金属材料检测中存在的问题及解决办法
2020-11-28曾兵
曾 兵
(重庆市机械工业理化计量中心,重庆 400020)
金属材料检测期间的干扰因素较多,易导致检测结果偏离实际情况,从而向市场中输送质量不达标的产品,造成不同程度的损失。鉴于此,有必要围绕检测过程中的问题及解决办法展开探讨,提高金属材料的检测水平。
1 金属材料检测分析
金属是一种在自然界常见的材料,不同的金属材料有着不同的性能。因而不同的金属材料在检测过程中会遇到不同程度的检测难度与压力。使用不同的方式进行金属材料的性能的检测,能够发现金属材料潜在的不同问题[1]。金属材料类别丰富,其性能检测方法具有差异性,但较为普遍的是直接检测材料的机械性能,例如拉伸试验、冲击试验、弯曲试验、剪切试验等,根据所得的数据对材料的特性作出判断。检测的方式具有操作便捷的特点,仪器可较为精准地读取数据,避免人为读取而出现误差过大的情况,但也存在局限之处,即难以确定造成性能差异的具体成因。而金相分析可以确定性能差异的原因,金属材料具有特定的金相组织,随着金相组织的变化,材料的性能存在差异。组成元素及热处理方式是影响金相组织重要因素,在产品选材等相关工作中应充分考虑到此类因素,以确保材料性能可满足使用要求。
2 影响金属材料检测结果准确性的主要因素
外在因素将成为干扰金属材料检测结果的关键性因素,在金属材料检测过程中,应积极避免外在因素对于金属材料检测过程中的干扰,从而提高金属材料检测质量[2]。这对于金属材料研究,并应用于实际应用具有极高的现实意义与价值。影响检测结果主要几个方面具体如下。
(1)检测环境.环境的变化将导致金属材料的性能存在差异化,因此在试验时需加强对环境的控制,创建标准环境,以便快速完成试验,否则需注明环境条件。根据金属材料的特性,普遍具有温度提高则强度下降的变化特性,而在改变温度后其疲劳性能也随之变化[3]。高温环境下,材料将存在蠕变现象,且环境温度的提高将使得蠕变变形速率加快,破坏所需时间缩短;反之,若温度降低,则材料的脆性将明显加强。此外,温度的变化还将导致金属材料形位公差发生改变,根据热胀冷缩的基本原理,在试验前必须控制好温度关系,即环境、设备及试样各自的温度应具有一致性,无特殊要求时,以标准温度为宜。
(2)试样状态。金属材料在经过热处理等相关工序后,所具有的性能将与原始状态存在明显差异。以6063铝合金材料为例,T6状态下其布氏硬度可达到75HBW左右,若未经过强化处理,该指标则为25HBW左右。在检测试样前需做全面的了解和分析评判,明确该试样在此之前是否接受过处理,对其初始状态作出判断,以免最终的检测结果与实际情况产生偏差。
(3)设备状态。检测设备在长时间使用后,其检测精度将呈下降的趋势,因此需做好定期维护保养工作。但实践表明,由于检测设备性能不足而导致检测结果失准的情况屡见不鲜。以盐雾试验箱为例,在缺乏定期的维护保养时,箱内堆积的氯化钠颗粒量将逐步增加,溶液浓度受到影响,同时可见喷头堵塞、喷雾不均匀等问题。对于洛氏硬度计而言,试验力的加载时间会对硬度结果带来影响,根据GB/T 230.1-2018《金属材料洛氏硬度试验第1部分:试验方法》可以得知,主试验力的加载时间需达到1s及其以上但不可超过8s,若时间不足或过长,则均影响到检测结果的准确性。因此,需保证时间的恒定,以保证检测结果的可靠性。
(4)人为误差。检测人员是检测全流程中的重要参与主体,受人员主观方面的影响,易产生人为误差。一方面,在检测方法不合理、检测操作不规范的情况下,将出现人为误差;另一方面,对检测设备的维护方法不合理或是未定期完成时,检测结果难以准确反映实际情况。相比之下,检测人员专业水平不足是产生检测误差的主要成因,由此表明提高检测人员综合水平具有必要性。
3 金属材料检测的主要问题及解决方法
(1)力学性能试验。金属制品生产全流程中普遍采用多种加工手段,期间材料自身的特性易受到影响,因此需在产品成型后再组织检测工作,以便准确反映材料的实际情况,所用试验方法应根据产品的特性合理选择。
薄板类试样的质量检测以拉伸试验为主,需配置通用夹具,具体如图1所示。但此类试样过薄,由于夹头存在凸起处,因此难以有效夹紧试样,试验期间易出现试样打滑的情况。对此,需增加试样与夹头间的摩擦力,例如利用橡胶条缠绕试样两端,在夹持时将夹头凸起处嵌入预先缠绕好的橡胶条内,试样与夹具可稳定结合,在此条件下便可正常拉伸,期间试样从夹头处滑脱的概率将大幅下降。

图1 通用夹头
万能材料试验机配置高精度的载荷传感器,利用该装置可检测试样所受的载荷,设备通常保持恒定速度运行,根据试验数据可生成载荷-位移曲线,作为质量分析的依据。若仅考虑最大荷重的情况,该方法所得的试验结果具有较高的准确性;但从微观层面来看,压缩试验存在较大的误差,而拉伸试验的结果依然具有较高的准确性。究其原因,材料在承受压应力和拉应力时各自的形变量具有差异性,普遍具有前者小于后者的关系,设备难以按既定的速度要求展开试验,可以发现横梁的运动速度将小于预定速度。若试验机未配置光栅传感器,对材料实际情况的感知敏感度偏低,难以及时且准确地掌握材料的变化特点,而所得结果中的位移数据反映的是设定速度与试验时间所产生的结果,使得所得曲线中的信息缺乏参考价值,除最大荷重外,其它方面均与实际情况存在偏差。为避免该问题,可为试验机加装光栅传感器,若不具备增设光栅传感器的条件,宜转为拉伸试验,以作为压缩试验的取代形式。
(2)硬度检测。金属材料的硬度检测方式多样,由于具有试验方便、成本较低、制样要求简单等特点,广泛应用于快速鉴别材料的性能。在实验室环境中布氏硬度和维氏硬度两种主要方式的检测需考虑到试件的压痕直径,确定该值后再查表寻找,得到相匹配的硬度结果。压痕长度或直径的变化受多方面因素的影响,例如试样表面粗糙度、试验力等。具体而言,在试样表面粗糙度增加时,压痕轮廓则越模糊,产生的结果与实际情况的偏差将加大。以铝材线切割后的情况为例(具体如图2所示),其压痕边缘处偏模糊,不利于硬件检测工作的开展,为使边缘可精准呈现,需利用砂纸打磨,维氏硬度试样通常还需要进行抛光,在此条件下再组织硬度检测工作,以便得到较准确的检测结果。
若检测布氏硬度,在组织检测前需明确材料的硬度情况,确定试验力和压头直径的具体控制值,要求压痕直径d至应满足0.24D<d<O.6D(D为压头直径)的关系,否则试验结果将缺乏说服力。
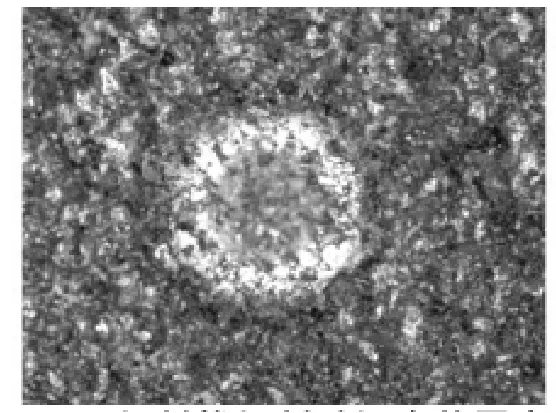
图2 铝材线切割后打磨前压痕
洛氏硬度检测时可根据实际情况选择标尺,如利用标尺C检测后,若检测结果高于标尺测量范围,可利用标尺A或B等完成测量工作,最终得到具体检测结果,不同标尺之间的数值不能直接比较大小用以判断材质软硬。
硬度测试时还需要考虑试样厚度是否满足要求,压痕之间是否会产生相互影响以及边缘效应。
(3)成分分析。火花直读光谱仪是金属材料成分检测中较为主流的设备。而对于有色金属材料,宜优先利用光谱仪检测,其能够更为准确地反映出有色金属材料的成分情况。影响检测结果准确性的因素较多,如氩气纯度不足、试样待测面附着杂物及钢瓶压力偏低等。随温湿度的变化,设备检测结果的精确性也将受到影响,但其影响程度相对偏弱,更为关键的是人为因素所产生的误差。对此,需制定设备维修保养计划,使检测设备可维持稳定运行的状态;并加强对人员的培训,提高其专业水平的同时增强职业素养,保证实测结果可准确反映试样的实际情况。
(4)金相显微组织分析。金相分析期间易出现制样不合理、腐蚀假象、组织鉴别等方面的问题。取样不具有代表性,导致检测结果偏离实际;制样期间,试样不同部位的受力缺乏均匀性,或是存在砂纸型号不合理的情况时,均会导致试样表面缺乏平整性,且在偏软的材料中体现得更为明显。腐蚀假象的成因主要体现在腐蚀方法、腐蚀时间及环境温度等方面,存在明显腐蚀假象时,将直接影响到后续观察结果的准确性。组织鉴别工作由经验丰富的检测人员完成,在检测人员工作水平偏低等方面的影响下,均会导致检测结果缺乏准确性。总体来看,检测人员的工作水平是导致金相检测结果失准的主要原因,因此检测人员在日常工作中应注重积累与学习,有效做好检测工作。
4 结语
金属材料检测结果是质量评价的重要依据,受人员专业水平、检测设备工作精度、自然环境等方面的影响,易导致检测结果偏离实际情况。对此,检测工作人员必须提高自身专业水平,定期做好设备检修工作,全面掌握检测环境的实际情况,采取可行的控制措施,依据规范将检测工作落实到位,准确评价金属材料的质量。
