冲击转轮铸造气孔及冷隔缺陷的控制
2020-11-25杨宁张跃李志刚徐兴顺
杨宁,张跃,李志刚,徐兴顺
沈阳铸造研究所有限公司 辽宁沈阳 110022
1 序言
冲击转轮是水力发电机组冲击式水轮机的核心部件[1],结构由水斗和辐板组成,其中水斗部分壁较薄,一般厚度是5~35mm,水斗部分结构具有表面积大、凝固速度快、排气困难等特点。在铸造工艺上,国内绝大多数厂家均采用在大气条件下熔炼,CO2硬化水玻璃砂型浇注方式。冲击转轮铸件在实际生产中易产生很多缺陷,如气孔、冷隔、夹渣及浇不足等。而气孔和冷隔是冲击转轮铸造中最为常见的缺陷(见图1),也是困扰很多冲击转轮铸造厂家的主要问题。
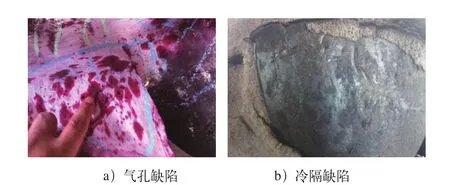
图1 冲击转轮的主要缺陷
2 原因分析
2.1 气孔产生的原因
铸造低碳马氏体不锈钢是水轮机过流部件的首选材料, 其代表牌号为ASTM CA-6NM(ZG06Cr13Ni4Mo 简称 13-4)[2]。目前,冲击转轮选用不锈钢牌号为Z G06C r13N i4M o、ZG06Cr13Ni5Mo、ZG06Cr16Ni5Mo居多。
不锈钢铸件产生气孔的原因较多,冲击转轮气孔产生原因主要有两个方面。
(1)反应气孔 砂型或砂芯中存在水分,金属与铸型表面处金属液与水蒸汽或CO2相互作用,使铁液生成FeO,将产生下列反应 [FeO]+[C]→ [Fe]+[CO]↑,从而形成皮下气孔[3]。
(2)卷入气孔 在钢液浇注时由于操作不当或措施不力而卷入气体造成气孔。
2.2 冷隔形成的原因
马氏体不锈钢含碳量很低,而含铬量又高,钢液化学活性高,流动性较差,因而钢液极易被氧化。
由于在冲击转轮浇注时,型腔内的金属液面上升速度很慢,浇注速度过于缓慢,使金属液面存在严重的氧化现象。当金属液表面温度低于氧化物成膜温度时,液面就形成氧化膜,进而极易造成冷隔缺陷。
3 解决措施
3.1 采取的常规措施
1)尽量减少砂芯、砂型的水分,减少砂芯、砂型的发气量,因此应尽可能多地设置排气孔或排气绳。
2)提高浇注温度,加快浇注速度。
3.2 解决的新思路和效果
利用常规手段无法从根本上解决冲击转轮气孔问题,我们采取如下新思路。
1)采用底注包进行浇注,浇注过程平稳,对气孔的影响较大,不同的浇注速度,水斗大小各异,人工浇注时尽量保证“先慢、后快、再慢”的理想状态。
2)从工艺角度考虑浇包孔、直浇道、横浇道、内浇道的截面积比值,故选用底注包浇注截面积比值按照∑A包∶∑A直∶∑A横∶∑A内=1∶(1.9~2.1)∶(1.9~2.1)∶(2.0~2.5),保证浇注系统的完全开放。
3)铸型的排气措施:用排气绳排砂芯的气体;用排气孔排型腔的气体。
4)砂型、砂芯的烘烤:水玻璃砂型、砂芯利用烘干炉进行烘烤,烘烤温度为120~140℃,烘烤0.5~1.0h。合箱后再进行烘烤,一定要在刷涂料后多次烘烤,每次烘至没有水气为止。烘烤结束至浇注时间越短越好,建议不要超过4h。
5)根据浇注温度对气孔的影响,提高浇注温度有助于气孔的解决,但温度过高同样会产生粘砂、包砂等其他缺陷,故针对不锈钢的浇注温度选择在(1600±20)℃。对于砂型铸造,温度的提高,有利于消除气孔和冷隔缺陷。
利用新思路铸造冲击转轮铸件,基本解决了铸造冷隔与气孔问题(见图2)。

图2 采用新思路铸造的冲击转轮
4 结束语
1)浇注过程的平稳减少了气孔和冷隔的产生。
2)砂芯的烘烤和型腔的加热有助于减少气孔产生。
3)适当提高浇注温度,有助于避免冷隔和气孔的产生。
4)合适的浇注系统,改变铸型内的钢液温度场,有助于减少气孔和冷隔的产生。
