铝合金地铁牵引梁HV形坡口焊缝MIG焊工艺分析
2020-11-25王安平蒋磊
王安平,蒋磊
中车成都机车车辆有限公司 四川成都 610000
1 序言
车体是地铁车辆的一个重要组成部分,而牵引梁是车体中的重要组成件,车体在运行过程中,牵引梁不但要把牵引力和制动力传递给车钩,而且还要承受各种设备载荷以及牵引中水平纵向和横向冲击载荷的作用力。因此,为满足相关技术标准,牵引梁必须具有足够的强度和刚度,以保证列车运行的安全性和平稳性。
铝合金焊接结构牵引梁主要由EN AW6005A材质的车钩安装座、筋板和上盖板,以及EN AW6082材质的腹板、筋板和下盖板组成。其中常见的材料厚度为45mm、25mm、16mm、12mm、10mm等。牵引梁的设计图样中焊缝坡口形式以HV形较为常见,实际生产中这类焊缝因坡口不对称、板厚差异等因素,导致焊接时坡口两侧磁场不均匀、温度不均匀,从而出现偏吹、受热熔化时间差异大等情况,使焊缝出现咬边、成形差,未熔合等缺陷[1,2]。本文通过选取板厚差异较大的车钩安装座与牵引梁上盖板连接焊缝制作模拟试件,研究坡口形式为HV形接头的焊接工艺,有助于生产中提升HV形坡口焊接质量。
2 结构介绍
铝合金地铁牵引梁上盖板与车钩安装座采用嵌入式连接结构,接头形式与焊缝信息如图1所示。此焊缝在焊接时,由于结构的特殊性及工装的限制先焊接背面角焊缝,然后对正面HV形焊缝清根后再完成焊接。牵引梁上盖板与车钩安装座组装完成后,背面角焊缝区域会形成几个位置受限的焊接区域。

图1 接头形式与焊缝信息
3 焊接试验
(1)试验设备与材料 焊接设备为熔化极惰性气体保护焊机,型号为KEMPPI(450)焊机。
试验工具:直磨机配笔形铣刀和不锈钢笔刷,角磨机配不锈钢碗刷圆盘铣刀、烤枪、测温仪、风管、铝合金清洗剂、氢氧化钠、600#或更细砂纸、白色无毛抹布、直尺及记号笔等。
试验使用的母材为铝合金EN AW6005A-T6,符合TB/T 3260—2011规定的要求,尺寸要求见表1。

表1 母材尺寸要求
焊接填充材料为焊丝ER5356,符合ISO 18273和AWS-A 5.10规定的要求。保护气体为氩气,符合ISO 14175规定要求,纯度≥99.999%,气体流量(20±3)L/min。
(2)焊接工艺 焊接方法采用熔化极惰性气体保护焊(MIG)。
焊接场所环境要求温度≥8℃,相对湿度要求在60%以下,风速保证在1m/s以下。
焊前通过铝合金清洗液擦拭、不锈钢刷清理,保证待焊区域及其附近20mm范围内无氧化膜、油污等,且铝合金表面需打磨出金属光泽,打磨后必须在4h内焊接;焊前需对母材进行预热,预热范围为焊缝中心及两侧50mm,预热温度控制在100~110℃,预热方式为火焰预热,预热完成后30min内进行焊接,待焊部位温度在70℃以下。
焊接接头坡口角度要求偏差≤±5°,装配要求根部间隙≤2mm,错边≤1mm。
焊接过程中的层间清理与清根必须完全将上一层焊缝的黑灰、飞溅、焊接缺陷等完全清除,必要时修整焊缝形状,保证下一层焊接时顺滑过渡。焊道间温度需控制在70℃以下,再进行下一道焊接。角焊缝焊接时焊枪与焊缝方向呈90°夹角,前倾5°~10°,与薄板平面呈25°~30°夹角,轻微摆动焊枪,防止出现偏吹,影响焊缝成形。
焊后待焊缝冷却至室温后清除黑灰、飞溅等,然后对焊缝进行检查。焊接试验的具体工艺流程为材料准备→焊前清理→装配→焊接→焊缝检测;焊接顺序如图2所示,焊接参数见表2。
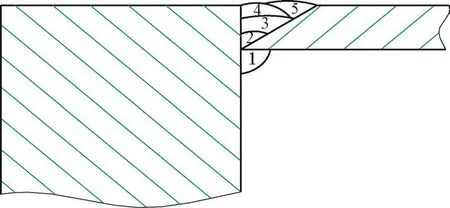
图2 焊接顺序

表2 焊接参数
4 试验结果分析
(1)焊缝外观检测 根据ISO 17637《焊缝的无损检测-熔化焊接头的外观检验》对焊接试件焊缝及两侧20mm范围内进行目视检查,然后再通过PT检测,结果显示焊缝质量满足ISO 10042《焊接-铝及铝合金的弧焊接头-缺欠质量分级》中B级要求,如图3所示。

图3 焊缝外观
(2)焊缝宏观检测 依据ISO 17639:2003《金属材料焊缝的破坏性试验-焊缝宏观和微观检验》制取2个试样,试验用宏观腐蚀剂由氢氧化钠(NaOH)与水(H2O)按1∶10配制,腐蚀温度为室温,腐蚀时间是几秒观察一次,通过眼睛观察确定,需在排烟柜中操作完成。对试样宏观检测发现熔合情况良好,内部无裂纹、夹渣、孔穴等缺陷,如图4所示。
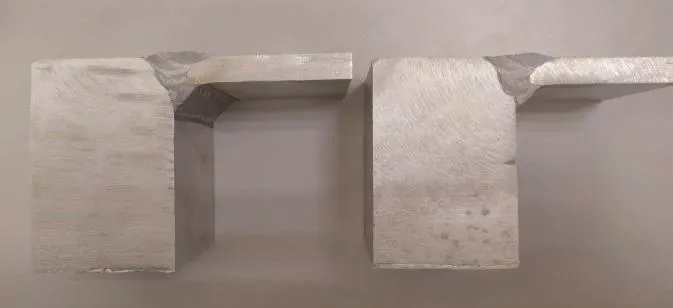
图4 焊缝宏观形貌
5 结束语
牵引梁上盖板与车钩安装座连接焊缝是典型的板厚差异较大的HV形接头,实际生产中常出现咬边、成形差、未熔合等缺陷。本文通过试验制定焊前铝合金清洗液、不锈钢刷清理坡口;对待焊区域进行预热,严格控制预热温度,并保证预热完成后30min内,待焊部位温度在70℃以下焊接;层间清理与反面清根;焊接操作的手法与焊枪角度的要求,焊后清理等工艺方法焊接试件,并通过外观检测、PT检测、宏观检测等方法对试件进行验证,检测结果显示试件焊缝外观能满足ISO 10042中B级要求,熔深情况能达到设计要求。表明制定的工艺方法有助于提升铝合金板厚差异较大的HV形坡口焊缝成形与熔合质量。
其中预热、层间清理和温度控制对焊接铝合金板厚差异较大的HV形坡口尤为重要,在焊接生产中应作为重点项进行监督。
