不同刃口形貌的S钻尖麻花钻钻削性能研究
2020-11-26曾腾辉
曾腾辉
(厦门金鹭特种合金有限公司,福建 厦门361100)
0 引 言
硬质合金钻头是一种用于高效钻削各类材料的孔加工刀具,在机械加工中具有广泛的应用[1],较传统的高速钢钻头具有效率高、精度高、刚性好等众多优点,但由于硬质合金本身的材料特性,锋利的刃口无法断屑且在密闭的加工环境中容易造成崩刃、断刀,影响硬质合金钻头的切削性能和耐用度,限制了应用推广。
随着新切削技术的发展,对刀具性能需求有了更高要求,仅依靠基体材质、涂层及几何轮廓已无法满足刀具性能提升需求,并且随着刀具表面处理工艺的进一步发展,刃口形状已经成为影响刀具性能的第四因素。刃口处理工艺的出现,解决了之前钻头因无处理导致锋利刃口容易崩刃、切屑无法成形等问题,使得硬质合金钻头耐用度得到极大提高且加工效率获得有效保证。
本文用同一规格S钻尖麻花钻通过不同刃口处理工艺获得负倒棱、圆弧形两种刃口形貌,然后通过加工Q345材料的高速钻削试验,并从试验过程的磨损进程、切屑形状等维度综合分析,获得S钻尖麻花钻较优的刃口形貌。
1 不同刃口形貌的麻花钻性能对比
1.1 S钻尖麻花钻
S钻尖广泛运用于P类材料的加工,被各个主流厂家广泛运用,如日本OSG最新推出的ADADO系列产品、德国WALTER推出的DC150系列产品、日本住友推出的GSHGSSDP-U系列产品及日本三菱推出的MVSMHS系列产品。S钻尖在加工Q345、Q235等材料时,充分发挥切削力小、断屑性能良好的特点,适应国内各类工况的加工。本文所述的麻花钻S形钻尖如图1所示,采用X形横刃、波形刃及J形槽[3],为厦门金鹭特种合金有限公司专利产品。
1.2 钻头刃口形貌
硬质合金麻花钻的刃口形貌主要有两种,分别是圆弧形和负倒棱两种形式,圆弧形刃口形貌如图2所示,负倒棱刃口形貌如图3所示。欧美、日系等主流刀具厂家的硬质合金麻花钻主要系列产品均采用这两种刃口形貌。将刀具放到两个夹盘中,刀具在旋转的同时作前后往复运动,以便使整个刀具刀刃得到均匀的钝圆[4],进而获得圆弧形刃口形貌;将刀具放入与水平呈27°的V型装置,然后水平放置金刚石锉刀并往复运动,进而获得负倒棱刃口形貌。
1.3 试验刀具选用
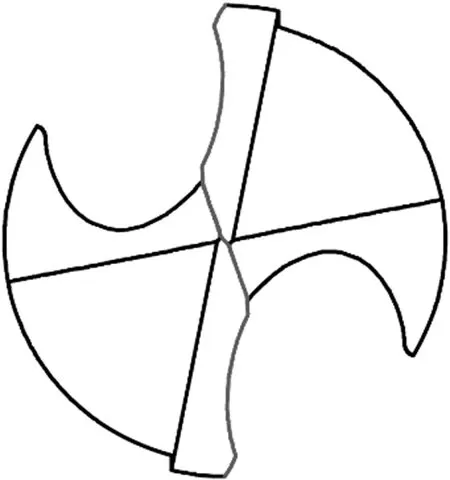
图1 麻花钻S形钻尖
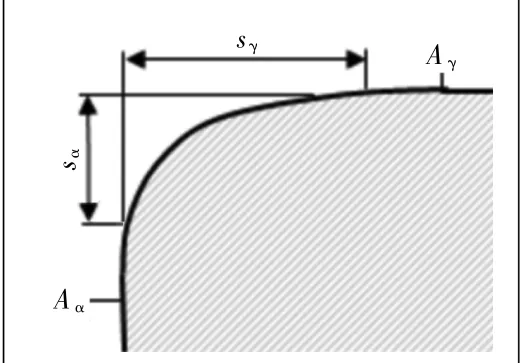
图2 圆弧形刃口形貌
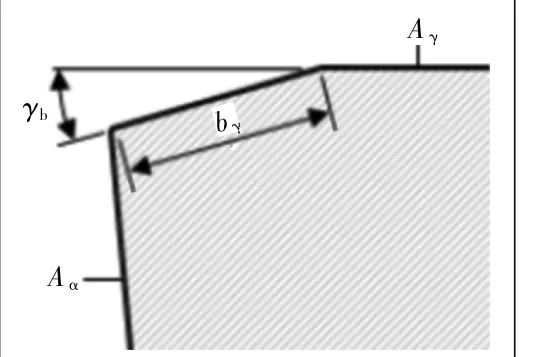
图3 负倒棱刃口形貌
选用4支刃径φ3 mm采用S钻尖麻花钻,外形尺寸基于DIN6537 L设计,两支钻头的刃口形貌加工成圆弧形状,编号为A1、A2,另两支钻头的刃口形貌加工成负倒棱形状,编号为B1、B2,钻头外形参数尺寸及刃口设计参数如表1所示。为了保证试验因素的单一性,4支钻头除了刃口形貌不同外,其余因素均相同。
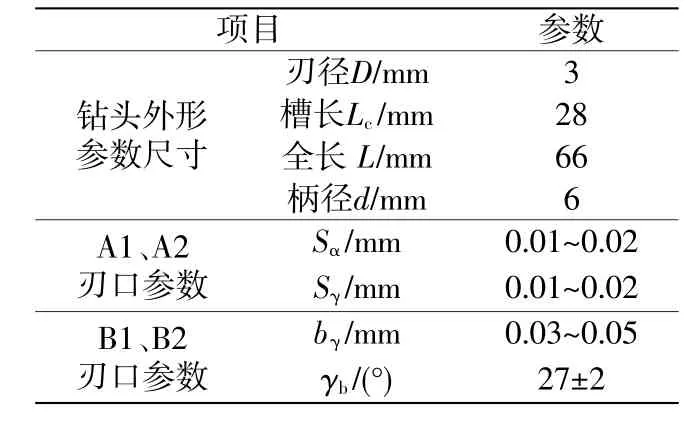
表1 钻头外形尺寸及刃口设计参数
1.4 试验用工件材料
Q345是一种低合金钢,内部执行标准为GB/T 1591-2018,其中Q代表屈服强度下限,345表示钢材的屈服强度为345 MPa。Q345综合力学性能良好,低温性能亦可,塑性和焊接性良好,用做中低压容器、油罐、车辆、起重机、矿山机械、电站、桥梁等承受动荷的结构、机械零件、建筑结构、一般金属结构件,热轧或正火状态使用,可用于-40℃以上寒冷地区的各种结构[1]。
Q345试验用工件材料的化学成分质量分数为:C≤0.20%,Mn ≤1.70%,Si≤0.50%,P≤0.035%,S≤0.035%,材料布氏硬度为180~200 HB。
1.5 试验条件及切削参数
1)试验条件。试验条件包括试验设备、刀柄选用、产检环境、冷却液、冷却形式及切削参数等项目,实验设备如表2所示,切削参数如表3所示。
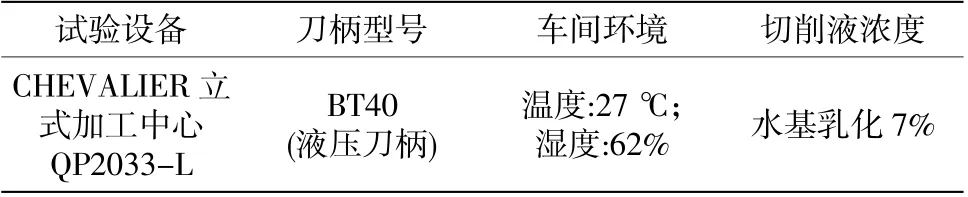
表2 试验设备

表3 切削参数
2)切削参数确认。圆弧形或负倒棱刃口形貌的钻头,每齿进给量Fn可以通过rn/h的值确定,正常情况下rn/h值应该控制在0.2~0.6之间。其中:rn代表刃口圆弧值,刃口圆弧值rn的图示说明[5]如图3所示;h代表钻削深度,在切削过程中工件材料与刀具接触点产生的热应力最小[5],不同rn/h刃口圆弧值对应的热应力分布[5]如图4所示。
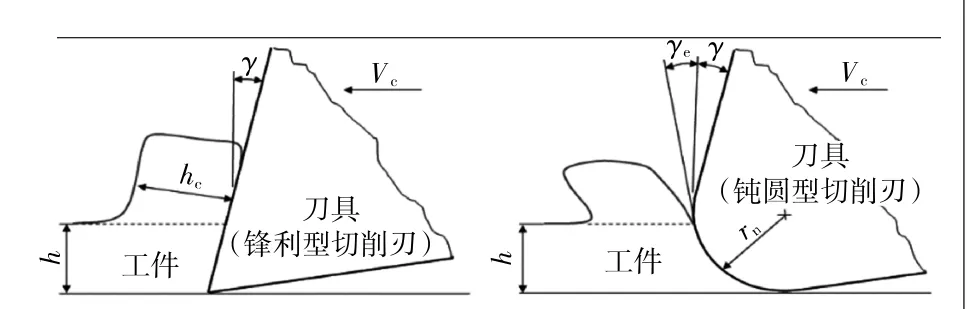
图4 刃口圆弧值rn的图示说明
圆弧形刃口rn/h值计算:
∵rn=Sa=0.01~0.02 mm,h=fz=fn/2=F/N/2=849÷8488÷2=0.05 mm;
∴rn/h=0.01÷0.05~0.02÷0.05=0.2~0.4。
负倒棱刃口rn/h值计算:
∵br= 0.03~0.05 mm,rn=br·cos γb=0.026~0.045 mm,h=fz=fn/2=F/N/2=849÷8488÷2≈0.05 mm;
∴rn/h=0.026÷0.05~0.045÷0.05=0.52~0.90。
综上计算可知,rn/h值均小于1,切削参数能够较好地反映刀具的实际性能。
1.6 切削性能对比试验
1)刀具刃口实际形貌参数测量及扫描。采用LMI Technologies GmbH公司的MikroCAD premium光学扫描仪器对A1、A2、B1、B2四支钻头进行刃口参数测量及形貌扫描,A1刃口形貌扫描如图5所示,A2刃口形貌扫描如图6所示,B1刃口形貌扫描如图7所示,B2刃口形貌扫描如图8所示。
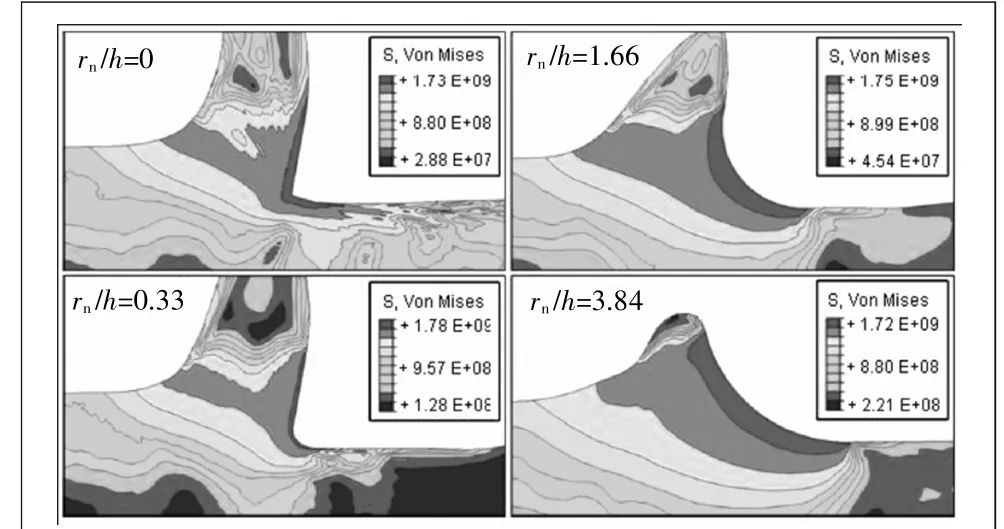
图5 不同rn/h刃口圆弧值对应的热应力分布
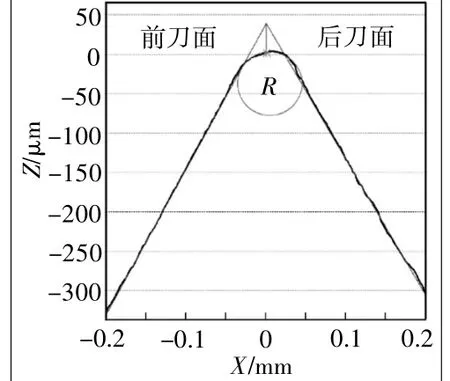
图5 A1刃口形貌扫描
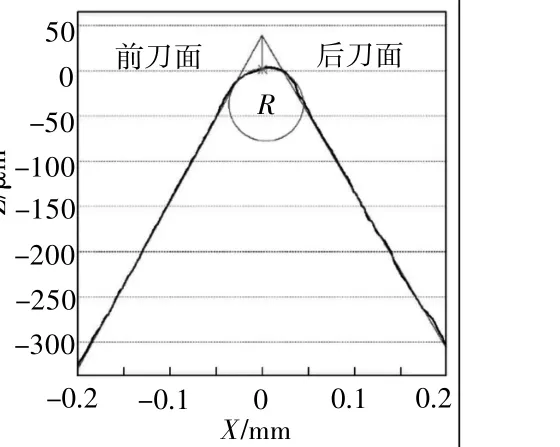
图6 A2刃口形貌扫描
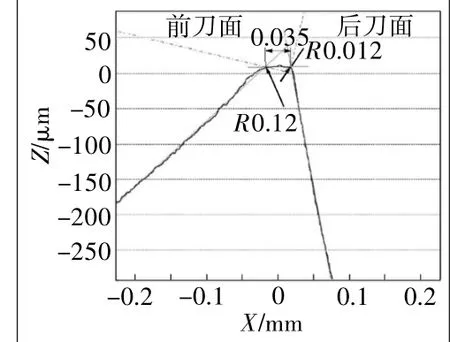
图7 B1刃口形貌扫描
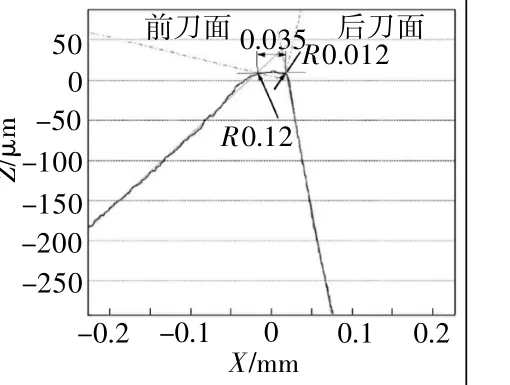
图8 B2刃口形貌扫描
A1、A2采用TMD插入式钝化工艺加工,圆弧值实测分别为0.016 mm、0.018 mm,B1、B2采用手工钝化工艺加工,br值实测分别为0.04 mm、0.038 mm,γb值实测分别为27.6°、28.3°。
2)后刀面磨损对比。在同一台加工中心上用同一批Q345工件材料进行切削对比试验,每加工74个孔后观察钻头状况,确认是否出现崩刃,在第74、296、888、1480、2072、2664、3256、4144个孔时取下钻头,在KEYENCE VHX500设备测量后刀面磨损值,图9为磨损值对比散点图。
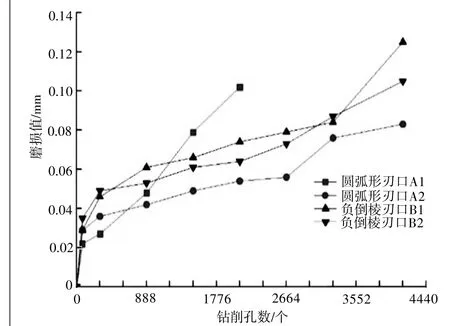
图9 磨损值对比散点图
在加工888个孔后,A1钻头磨损急剧加快,加工至2072孔时后刀面磨损达到0.102 mm,远大于其它刀具,A2钻头磨损值均匀、增加平缓,加工完4144孔后,磨损值为0.083 mm,在4支刀具中表现最佳。B1、B2钻头在整个实验过程中,磨损表现基本相同,磨损值较A2钻头略大,加工性能表现与A2保持同一水平。
图10为钻头加工第4144孔对应后刀面磨损状态,A2钻头的磨损状态如图10(a)所示,B2钻头的磨损状态如图10(b)所示,两支钻头后刀面的磨损形式都以黏结磨损为主,右图显示整条后刀面的磨损均匀性明显优于左图,但磨损宽度大于左图。另外,左图后刀面附着了大量的黑色黏着物,而右图明显较少,黑色物质为加工过程中的碎屑在高温切削过程中因切削热产生高温熔化后黏着导致,黑色附着物越少代表切削过程中产生的热量越少,钻头磨损对切削热的影越小。
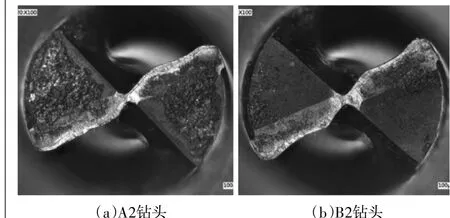
图10 第4144个孔对应钻头后刀面
3)前刀面磨损对比。图11为钻头加工第4144孔对应前刀面磨损状态,A2钻头的磨损状态如图11(a)所示,B2钻头的磨损状态如图11(b)所示,两支钻头后刀面的磨损形式都呈现出明显的月牙洼磨损。右图显示负倒棱刃口钻头在加工4144孔后刃口完好、磨损均匀,没有出现崩刃现象,并且刃口基本不存在积屑瘤;左图显示圆弧形刃口钻头在加工4144孔后,在靠近圆周处出现崩刃,见图中圈中所示,整条刃存在不同程度的积屑瘤,切削刃未能保持完好。综上,负倒棱刃口形貌的麻花钻在前刀面刃口的表现明显优于圆弧形刃口形貌的麻花钻。
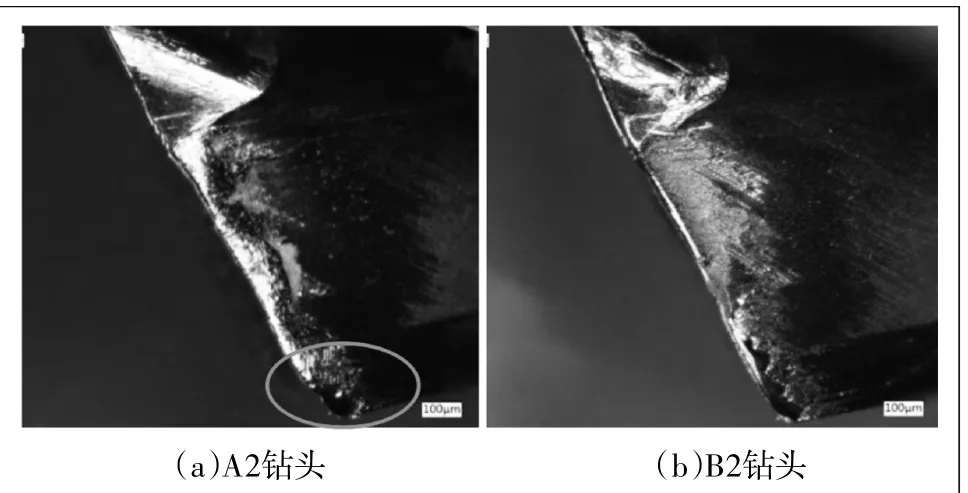
图11 第4144个孔对应钻头前刀面
4)切屑形态对比。图12为两种刃口形貌钻头对应的切屑形态,圆弧形刃口形貌加工切屑如图12(a)所示,负倒棱刃口形貌加工切屑如图12(b)所示。切屑形成和排屑是钻削中的最优先考虑的因素,并影响孔质量和整个工艺的可靠性。当切屑可以从钻头中没有阻力地排出时,切屑形成是可以接受的。查看切屑,如果没有长和弯曲,没有卷曲,则切屑堵塞。切屑堵塞可能导致钻头径向移动并影响孔质量、钻头寿命和可靠性。切削实验证明两种刃口形貌对应的切屑都能通过排屑槽轻松排出,但明显圆弧形刃口钻头存在类似蝌蚪的切屑尾巴,而负倒棱刃口形貌的钻头明显较短甚至没有切屑尾巴,从切屑形态的对比上看,负倒棱刃口形成的切屑形态优于圆弧形刃口,能够在切削过程中更容易排出切屑。
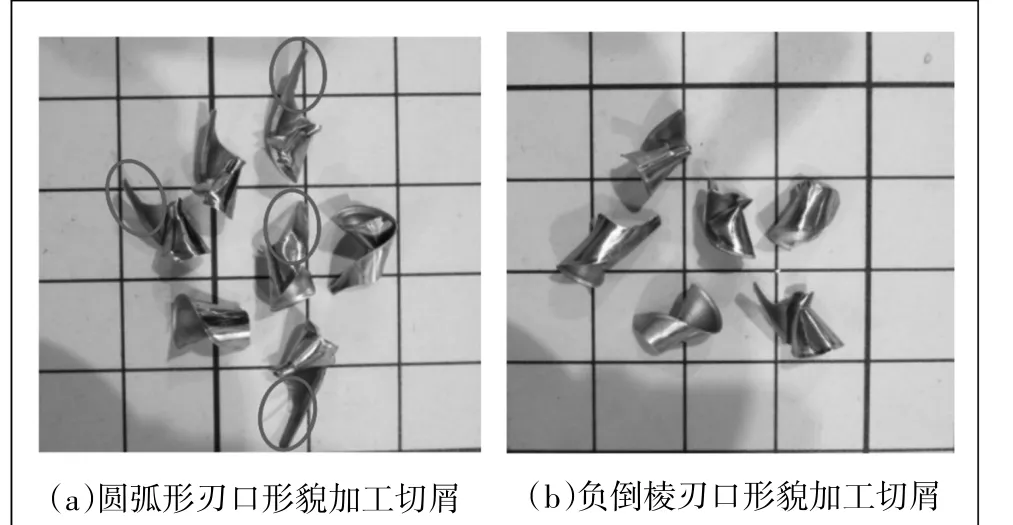
图12 切屑形态
2 结 语
通过不同刃口形貌的麻花钻性能对比试验,在实际刃口形貌、前刀面磨损、后刀面磨损及切屑形态等方面进行了对比,分析了不同刃口形貌对刀具切削性能的影响。试验结果表明,在相同的切削条件下:圆弧形刃口的后刀面磨损量小于负倒棱刃口,但圆弧形刃口在切削过程中出现大量因高温产生黑色附着物;负倒棱刃口形貌的麻花钻在前刀面刃口均匀磨损、无明显崩刃及切屑瘤,表现明显优于圆弧形刃口形貌的麻花钻;从切屑形态的对比上看,负倒棱刃口形成的短而卷曲的切屑形态优于圆弧形刃口,在切削过程中有更出众的排屑能力。
