹两侧未见偏析、杂质、脱碳等现象。同时在金相试样上进行洛氏硬度测试,经沃博特洛氏硬度计检测,故障件的洛氏硬度为52HRB,故障件金相组织和硬度均正常。
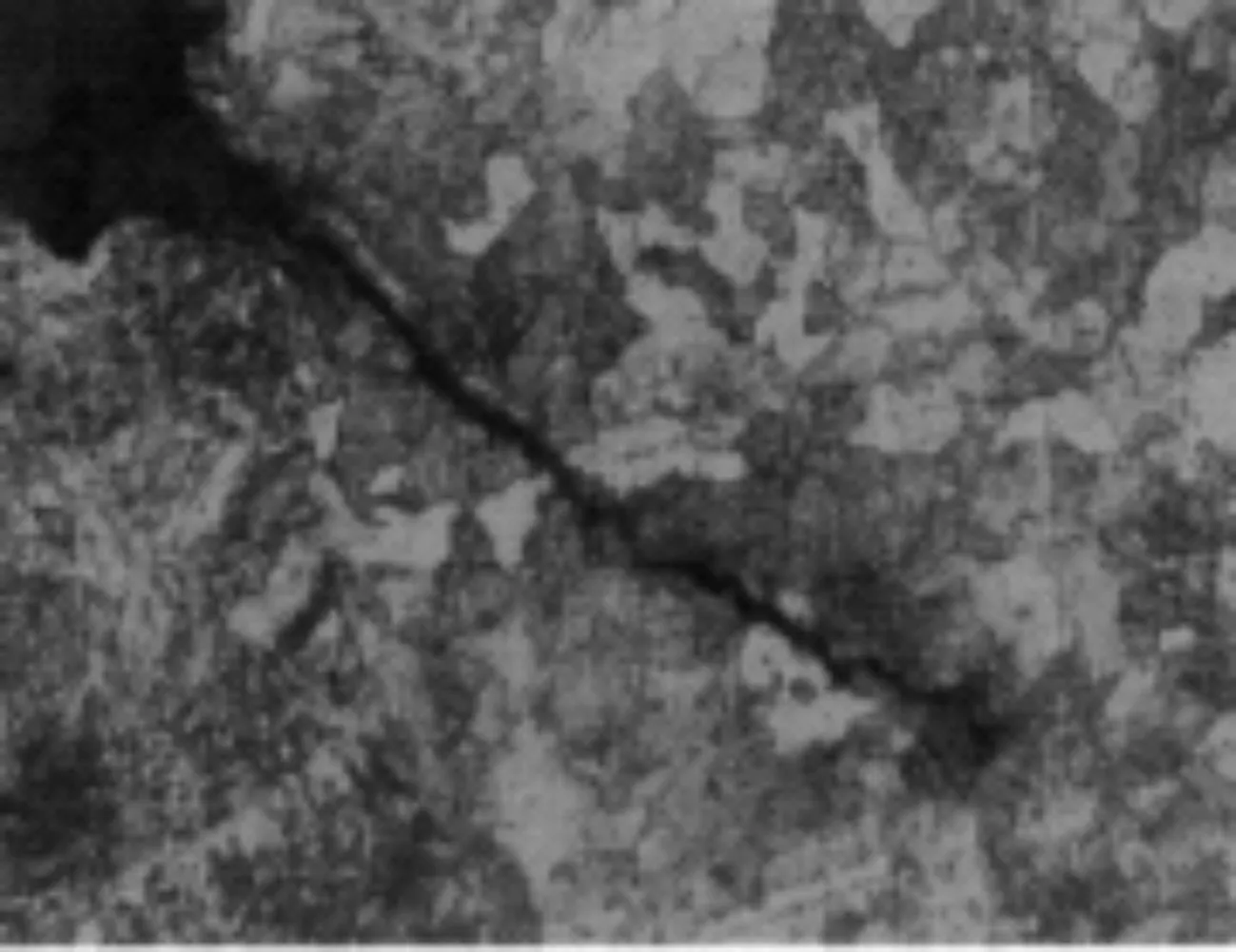
图3 裂纹附近金相组织
将断口试样经超声波清洗干燥后,置于TESCAN扫描电子显微镜下观察,起裂区在内侧,为多点起裂,如图4所示。
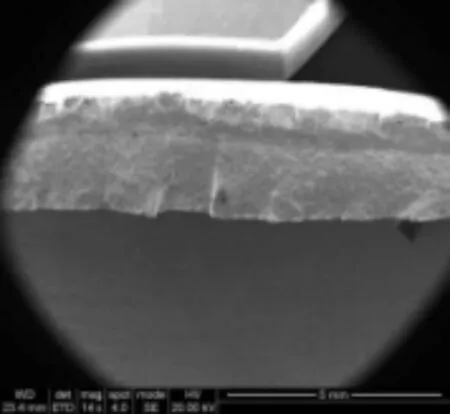
图4 断口14倍SEM照片
在起裂区未见明显的冶金缺陷,其形貌为准解理+撕裂,如图5所示。
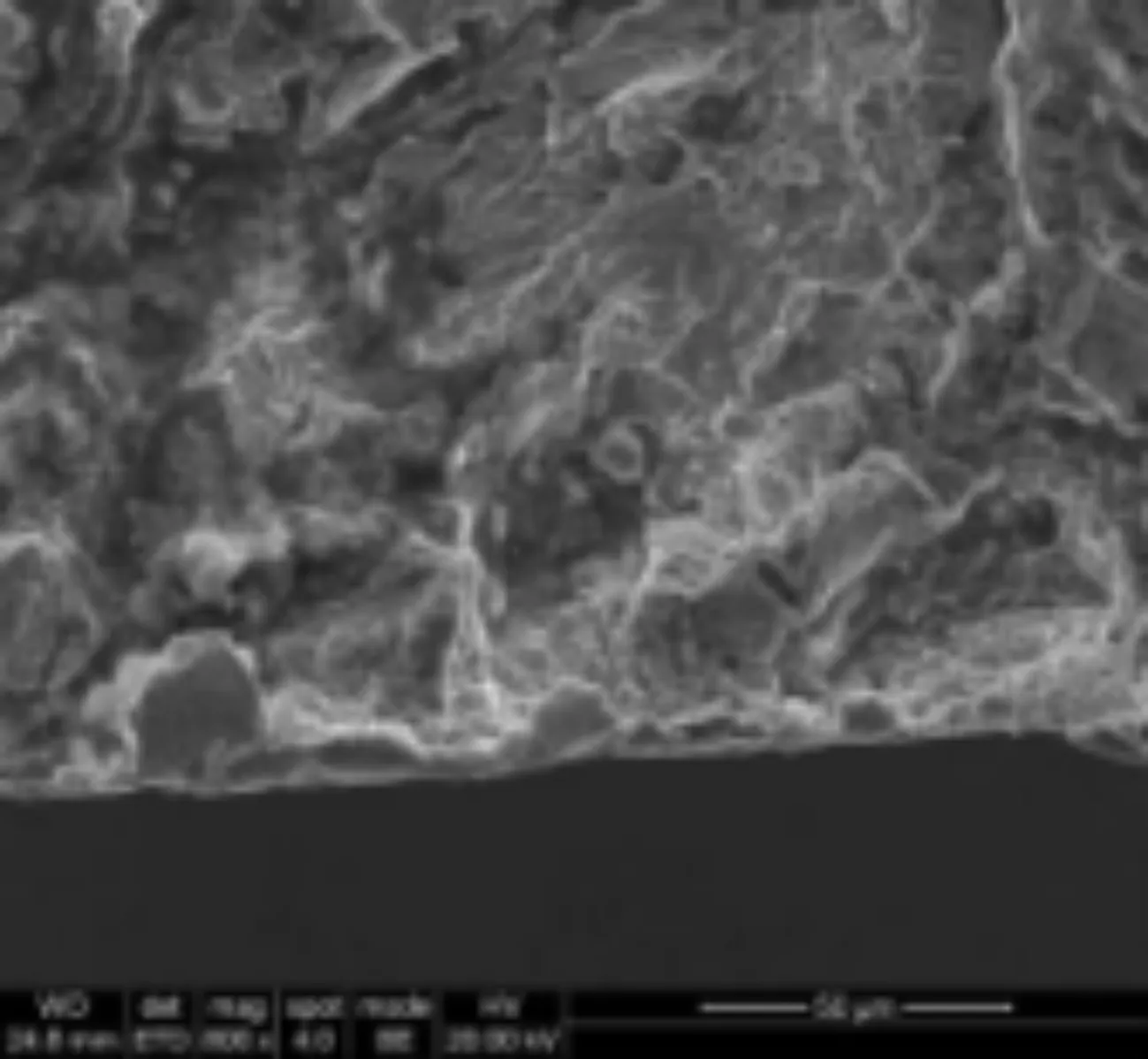
图5 起裂区800倍SEM照片
扩展区形貌为准解理+贝壳纹,如图6所示,为典型的疲劳断口特征。
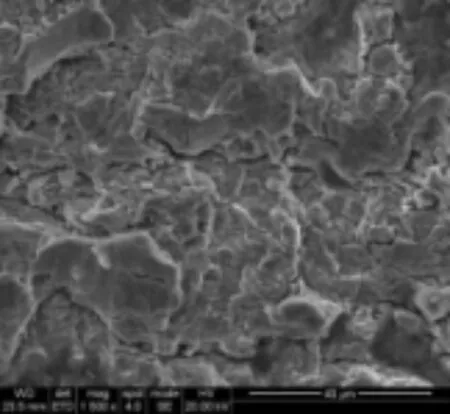
图6 扩展区1 500倍SEM照片
从对故障件的分析结果可以看出,后壳盖属于疲劳断裂,但故障件本身除焊渣飞溅到表面之外,其他方面未见明显的质量缺陷,这就需要从后壳盖的设计及使用环境去判断引起本次失效的原因[2]。
3 失效原因分析
3.1 壳盖材料机械性能
根据标准GB/T228.1—2010进行材料拉伸试验[3],如图7所示,试样厚度3 mm,宽度30 mm,材料下屈服强度为175 MPa,抗拉强度290 MPa,符合原材料供应商技术协议中定义的要求。

图7 材料拉伸试样
3.2 CAE分析
根据现在发布的行业标准《QC/T533—1999 汽车驱动桥台架试验方法》中驱动桥桥壳垂直弯曲疲劳试验的加载方法,建立CAE分析模型(图8),得到桥壳后壳盖开裂区域应力为38 MPa(图9),壳盖材料屈服强度为175 MPa。整车道路试验是按标准负荷加载的,没有发生超载情况,同时桥壳垂直弯曲疲劳台架试验已通过验证[4],且没有出现后壳盖失效故障。因此从CAE分析及台架试验结果判断,后壳盖不可能在只承受垂向力作用下发生疲劳断裂。

图8 CAE分析
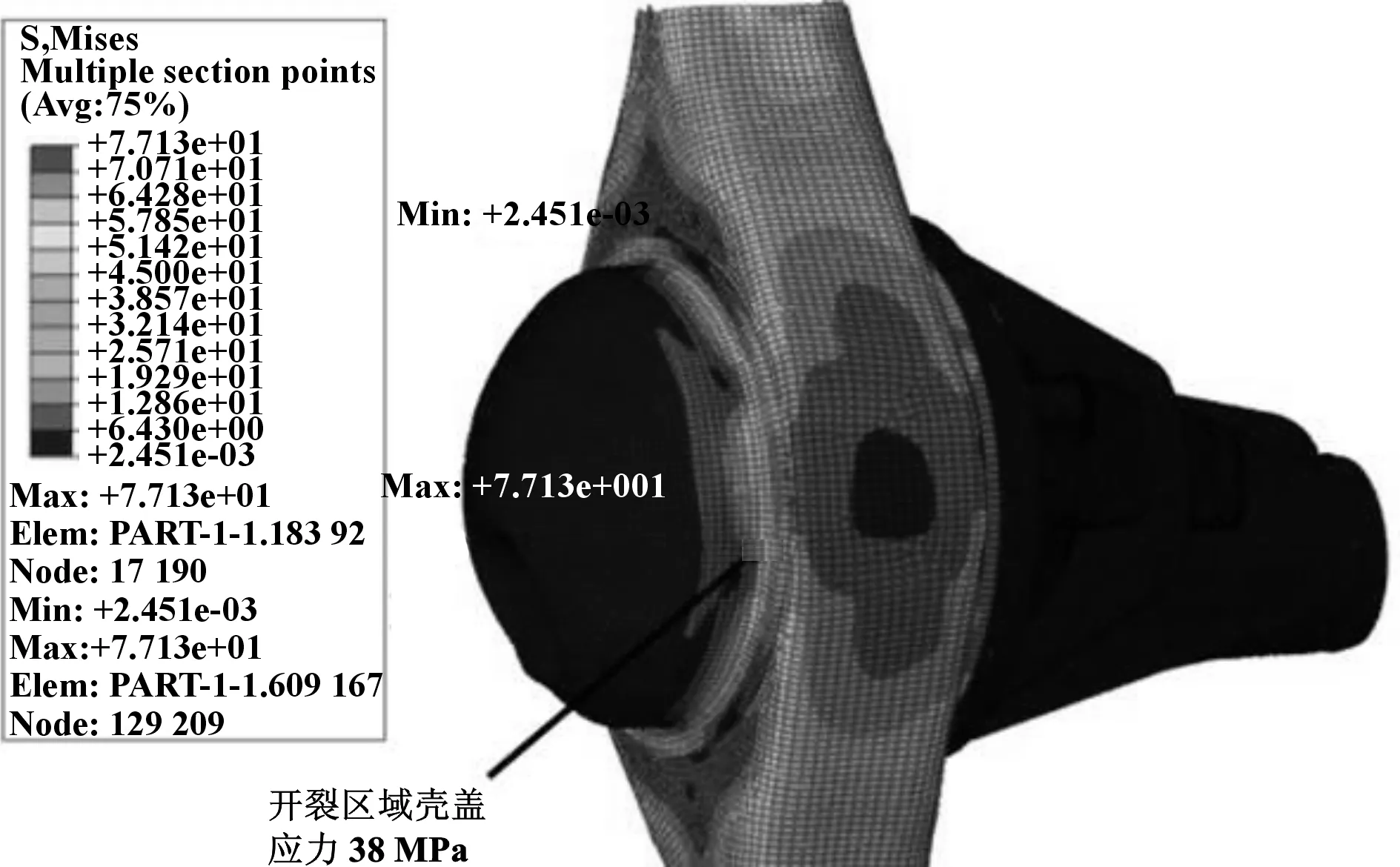
图9 后壳盖应力图
3.3 路谱采集及台架对标
基于故障件、原材料机械性能及常用工况CAE分析结果均未发现异常,有必要对样件的使用环境进行路谱采集,以便进一步查找失效原因。应变片贴在后壳盖失效位置(图10),90°为整车X方向,0°为Y方向,45°为Z方向,在试验场地测试开裂位置处的应力应变。实测结果表明90°方向(即整车X向)应力应变最大,最大值达到244 MPa,95%道路工况开裂位置应力值为103 MPa(图11)。
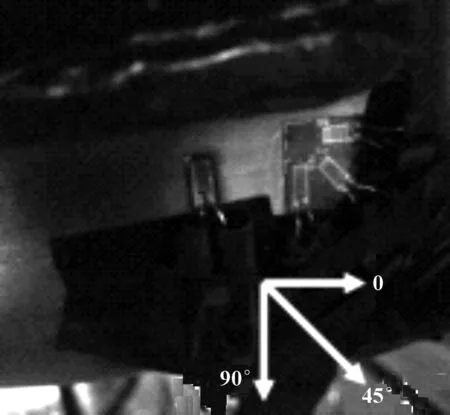
图10 开裂位置贴应变片
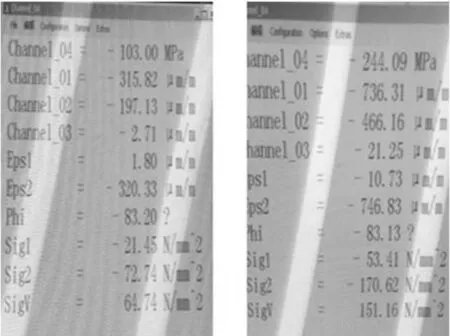
图11 道路测试应力值
根据路谱采集结果,欲在台架上模拟道路试验受力来复制整车上的故障模式。将装配主减速器壳体的桥壳总成样件,按主减速器壳体朝上的状态安装在试验台架上(图12),同时在开裂位置贴应变片以监控台架试验工况后壳盖受力与道路试验基本一致。共测试3台样件,均出现桥壳后壳盖开裂,开裂位置与道路试验一致。对台架试验开裂件进行检测,金相组织、材料成分等均正常。

图12 台架试验装置
3.4 焊接对材料性能的影响
文中提到故障件表面有附着焊接时,飞溅到后壳盖表面的焊渣。在供应商现场抽取后壳盖表面附着焊渣的样件进行硬度梯度检测,判断焊缝热影响区范围以及焊渣的影响[5]。将样件磨制成金相试样(图13),分别进行硬度检测:
(1)焊缝热影响区分析:沿图13箭头1方向进行硬度梯度检测,每隔0.5 mm取一个检测点,硬度曲线如图14所示。 在焊缝区域任取一个点为测试起点(坐标位置0点),距离起点1 mm位置处为焊缝区域,该区域硬度最大为188 HB。从位置1 mm点开始,硬度快速下降。距起点位置1~2 mm区域为焊接热影响最大的区域,最低硬度为116 HB;距起点位置2~6 mm区域硬度逐步上升,位置6 mm点硬度152 HB,接近母材硬度(≥150 HB),焊缝热影响区域在1~6 mm范围。本次故障件开裂区域距离焊缝10 mm,因此焊缝热影响区对本次失效基本关联。
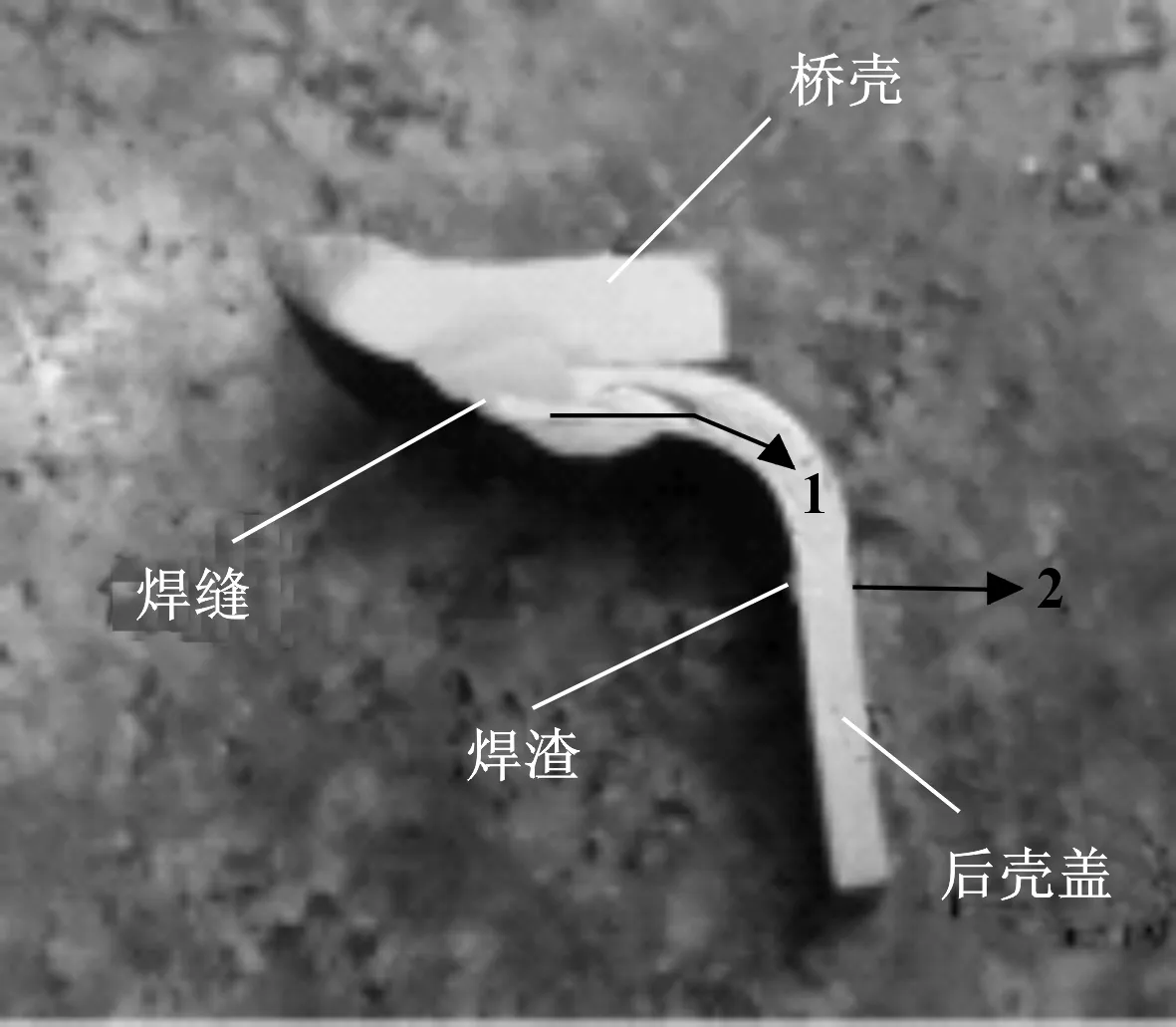
图13 抽检试样

图14 焊缝热影响区硬度梯度
(2)焊渣的影响:沿图13箭头2方向进行硬度梯度检测,每隔0.2 mm取一个检测点,硬度曲线如图15所示。在焊渣区域任取1点为测试起点(坐标位置0点),距离起点0.2 mm位置处为焊渣区域,该区域硬度最大321 HB。从位置0.2 mm点开始,硬度快速下降。距起点位置0.2~0.4 mm区域为焊渣热影响最大的区域,最低硬度为137 HB;距起点位置0.4~0.6 mm区域硬度逐步上升,位置0.6 mm点硬度152 HB,接近母材硬度(≥150 HB),焊渣热影响区域在0.2~0.6 mm范围。从故障件分析来看裂纹有沿焊渣扩展趋势,焊渣对本次故障可能会有一定的影响,但不是关键影响因素。
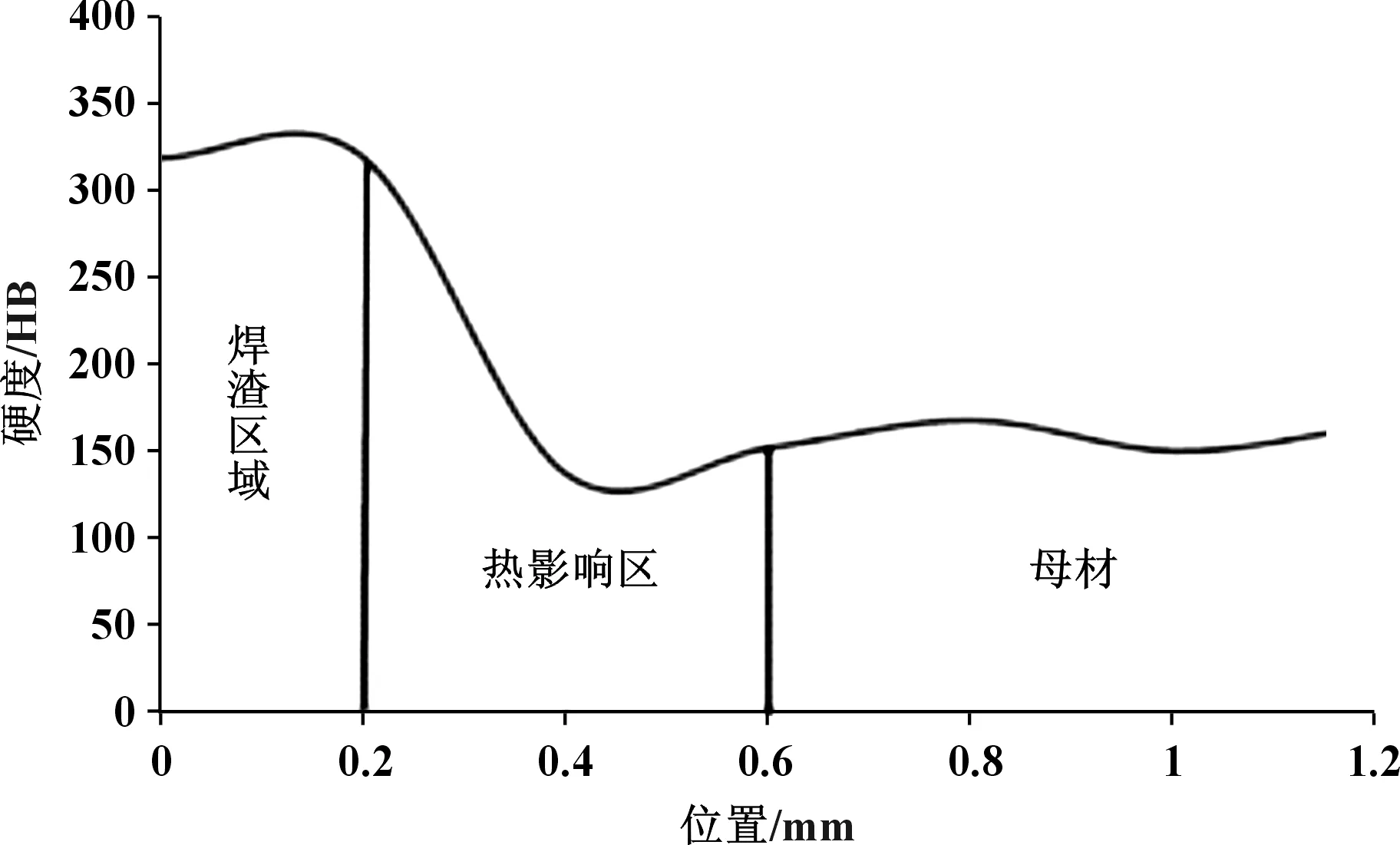
图15 焊渣热影响区硬度梯度
通过以上分析,导致失效的主要原因是道路试验工况整车X方向作用力大,后壳盖承载能力不足,需要对壳盖的材料进行重新选型。
4 解决措施及验证
根据路谱采集的结果,后壳盖材料选择热轧板SAPH440,屈服强度不小于305 MPa,抗拉强度不小于440 MPa。按照图12方式进行台架验证,完成80万次循环后,检查后壳盖是否开裂。原状态试样在完成80万次台架循环,后壳盖出现开裂;新材料试样,完成80万次循环,后壳盖未开裂,继续进行台架试验至185次循环,试样无裂纹,试验停止。台架试验寿命至少提升1.3倍以上,新状态样件也顺利通过整车道路试验考核。
5 结束语
综上所述,后壳盖失效是在整车X向作用力下,后壳盖强度不足引起的。在实际工作中,后壳盖通常与桥壳壳体一起组成总成件,按行业标准《QC/T533—1999 汽车驱动桥台架试验方法》中驱动桥桥壳垂直弯曲疲劳试验进行验证,往往忽略了来自整车X方向作用力的台架验证。本文阐述的后壳盖开裂是典型的失效案例,通过道路试验路谱采集和台架试验对标分析,可建立适用企业设计研发用的台架验证标准,为今后零部件开发提供理论依据,在设计初期就考虑到类似风险并规避,提高开发效率。
