不锈钢覆层尺寸效应对复合质量的影响
2020-11-24帅美荣常彬彬谢广明
刘 鑫,帅美荣,常彬彬,谢广明
(1.太原科技大学 重型机械教育部工程研究中心,山西 太原 030024;2.东北大学 轧制技术及连轧自动化国家重点实验室,辽宁 沈阳 110004)
0 前言
常规钢筋多为碳钢材质,耐蚀性能差,当其用于桥梁工程、海洋工程、地下工程等高腐蚀特殊环境中时,混凝土中的钢筋往往遭受锈蚀而引起材料疏松膨胀产生内应力[1-2],当其内应力超过混凝土的弹性极限时,结构就会出现损伤和破坏,甚至失效[3]。随着绿色可持续化工业进程的推进,以不锈钢复合技术为代表的高效率、短流程、低能耗、低成本制备技术已经成为行业重点发展方向。将韧性、抗腐蚀性较高的不锈钢材料与强度较高的碳钢材料通过复合技术使两种材料制成性能互补的复合产品,不仅可以应对复杂腐蚀环境,还可以降低成本提高经济效益[4-6]。
S.Sawicki[7]通过爆炸复合的方式成功制得复合螺纹钢筋,并对覆层的最佳厚度进行了分析优化。David[8-9]等研究了不锈钢覆层钢筋的耐腐蚀性能以及选择标准。燕山大学谢红飙等[10-13]对不锈钢复合钢筋进行了有限元模拟,并结合轧制实验探究了轧制工艺对复合效果的影响。本文基于ABAQUS有限元软件,通过模拟不锈钢复合钢筋在三辊连轧孔型中的轧制过程,探究不锈钢覆层尺度效应对轧制过程中等效应力、塑性应变、轧制力及复合质量的影响,揭示异种金属协调变形规律以期获得最佳不锈钢覆层厚度,优化关键技术参数。
1 有限元模型的建立
1.1 几何模型的建立
与二辊孔型相比较,三辊孔型具有表面质量高、宽展小、变形效率高、孔型磨损小等显著优点[14-15]。在ABAQUS中建立三辊Y型轧机四道次轧制几何模型,如图1所示。复合钢筋覆层为304不锈钢,内层为Q235碳钢,为了探究不锈钢复合钢筋覆层尺寸效应对复合质量的影响,轧件组坯规格如表1所示。
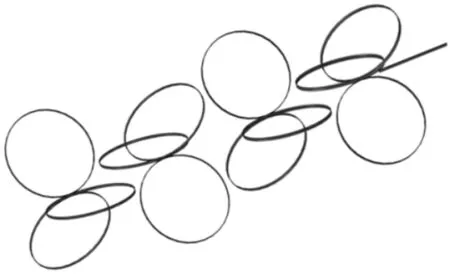
图1 三辊连轧复合钢筋有限元模型
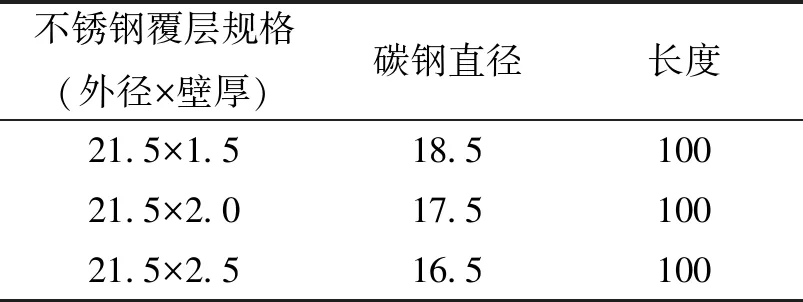
表1 有限元模拟复合钢筋组坯规格 mm
轧件芯部选择扫掠网格进阶算法,覆层划分结构网格,单元类型均选择C3D8T单元,轧件轴向划分100个单元,不锈钢覆层在厚度方向根据厚度不同划分2~3层单元,碳钢芯选用与之相匹配的单元网格,保证计算精度。
1.2 接触属性
1.2.1 摩擦边界条件
摩擦模型采用罚函数摩擦模型,允许接触表面有“弹性滑移”[16]。在本文中,不锈钢覆层与轧辊之间的摩擦系数和不锈钢覆层和碳钢芯之间的摩擦系数均取值为 0.15。
轧辊与不锈钢覆层的接触、不锈钢覆层与碳钢之间的的接触均采用运动接触法,运动接触法可以把接触控制在刚好发生接触而不发生穿透的情况下,从而保证界面发生接触而不贯穿,在受到拉应力时,则取消施加的运动约束,使界面脱离。此种方法对接触的描述精确度高,具有普遍适应性,不需要增加特殊的界面单元,也不涉及复杂的接触条件变化[17]。界面滑移公式采用小滑移。
1.2.2 热传导边界条件
在复合热轧过程中,设置开轧温度为1 150 ℃,环境温度20 ℃。传热行为主要包括覆层金属与内层金属的传热、覆层金属与轧辊的传热、轧件与空气的换热等。在ABAQUS有限元模拟中[18],将不锈钢覆层与轧辊之间的接触换热系数设置为10 kW/(m2·K),将不锈钢覆层与碳钢芯之间的接触换热系数设置为13 kW/(m2·K)。在不产生接触的部分,主要产生的是辐射传热和对流换热,在ABAQUS中,统一划分为同一类边界条件[19]
q=K(QA-QB)
(1)
式中,q为通过边界的热量,kW/m2;K为对流换热系数,kW/(m2·K);QA为主面温度,K;QB为从面温度,K。
2 模拟结果及分析
2.1 应力结果分析
如图2所示为三辊轧制复合第一道次等效应力图。可以看出,三种覆层厚度下覆层金属所受等效应力均比内层金属大,且最大值都出现在辊缝附近。这种现象主要是由于覆层金属承受轧辊的直接压下,且在辊缝区域自由宽展形成角度较为尖锐的凸起,造成局部应力集中,致使辊缝处的覆层金属等效应力最大。而内层金属受力较为均匀,显然,在碳钢中心区域等效应力很小,说明在轧制第一道次,变形尚未渗透至变形体中心。
在复合轧制过程中,应力均匀度越高,产生的残余应力越小,越有助于两金属间产生稳定的冶金结合。从图2可以看出,不同覆层厚度金属的等效应力分布规律趋于一致,覆层尺寸分别为1.5 mm、2 mm、2.5 mm时对应的最大等效应力分别为233 MPa、240 MPa、247 MPa,对应的最小等效应力分别为69 MPa、93 MPa、92 MPa,最大应力偏差分别为164 MPa、147 MPa、155 MPa。表明随着覆层厚度的增加,等效应力值趋于增大;在覆层厚度为2 mm时,覆层等效应力分布差值最小,均匀度最好。
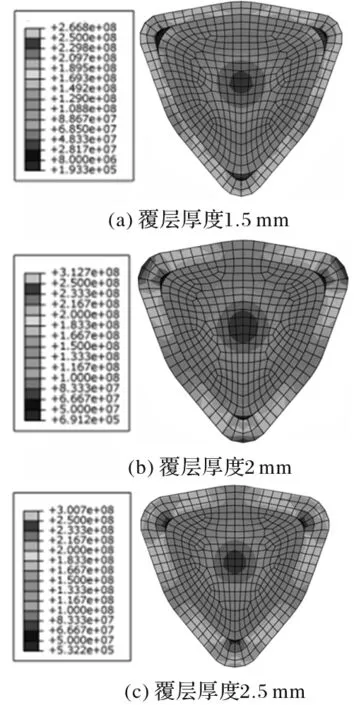
图2 三辊轧制复合钢筋第一道次应力云图
S. MASUDA认为在复合轧制过程中,板厚中部最大垂直应力与变形抗力之比大于1时,两金属之间就会发生粘合[20]。覆层不锈钢与碳钢接触界面在轧制过程所受最大压应力如表2所示。对于不同覆层厚度的复合金属,轧制过程中界面金属间压应力均大于304不锈钢变形抗力,尤其从轧制第二道次开始,此时变形温度约为1 150 ℃,总压下率达到33%,最大压应力已达300 MPa以上,两种金属界面已经实现一定程度地冶金结合。应力数据进一步表明,即使在轧制第一道次金属变形最为剧烈,然而其界面金属压应力却低于后续三个道次,这也充分说明在变形初期,覆层与芯部金属尚未完全结合,存在较多间隙,导致界面压应力值相对较小。随着变形的进行,界面金属的致密性越来越好,压应力值持续上升。
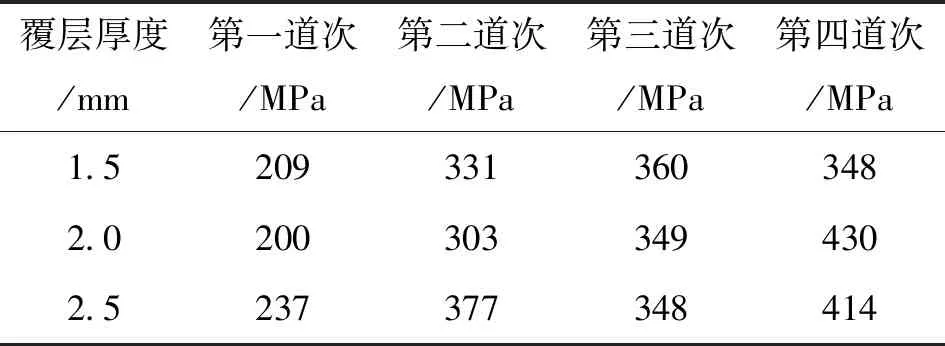
表2 覆层与芯部接触界面最大压应力
2.2 覆层尺寸效应对复合质量的影响
在三辊Y型轧制中,轧件受到相邻机架均匀交替的压缩方向如图3所示。取覆层不锈钢管材的1/6分析壁厚变化规律。

图3 三辊轧制示意图
如图4所示为四个轧制道次中0°~60°区域内不锈钢覆层壁厚的变化曲线。可以看出,在不同覆层壁厚条件下,1~4道次的壁厚变化规律基本一致。在轧制第二道次,壁厚变化最为突出,辊缝处壁厚最大,轧辊中心附近区域壁厚最小。说明轧件进入第二道次后,覆层金属沿周向发生剧烈流动,产生这种情况的原因一方面是压下量较大,另一方面可能是由于孔型形状设计不当,故考虑在保证两种材料实现冶金结合的情况下,适当减小变形量或者采用圆度较好的孔型轧制是合理的。随着轧制的进行,在第四道次,壁厚变化趋于均匀,且当不锈钢覆层厚度为1.5 mm、2.0 mm、2.5 mm时,沿着圆周方向,最小壁厚差值分别为0.23 mm、0.21 mm、0.12 mm。可以看出,随着覆层厚度减小,壁厚差值反而增大。从追求经济利益的角度考虑,覆层不锈钢金属越薄,成本越低,但过薄的覆层不利于钢筋的复合质量。
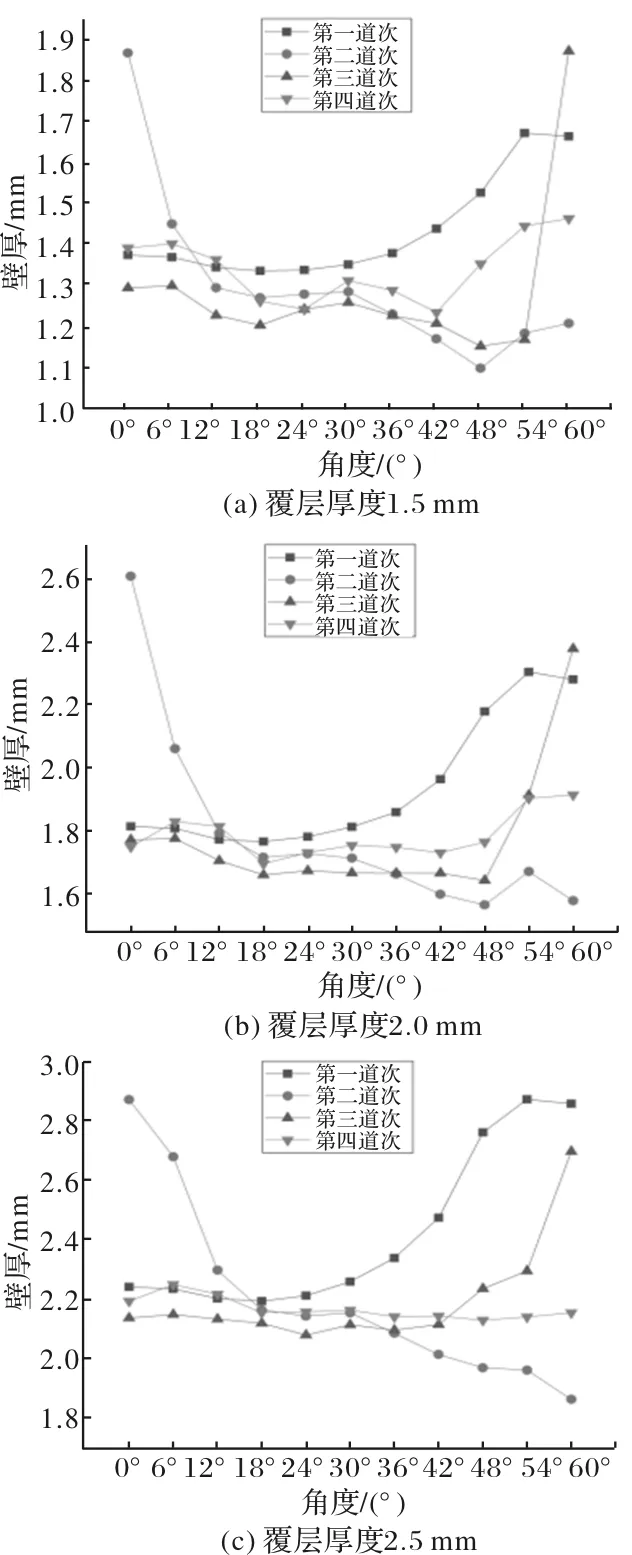
图4 不同轧制道次不锈钢覆层0°~60°区域壁厚变化图
轧制过程中空洞与耳子的出现会大大降低覆层与芯部的接触面积,还会在后续轧制过程中积累大量残余应力,显著降低复合质量,不利于轧件表面质量的提高。如图5a、图5b所示为不同覆层厚度轧件在第三道次出口处的等效塑性应变图,较薄的覆层金属对横向宽展较为敏感,较厚覆层可以有效填充辊缝处的空洞。显然当不锈钢覆层厚度为2 mm时,覆层与芯部之间的空洞和耳子等缺陷有了明显的改善。实际上产生的空洞是由于异种金属沿周向流动速度不一致所致,与芯部相比,覆层沿周向的宽展效应大于芯部,而覆层沿轴向则发生较小的延伸。图5c为覆层厚度2 mm复合钢筋在第四道次出口处的等效塑性应变图,由图5c可以看出,此时变形较为均匀且渗透到轧件的中心。
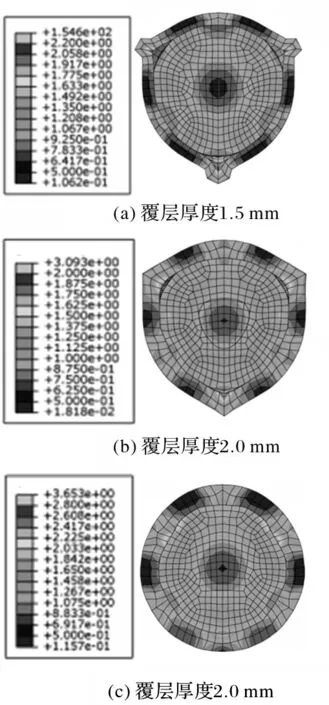
图5 不同覆层厚度等效塑性应变云图
2.3 轧制力结果分析
如图6所示为不同覆层复合轧制力变化曲线,轧制力随着覆层厚度的增加而增加。不锈钢覆层的变形抗力大于碳钢芯,当轧件中不锈钢占比上升时,使其变形更加困难,轧制力会有明显的升高。当覆层厚度从1.5 mm增至2 mm时,1~4道次对应的轧制力增长率分别为7.76%、9.75%、8.79%、10.00%,当覆层厚度从2 mm增至2.5 mm时,对应的轧制力增长率分别为4.27%、5.85%、1.06%、1.08%,轧制力增大幅度减缓。
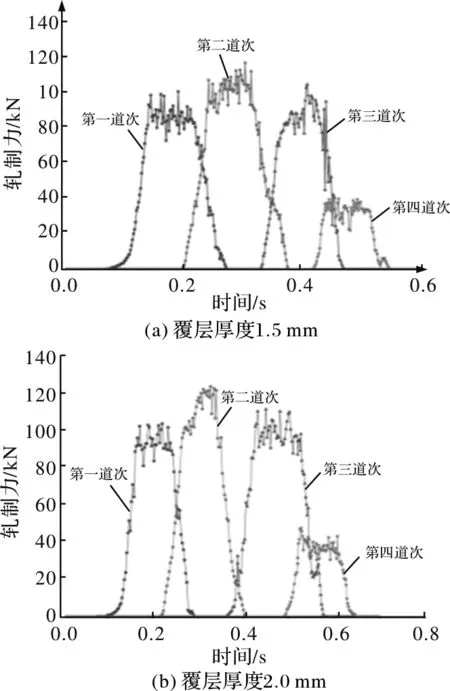
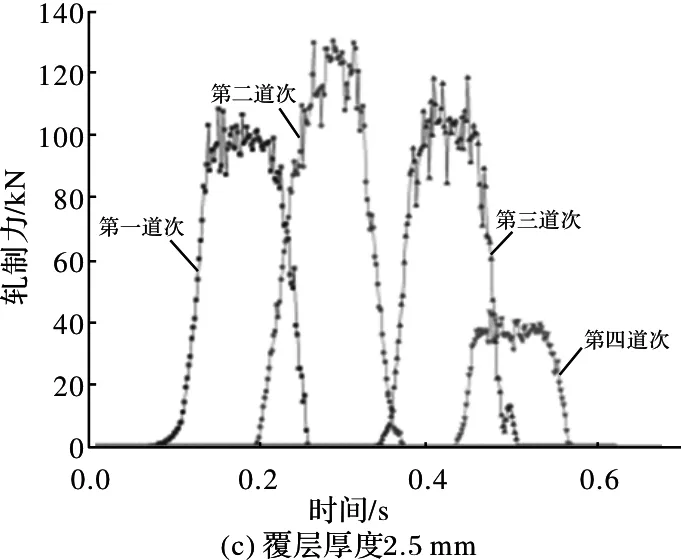
图6 不同覆层尺寸轧制力变化曲线
3 结论
通过有限元模拟不锈钢/碳钢复合钢筋的成型过程,对比分析了不同覆层厚度钢筋在三辊连轧孔型变形中的等效应力、塑性应变以及壁厚分布等,揭示覆层尺寸效应对复合钢筋协调变形的影响,为复合钢筋工业化生产提供理论支持。
(1)在连轧过程中,不同覆层厚度工况下,覆层金属的等效应力均大于芯部,且辊缝处应力最大。当覆层厚度为1.5 mm时,成型过程中覆层与芯部之间产生较大空洞和耳子缺陷,直接降低覆层与芯部接触面积导致复合质量下降;当覆层厚度增加到2 mm时,缺陷明显改善,且覆层壁厚均匀性提高。
(2)当变形温度为1 150 ℃,总压下率为33%时,两种金属界面之间的平均径向应力远大于不锈钢金属的变形抗力,此时二者界面实现初步结合,但还需要后续界面微观组织研究进一步优化协同变形条件。
(3)当覆层厚度从1.5 mm增至2 mm时,各道次轧制力增长率分别为7.76%、9.75%、8.79%、10.00%,当覆层厚度从2 mm增至2.5 mm时,对应的轧制力增长率分别为4.27%、5.85%、1.06%、1.08%。综合考虑,对于直径Ф18.5 mm的碳钢棒,选择不锈钢覆层厚度为2 mm制备复合钢筋,在经济性和复合质量方面占有一定优势。
